BURADAN YARARLANARAK İŞLETME DOSYANIZA resimlerinizi ÇİZEBİLİRSİNİZ ..

Kaydetmek için resim üzerinde "Sağ tıklayıp Farklı kaydet"i işaretleyiniz
staj dosyası
staj resimleri
maden
Metal Teknolojisi

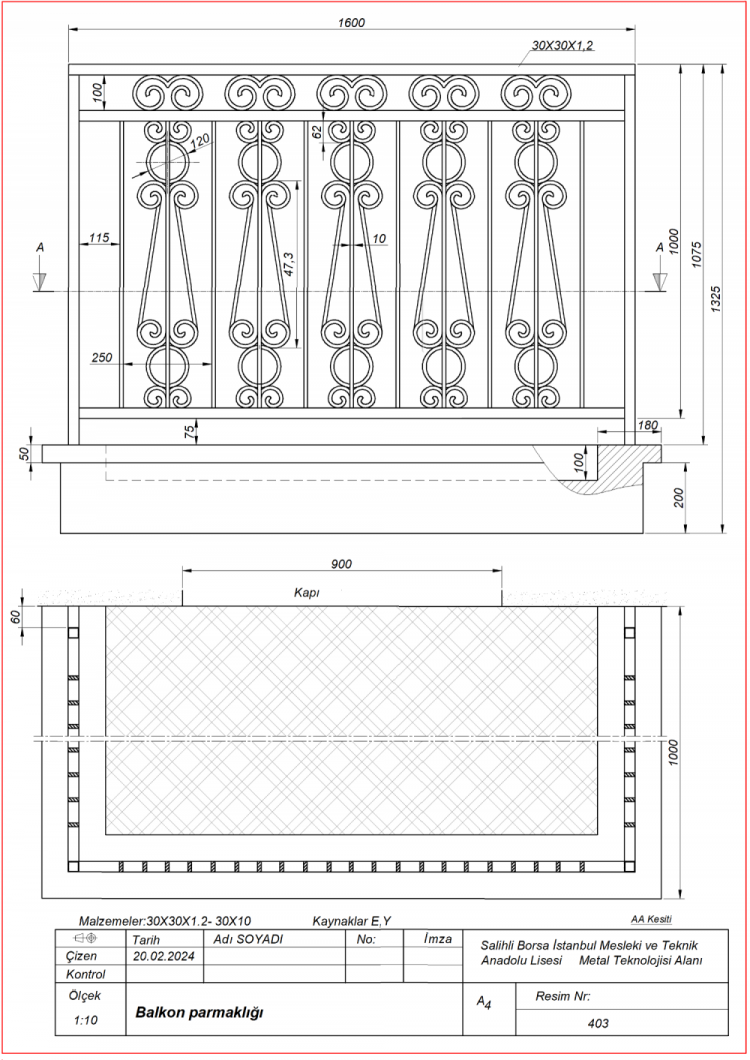
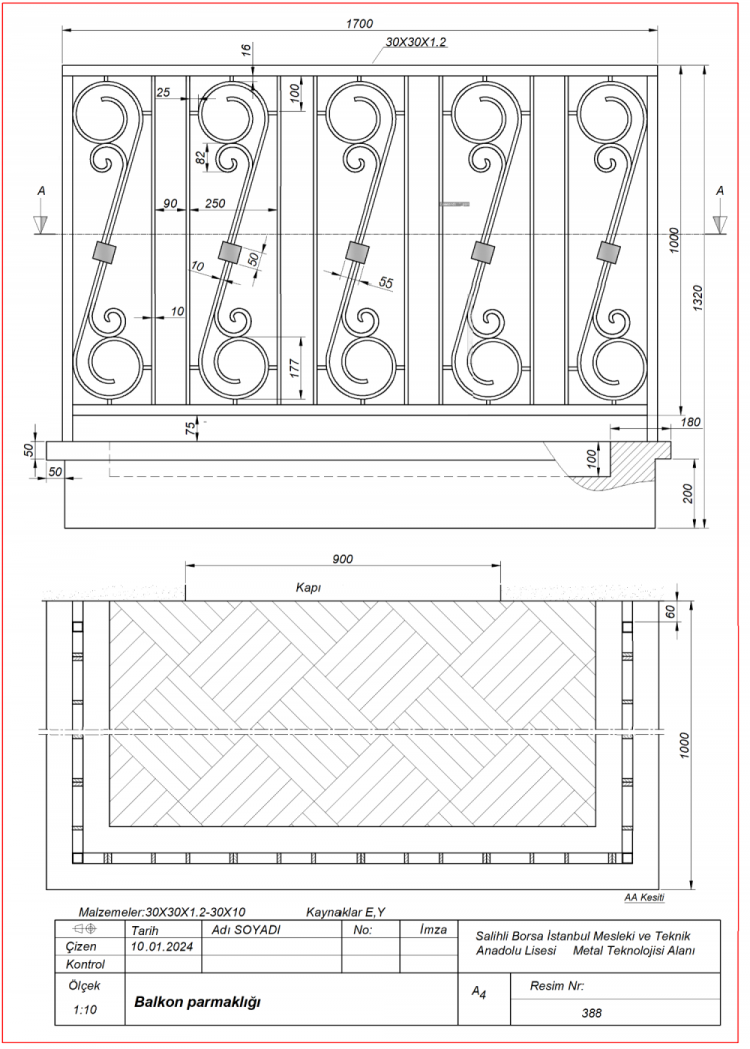
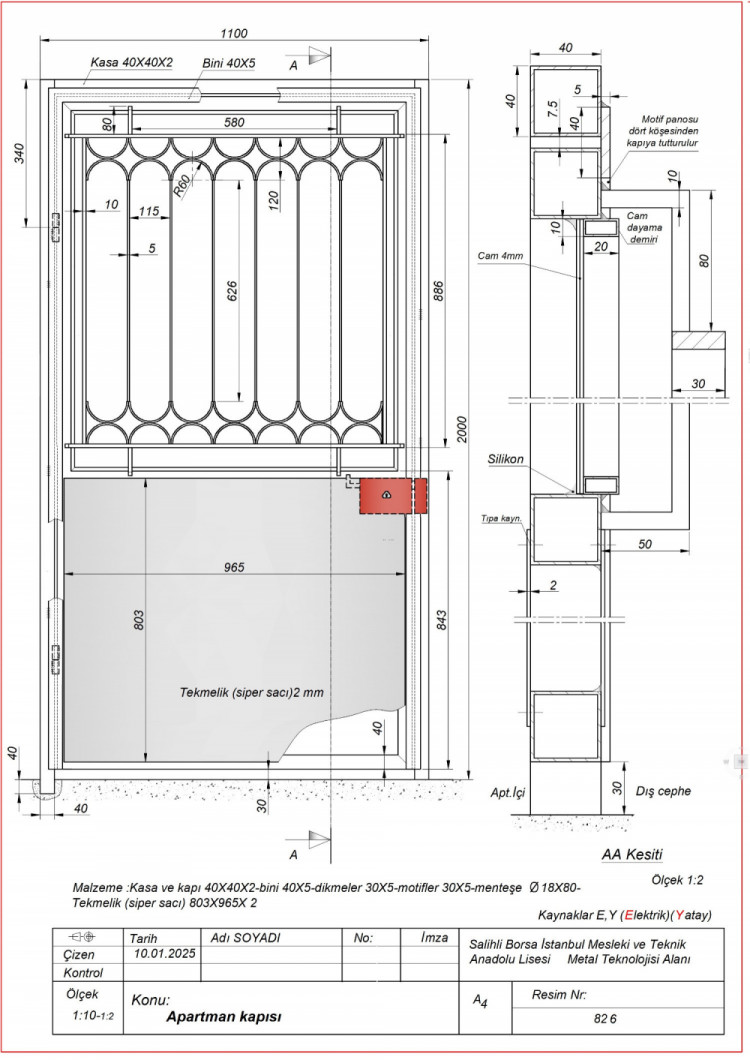
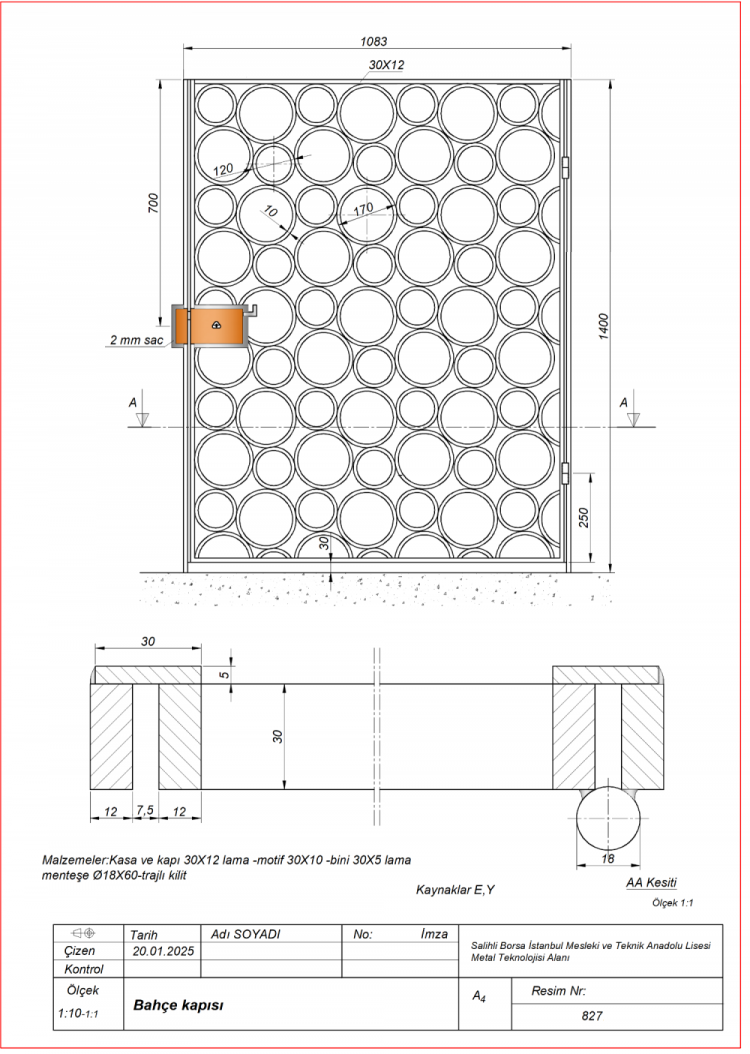
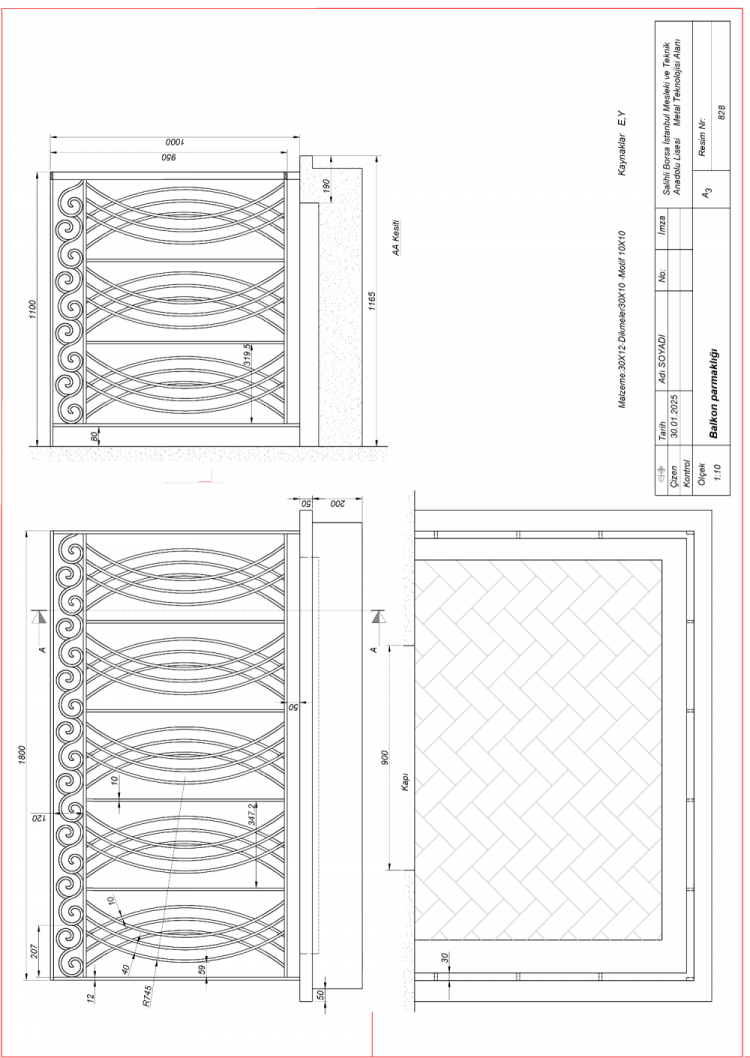
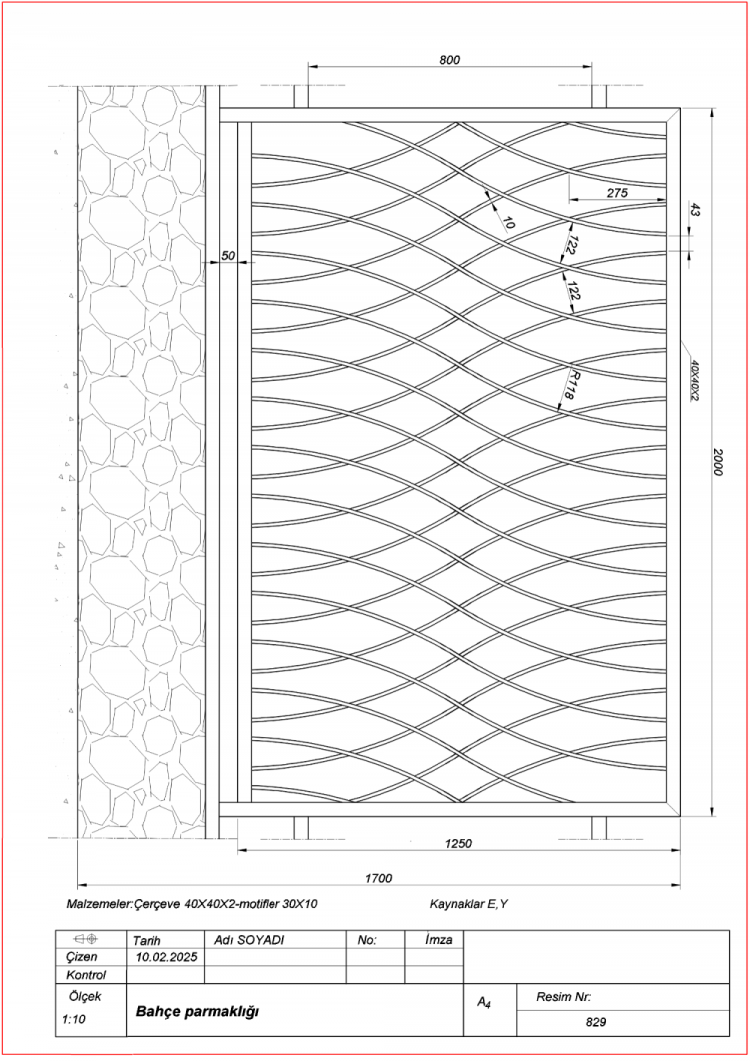
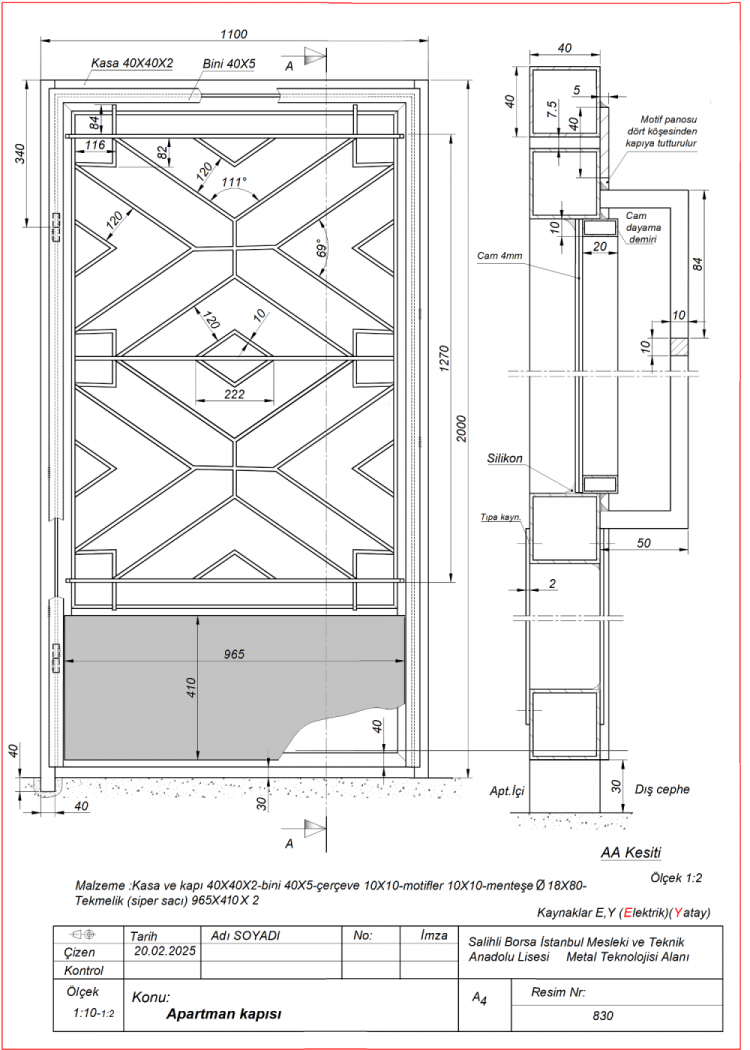
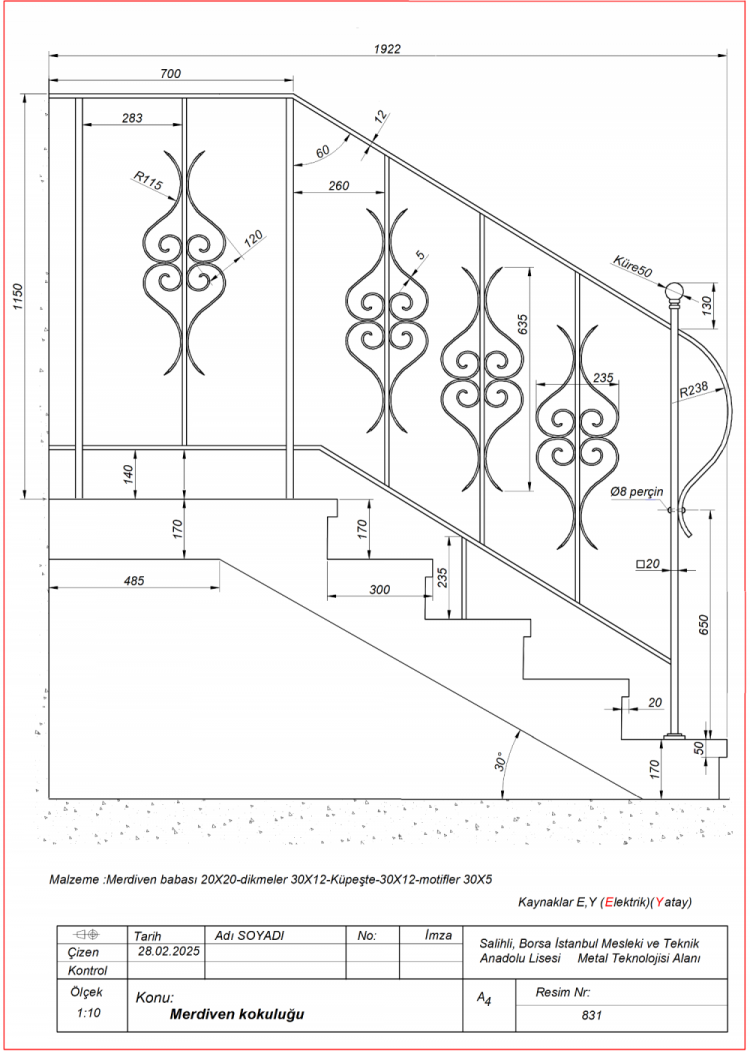
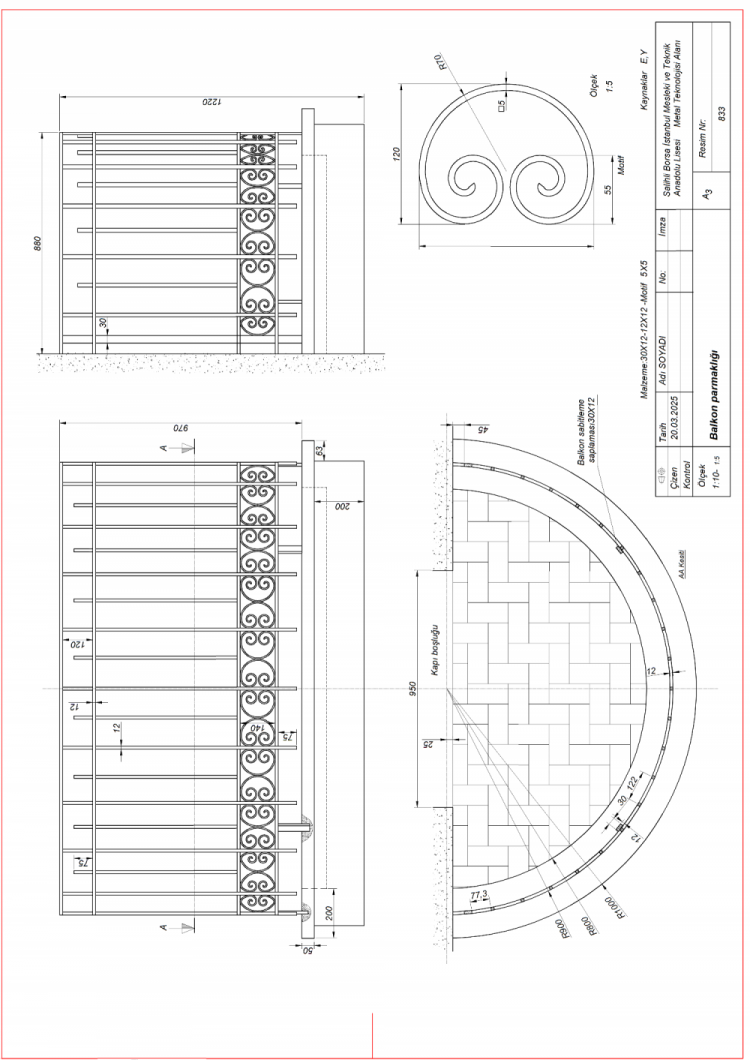
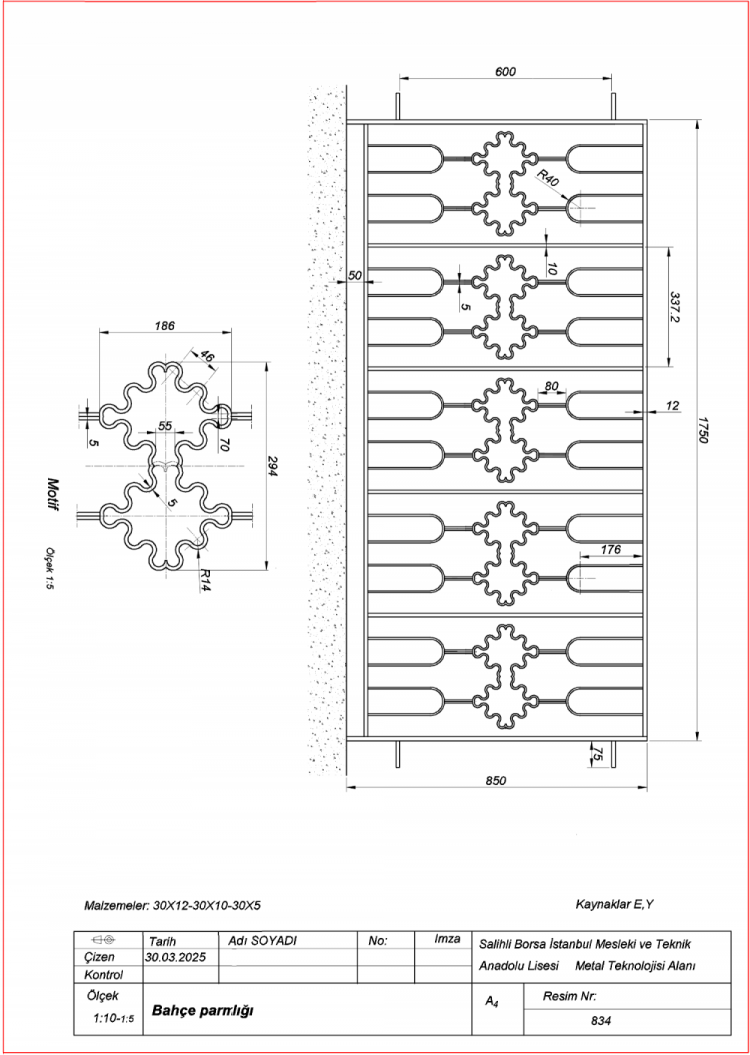
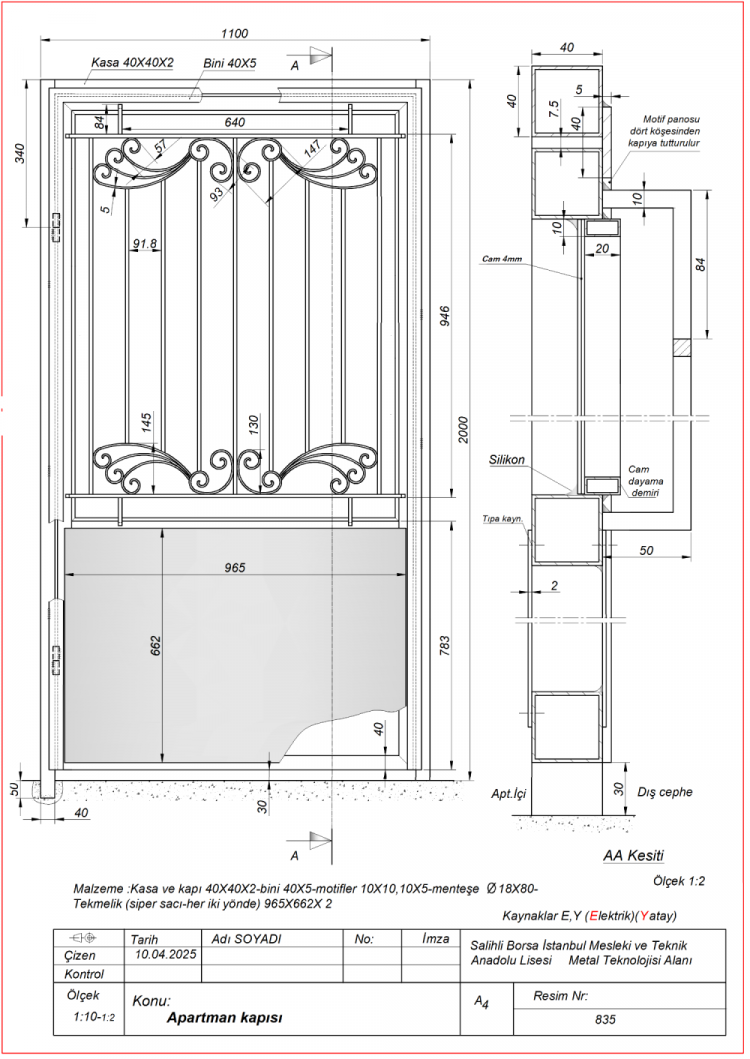
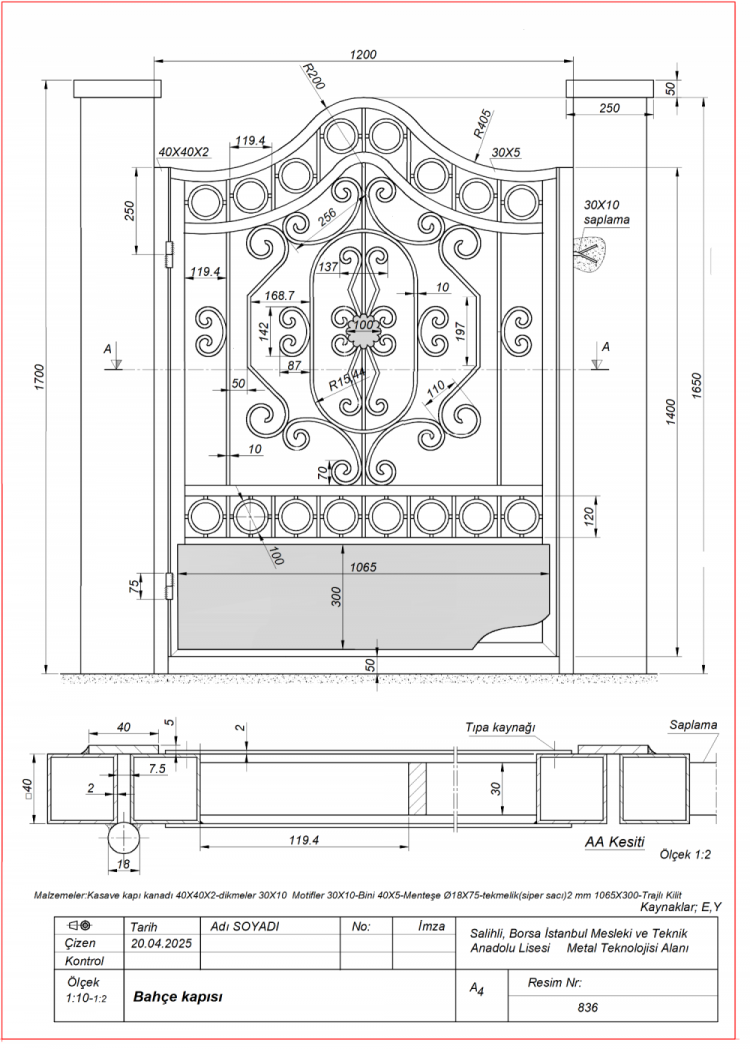
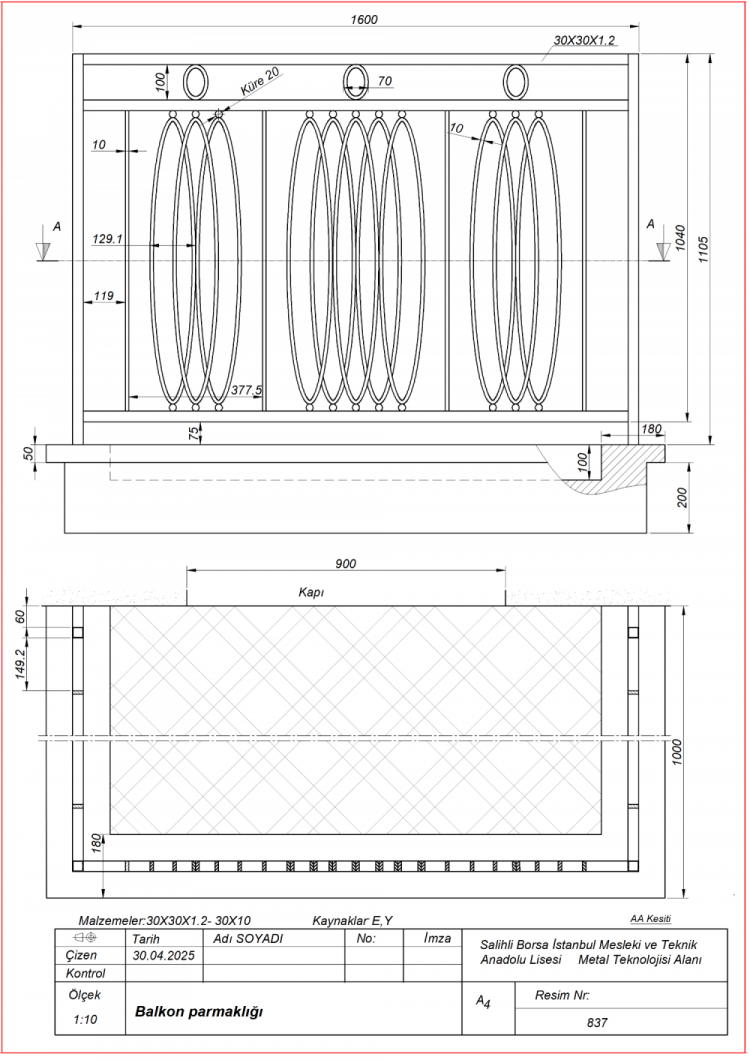
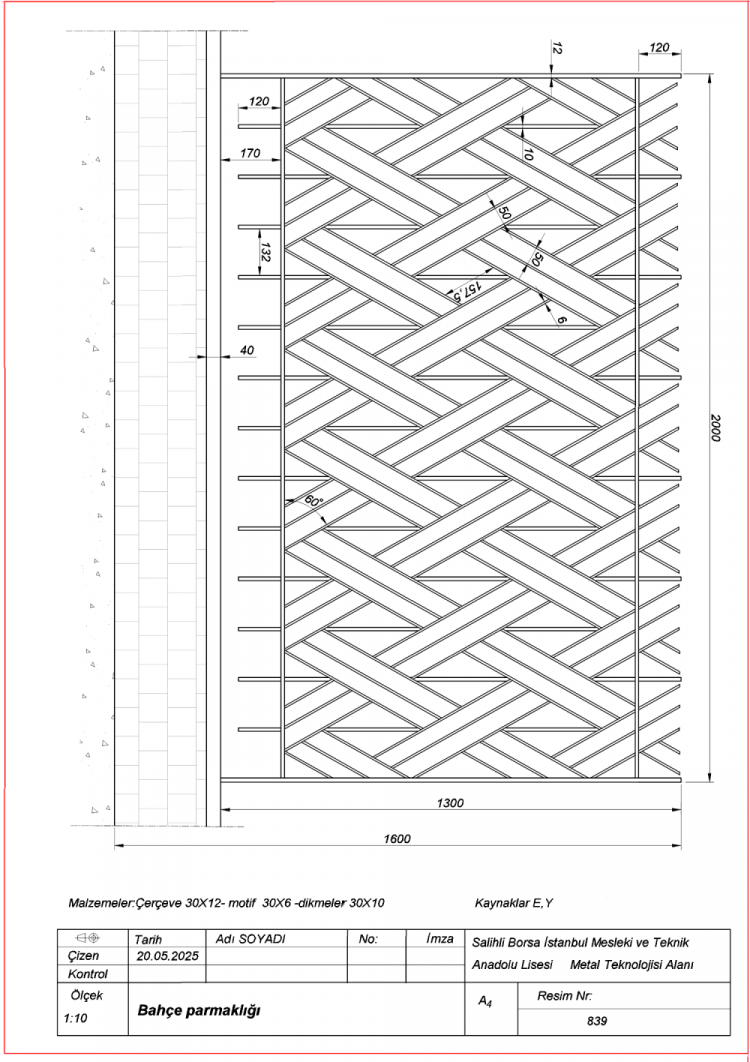
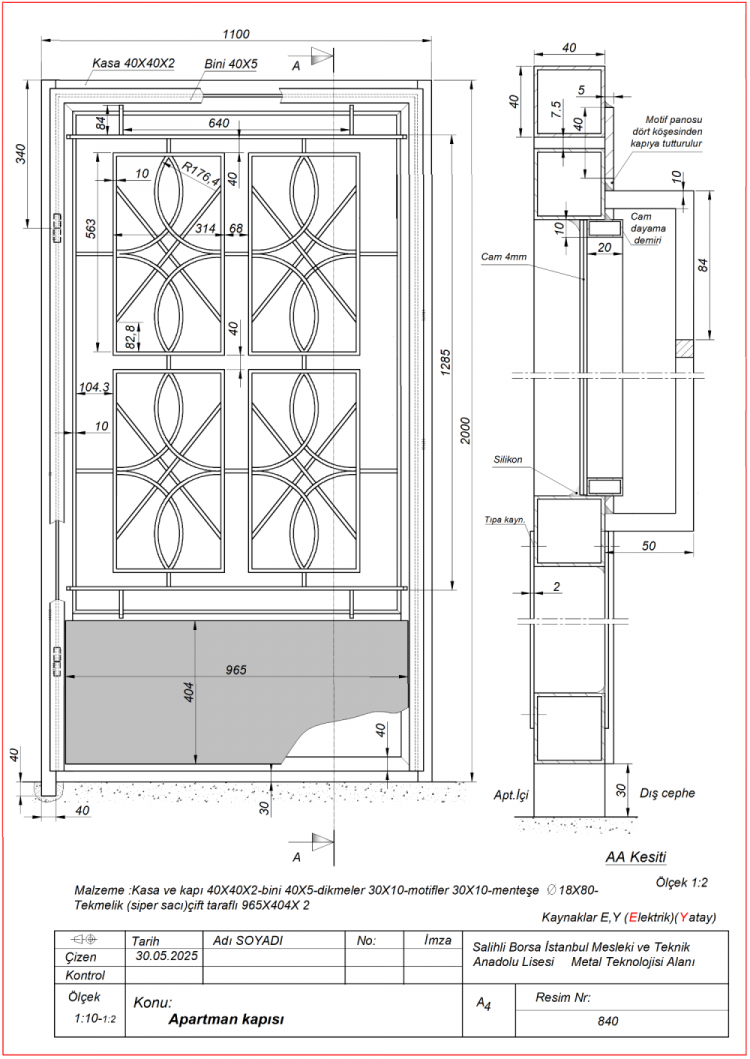
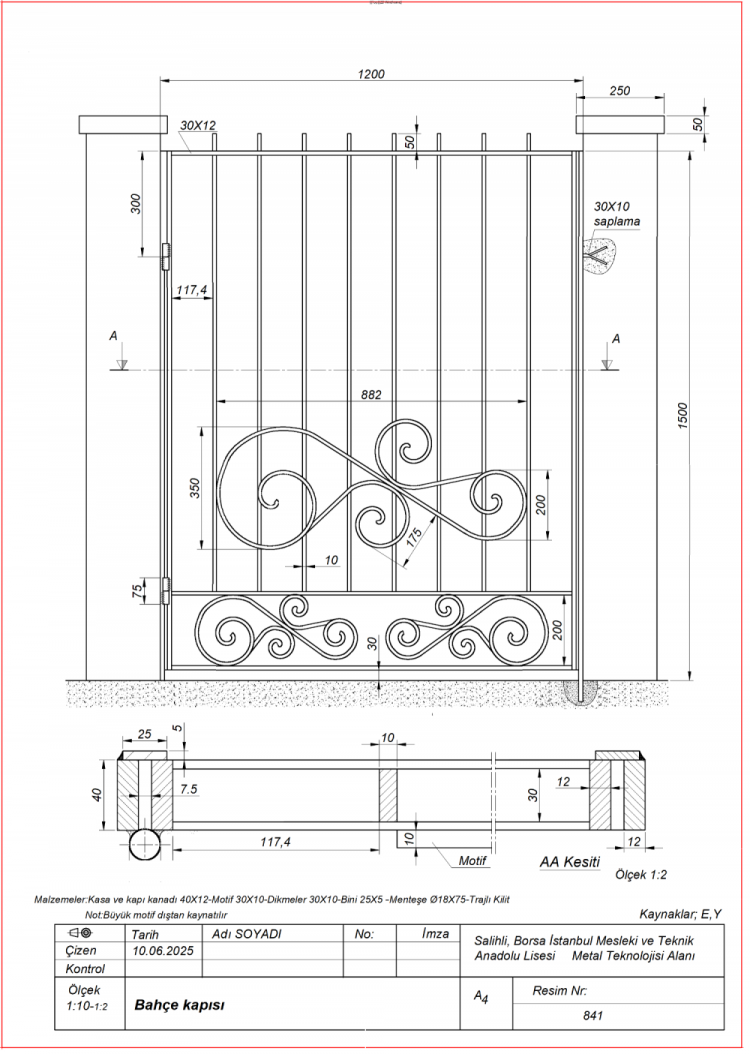
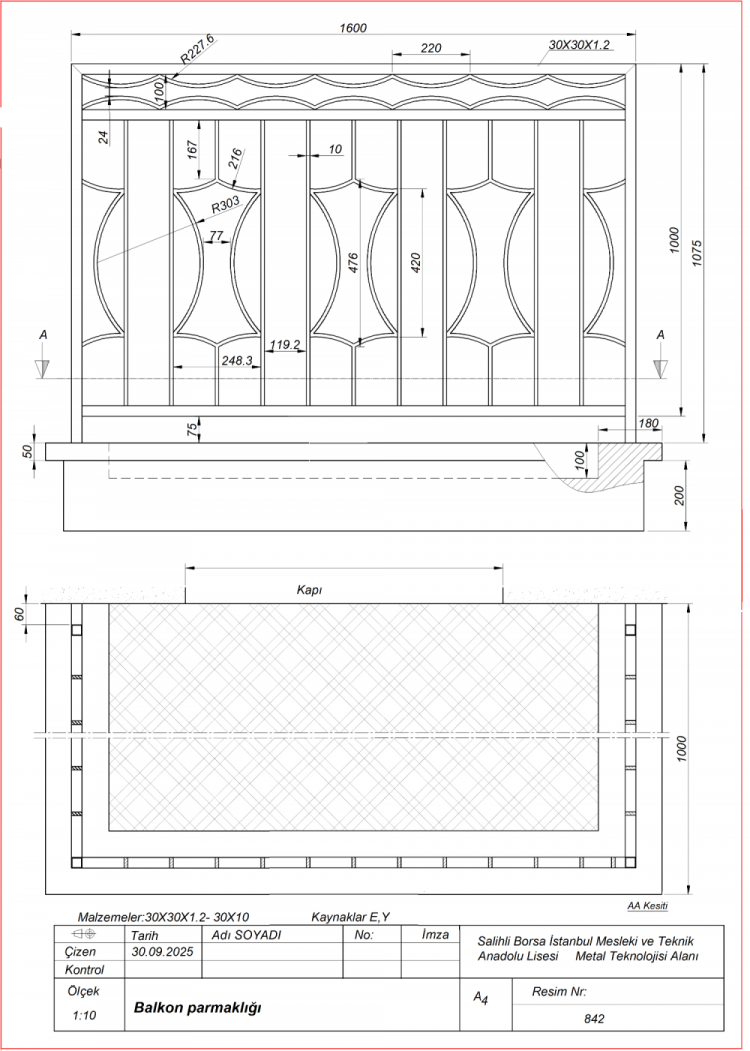
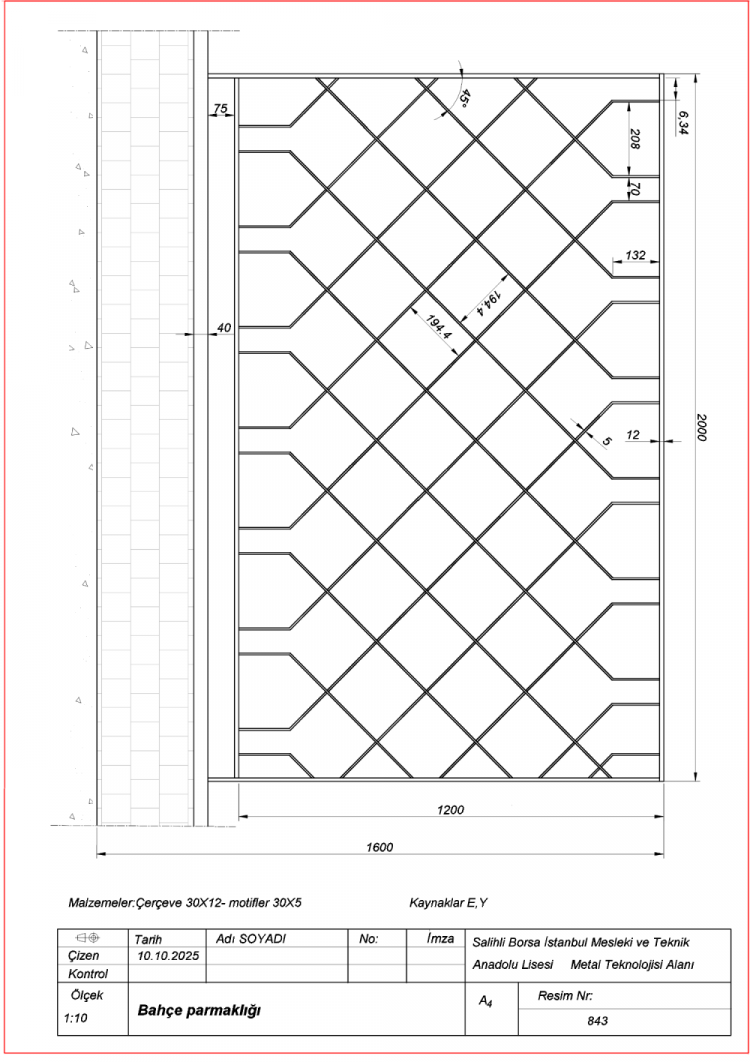
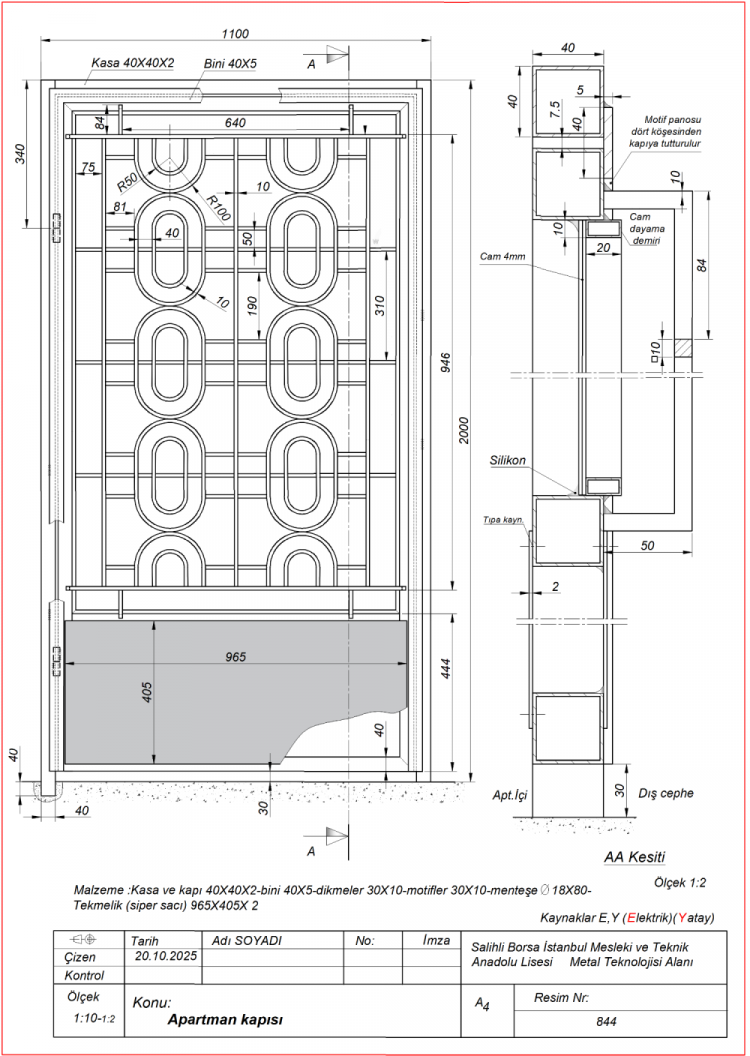
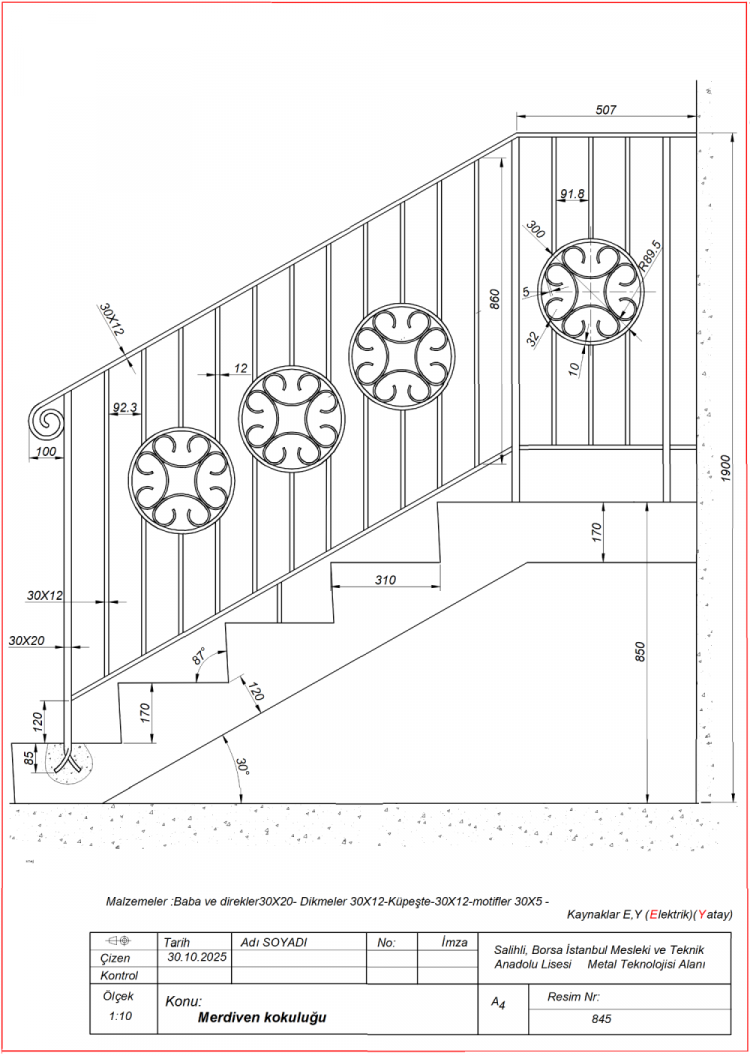
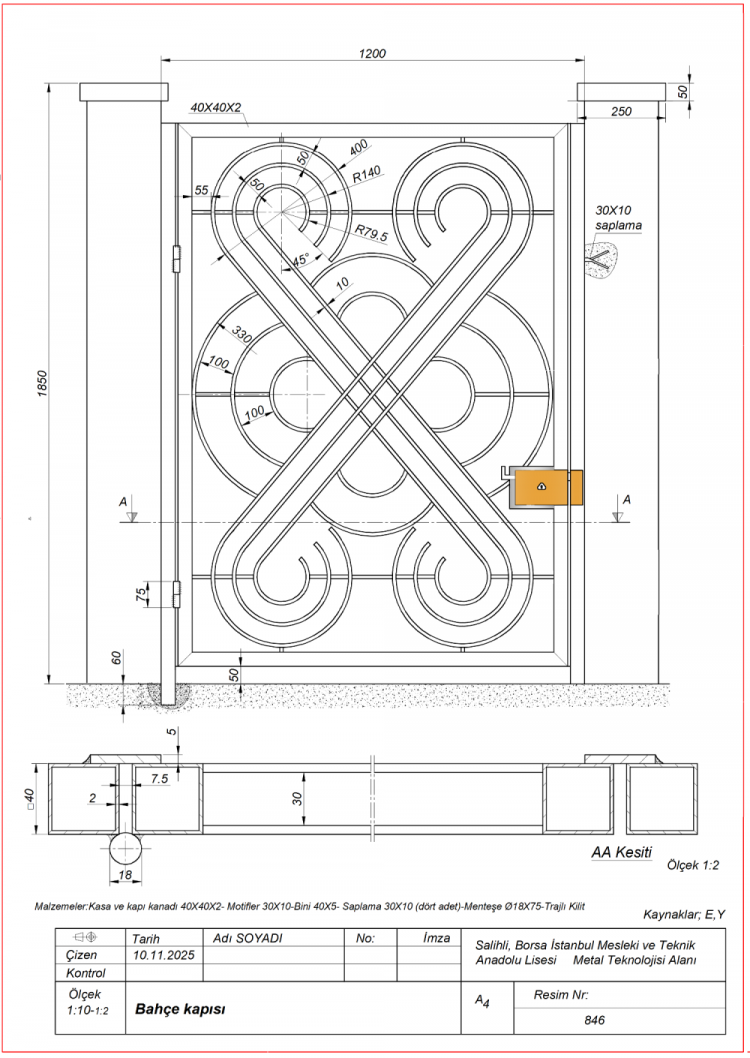
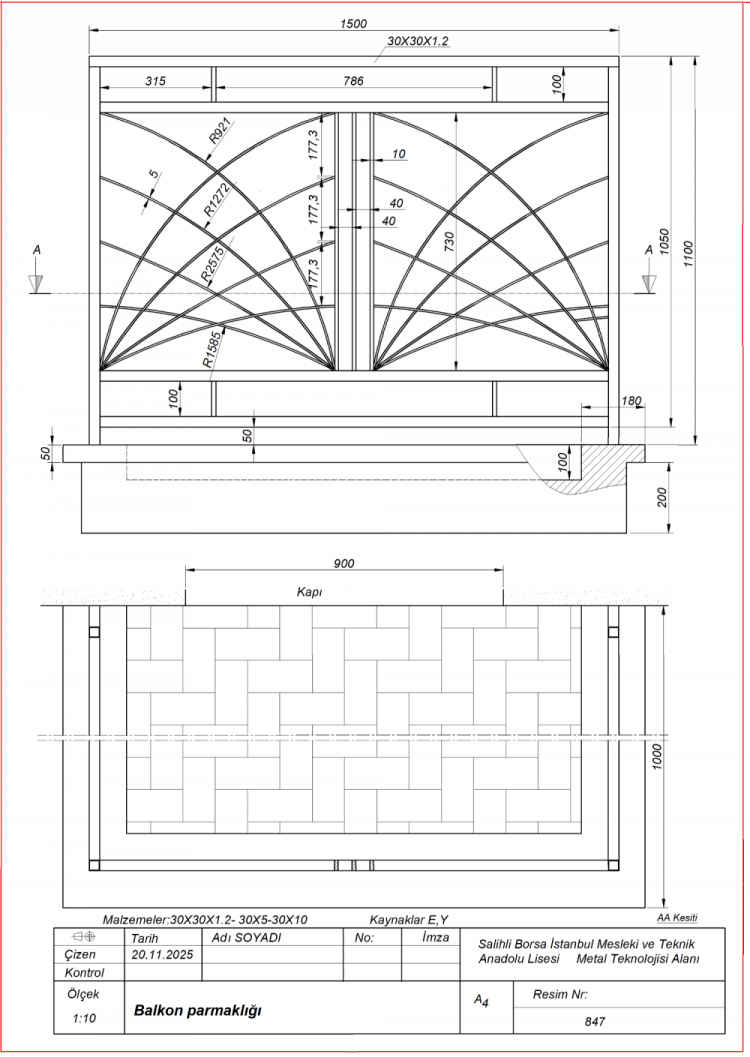
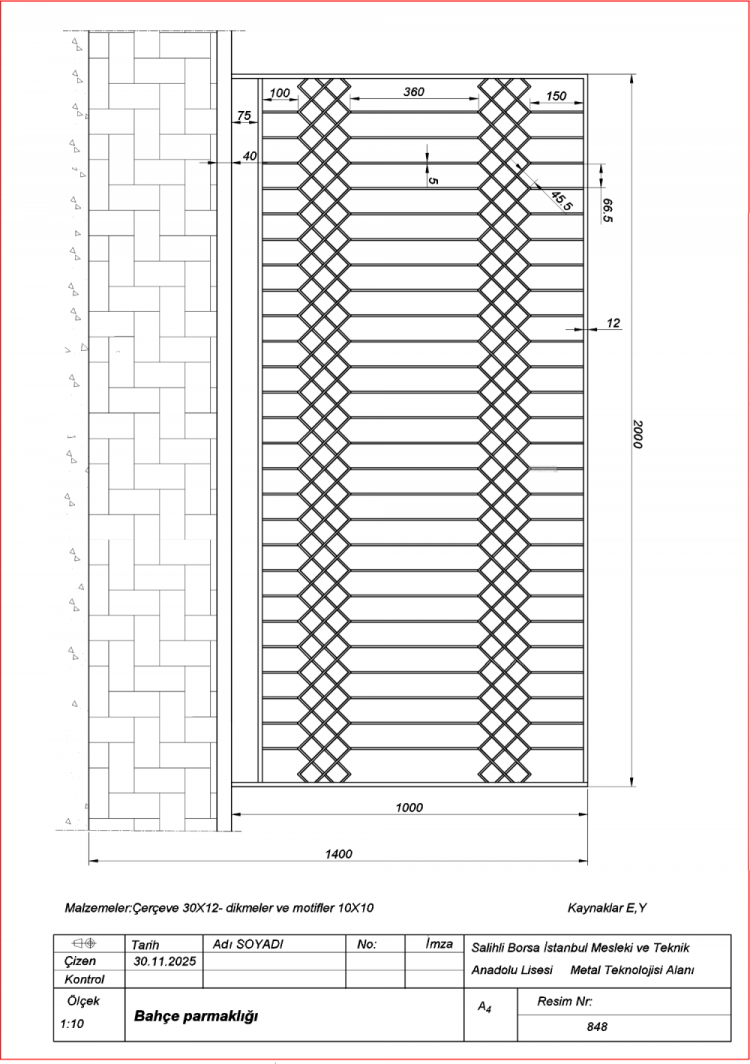
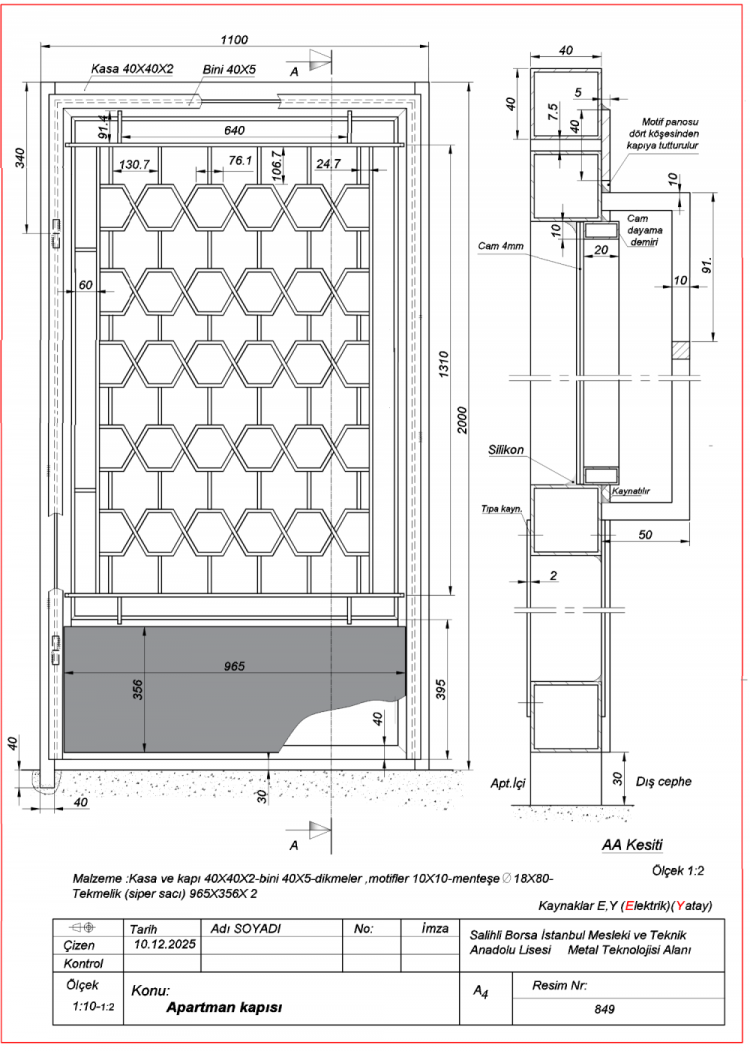
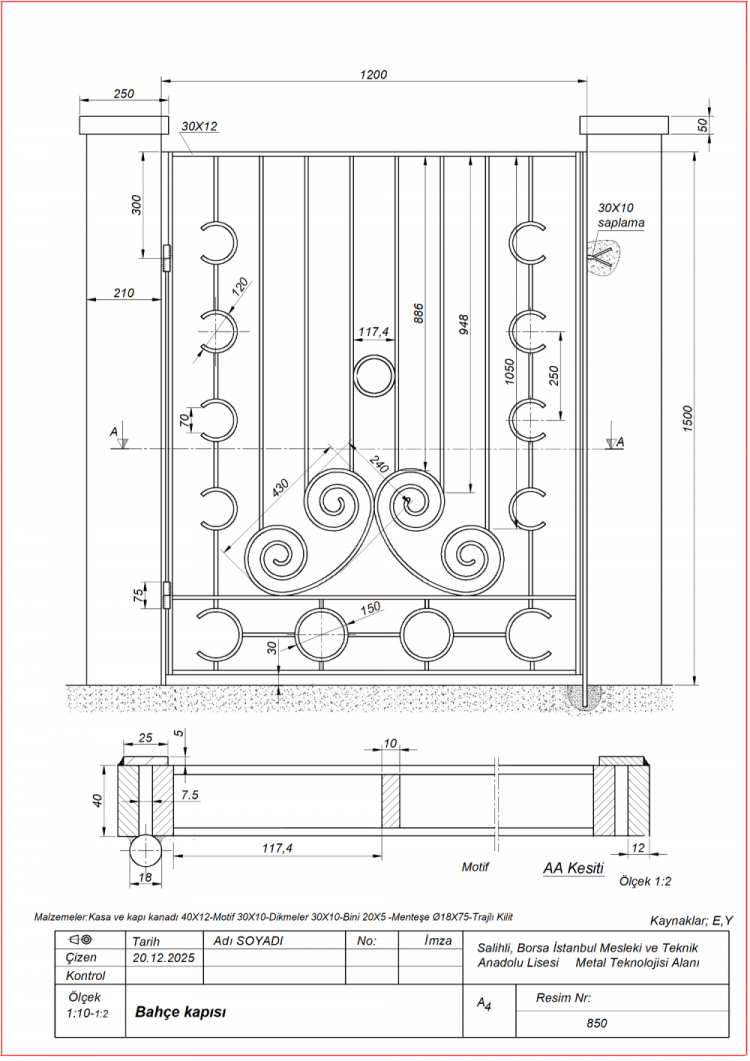
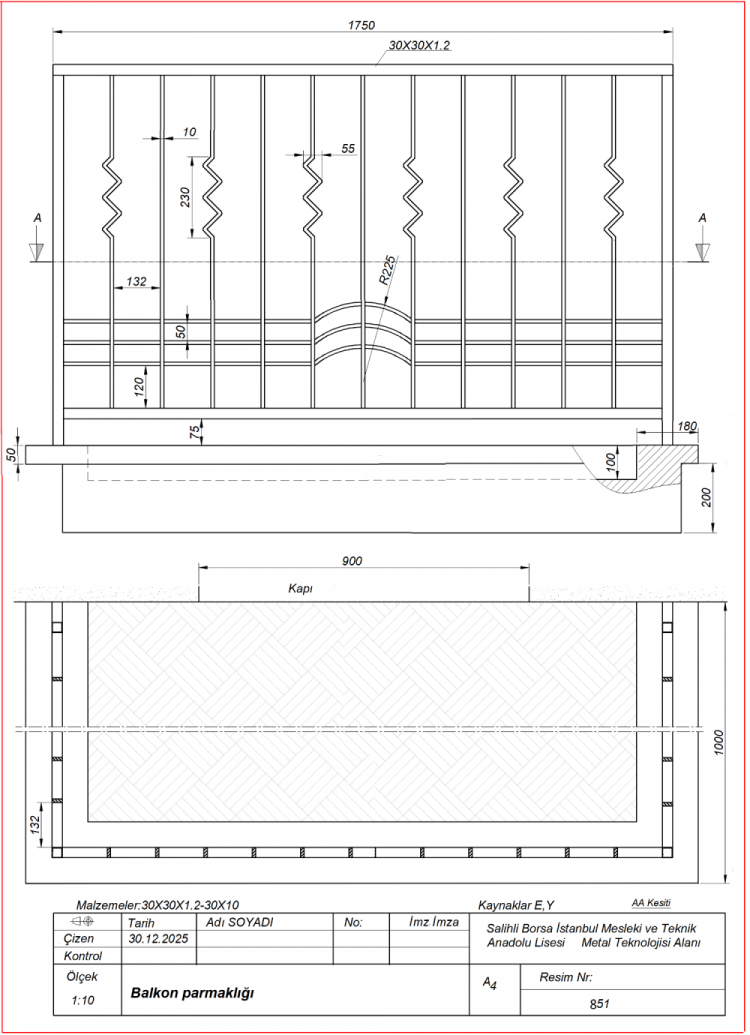
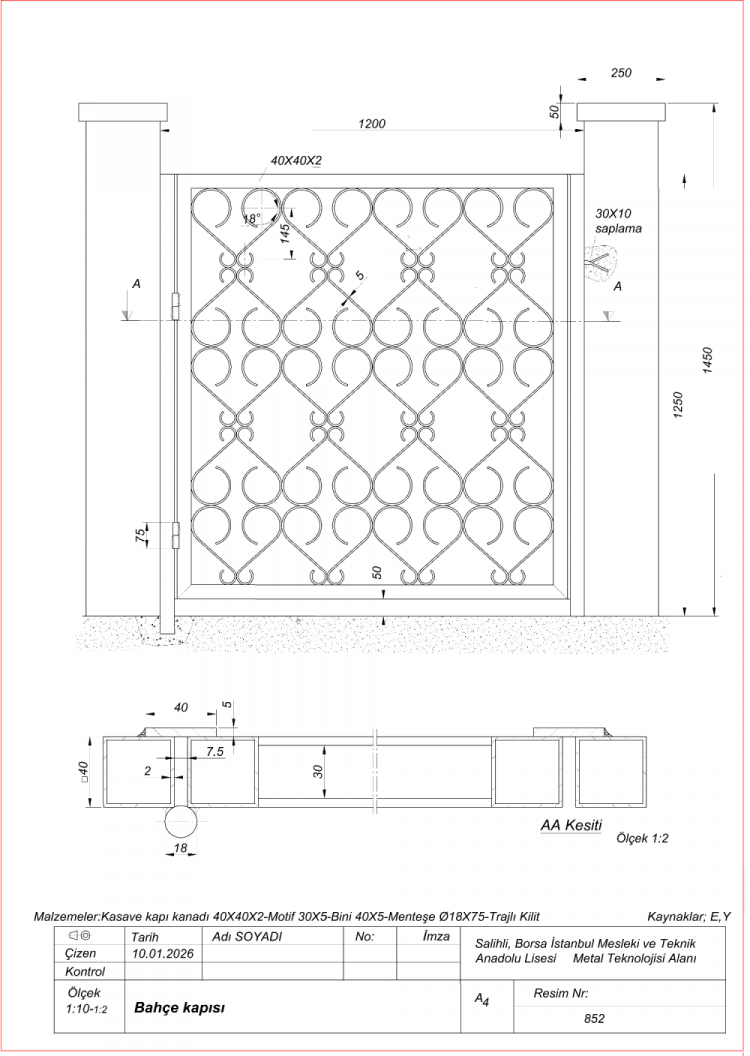
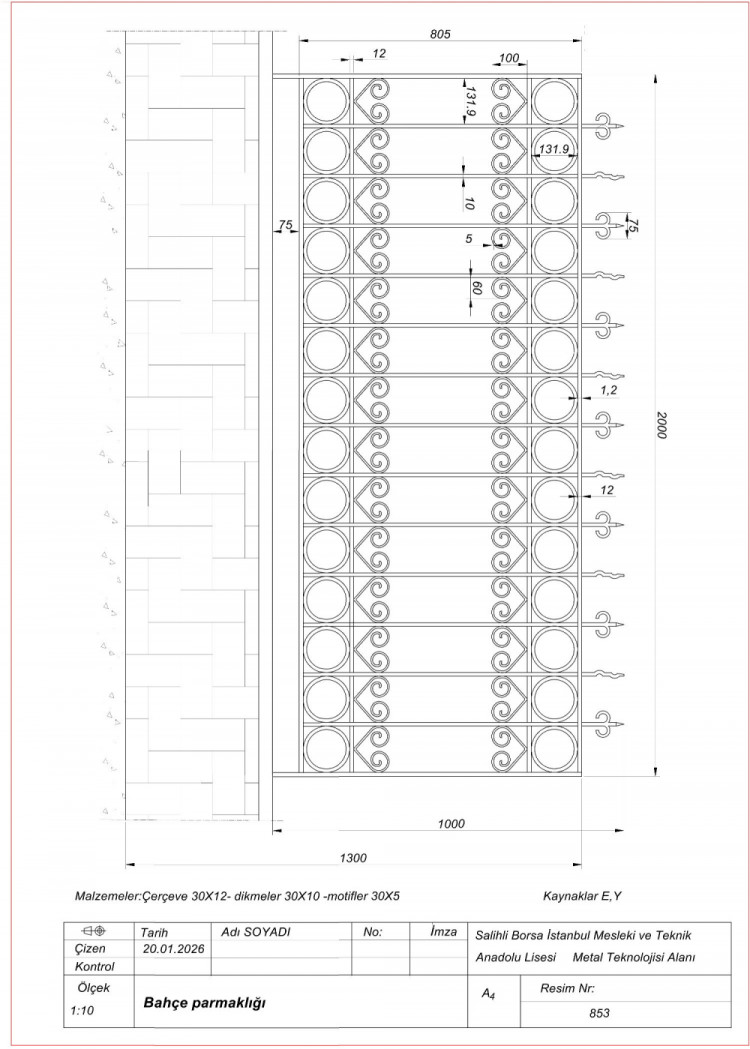
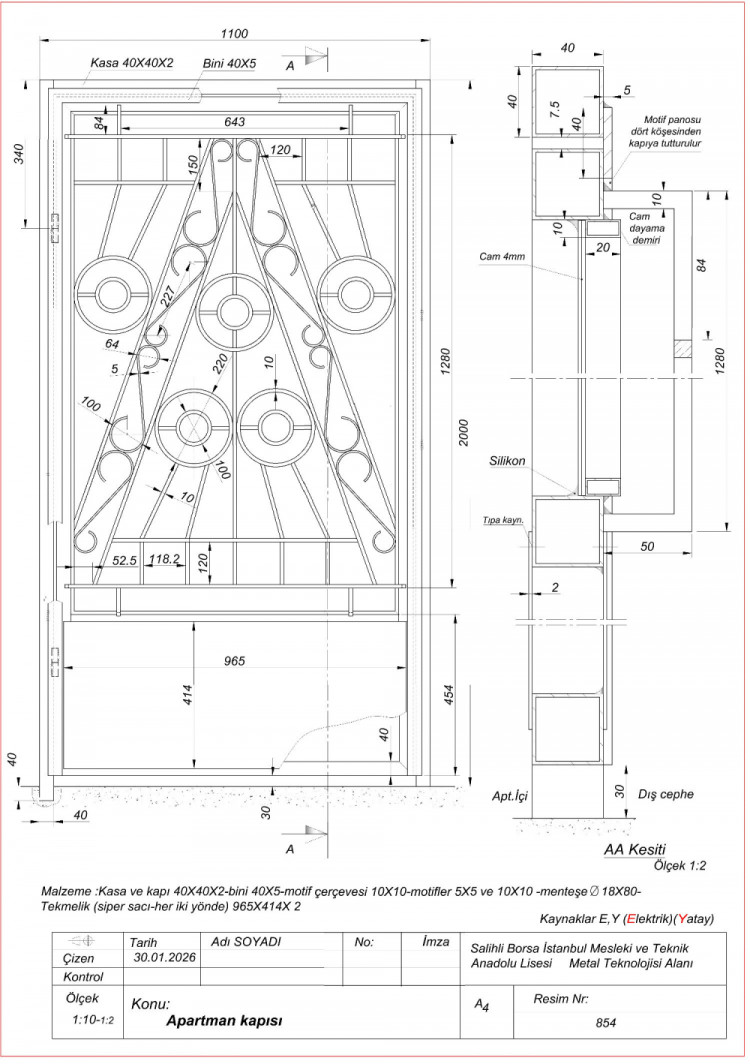
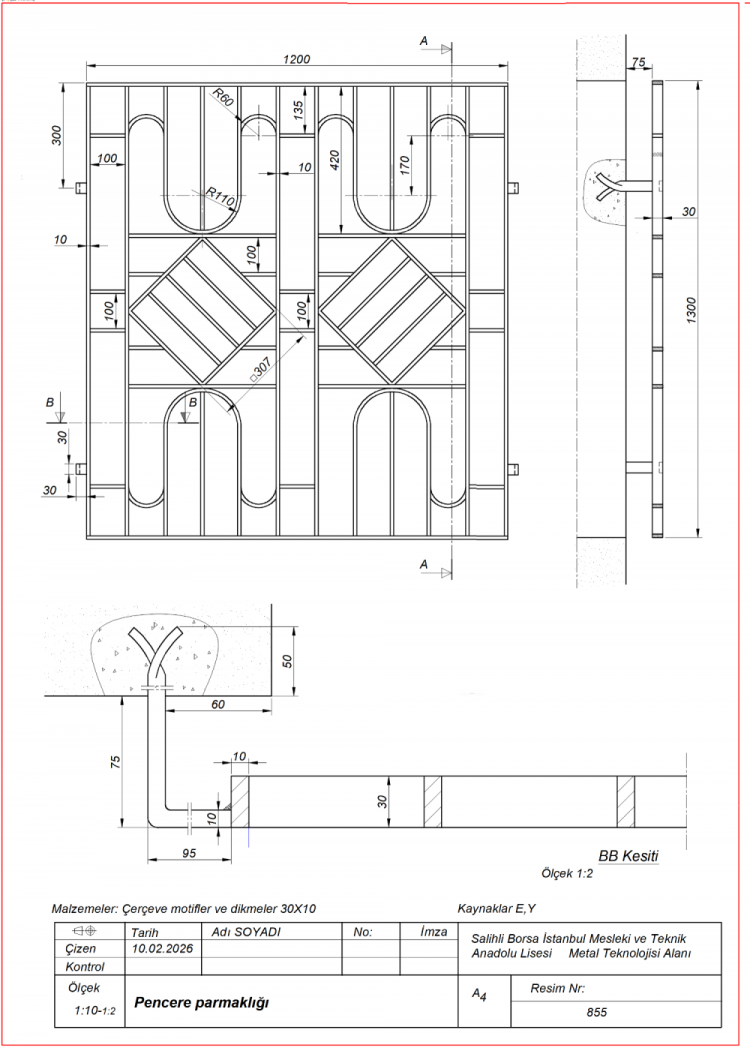
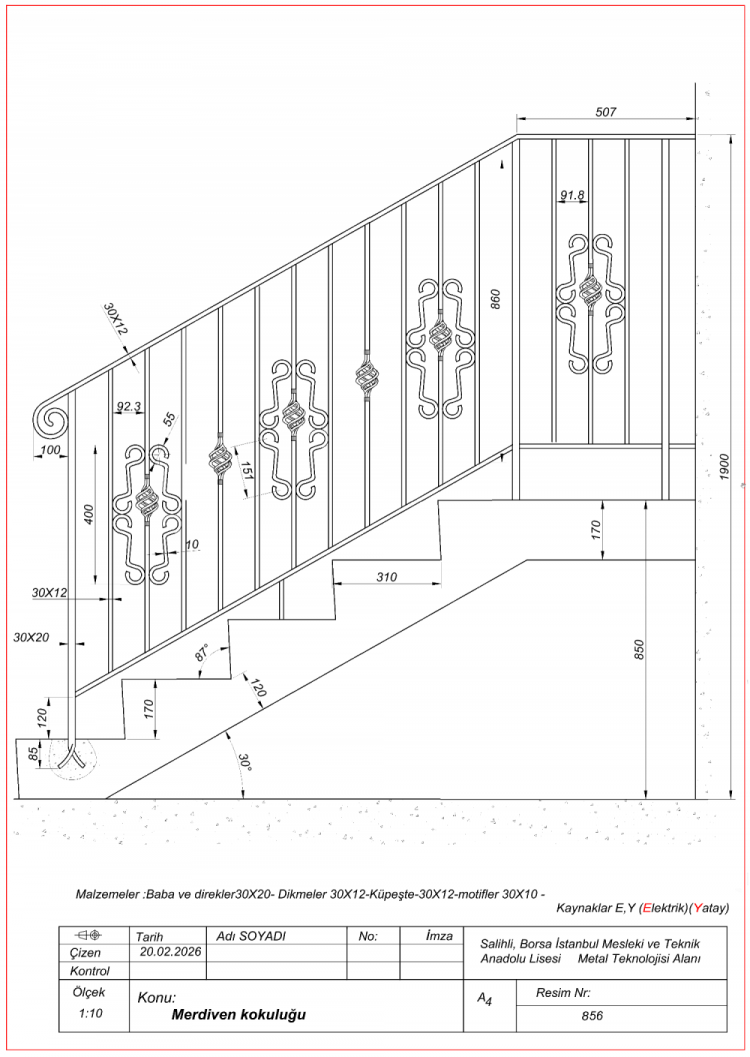
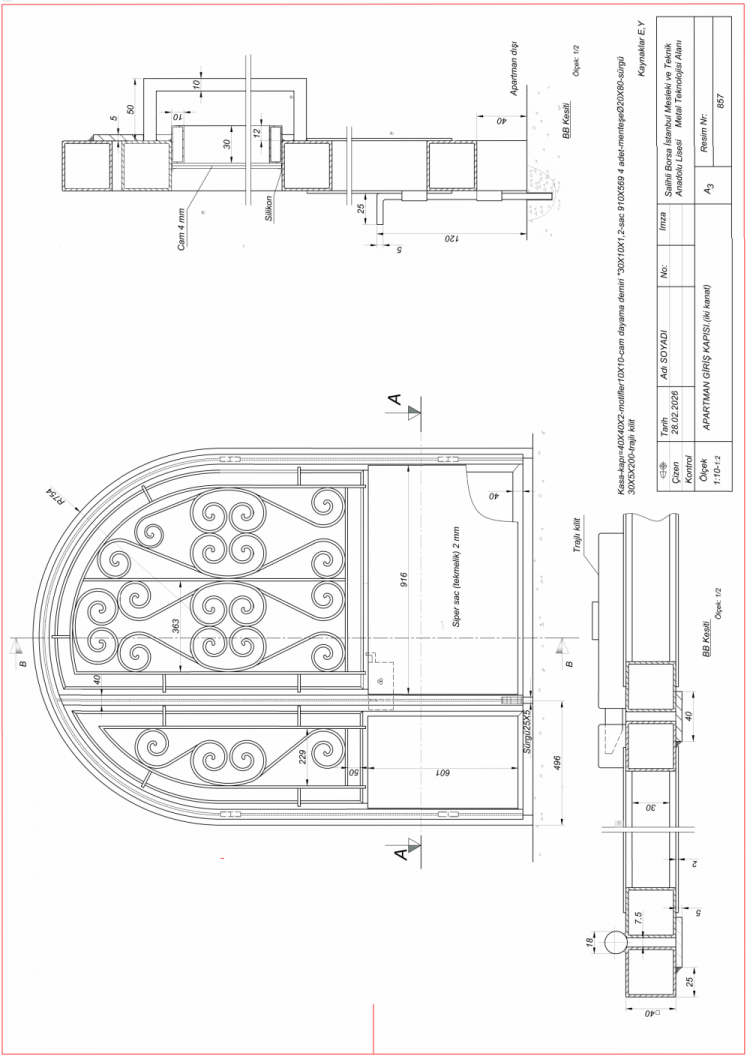
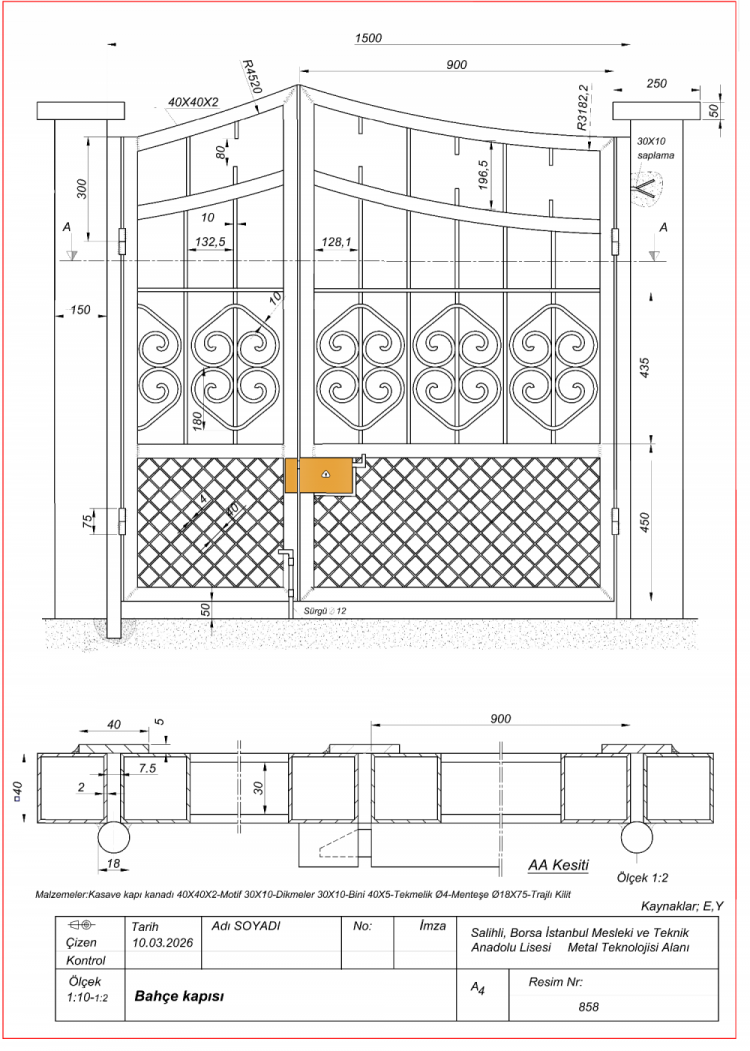
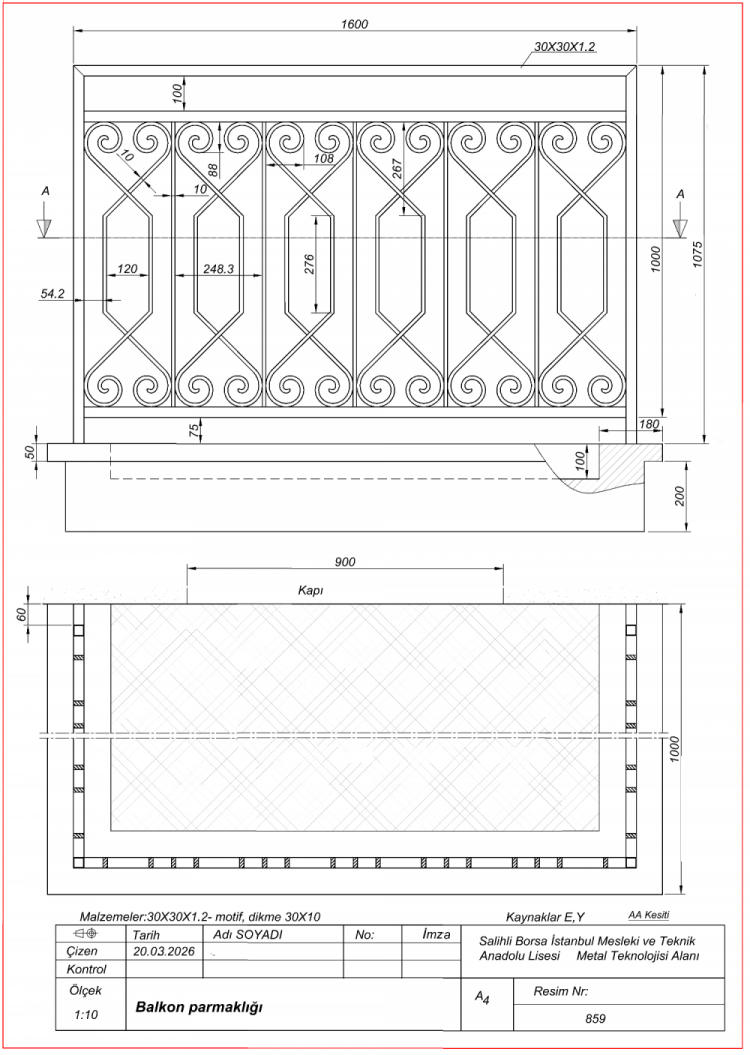
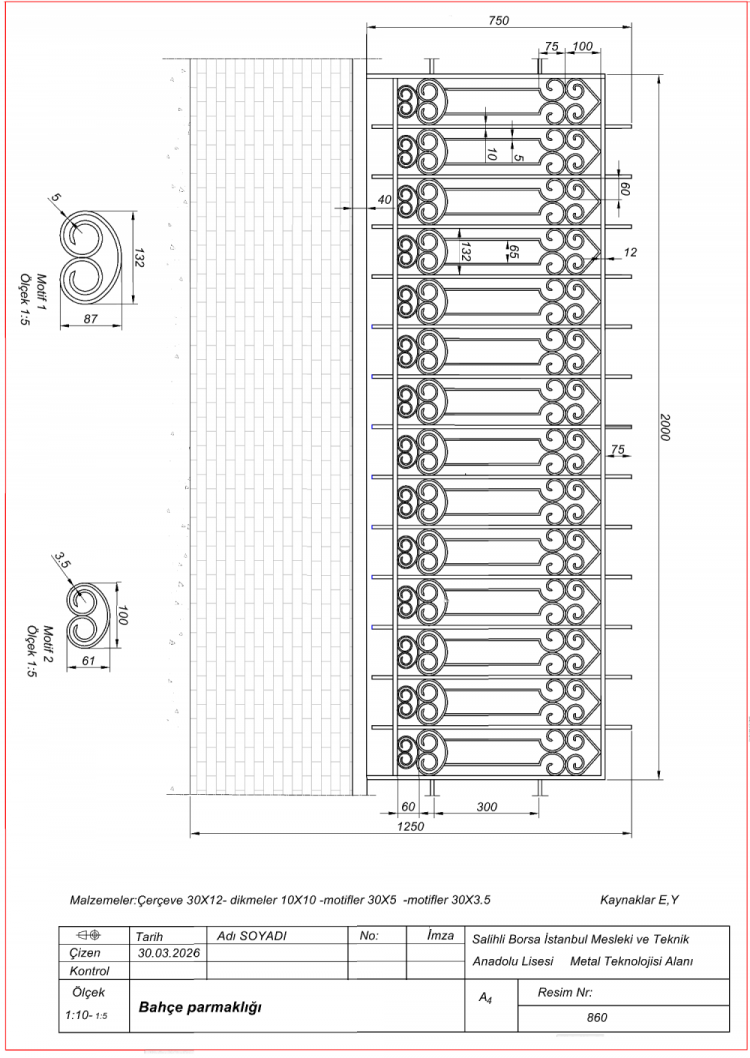
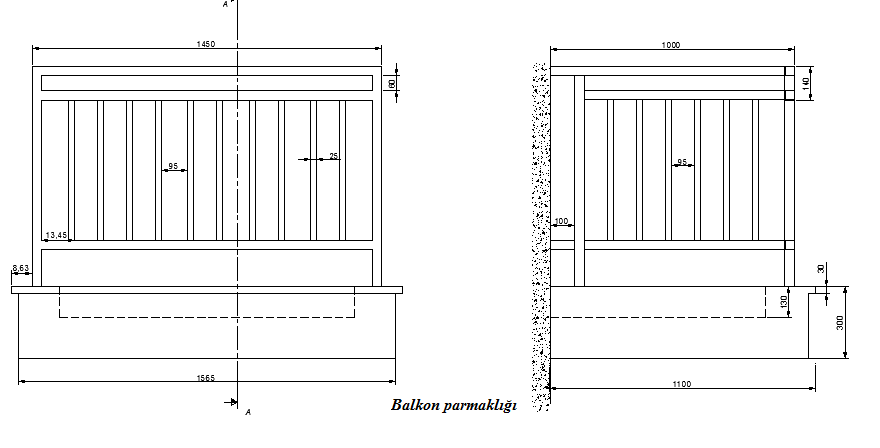
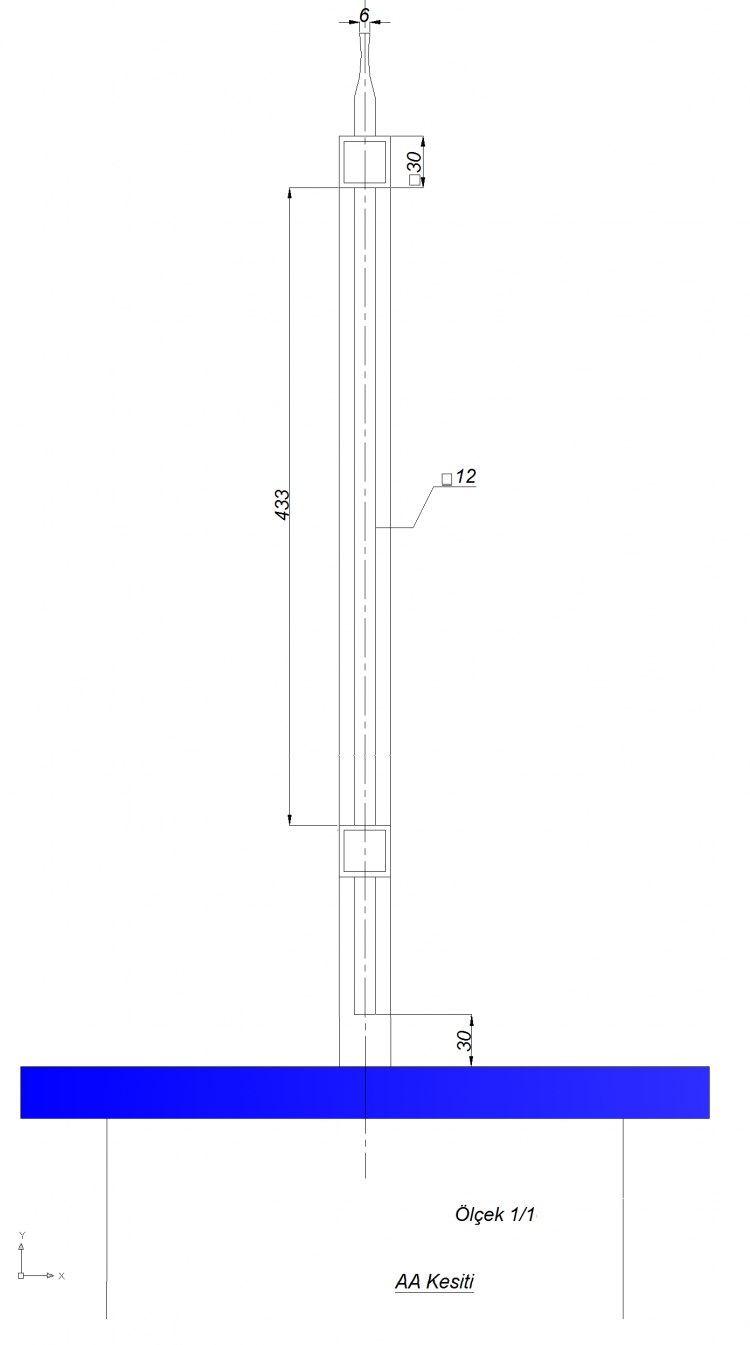
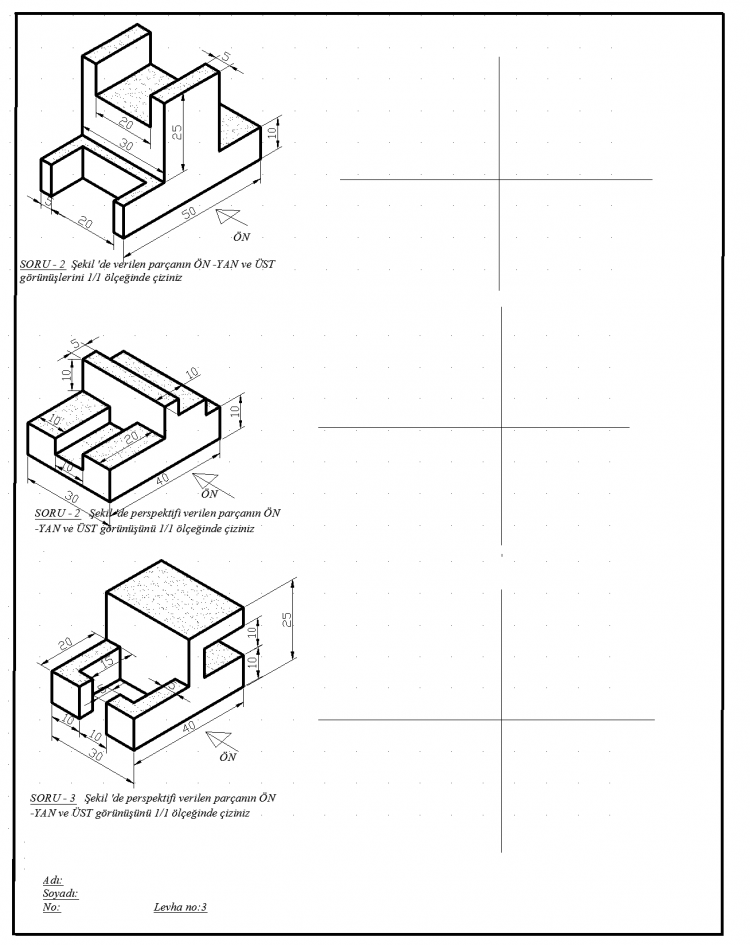
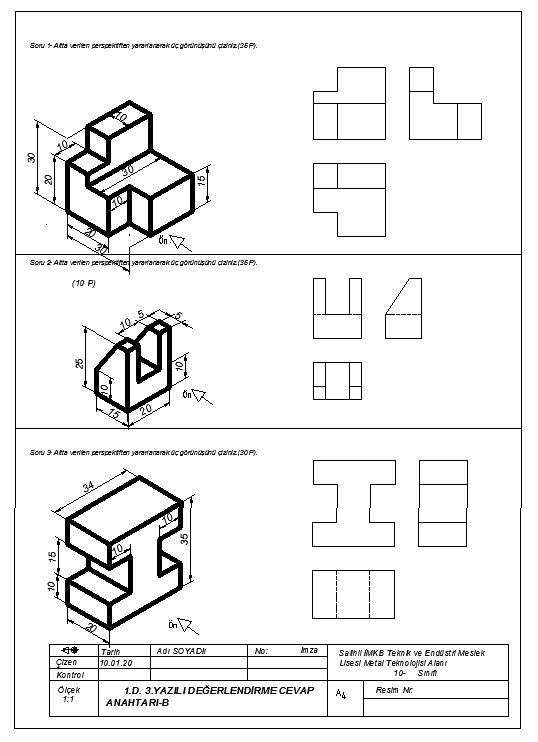
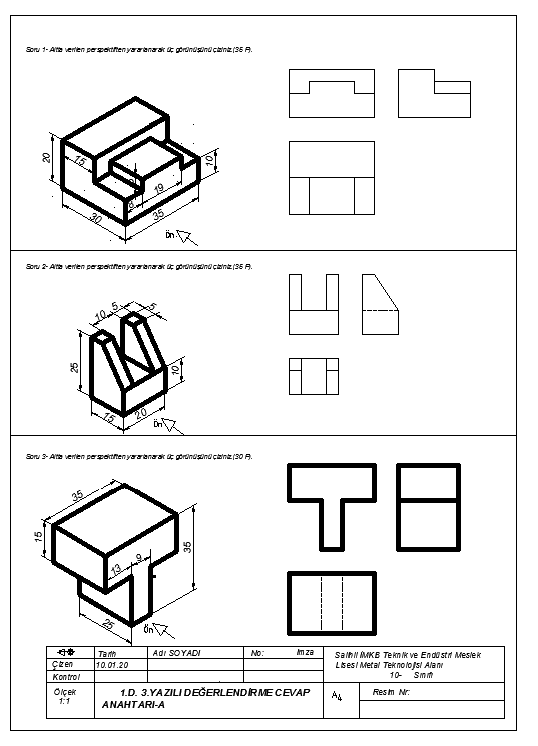
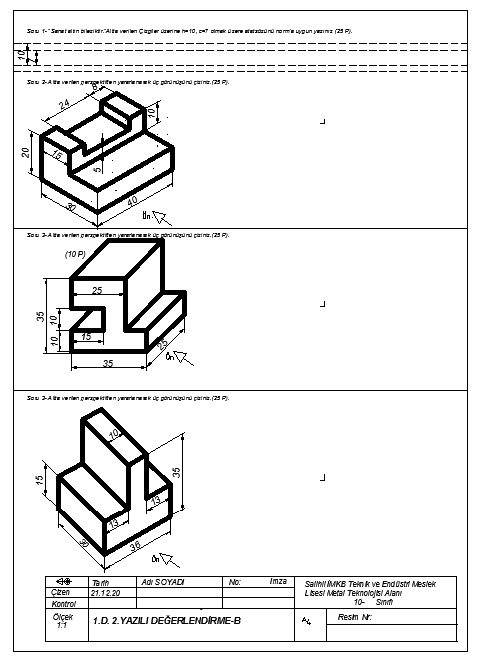
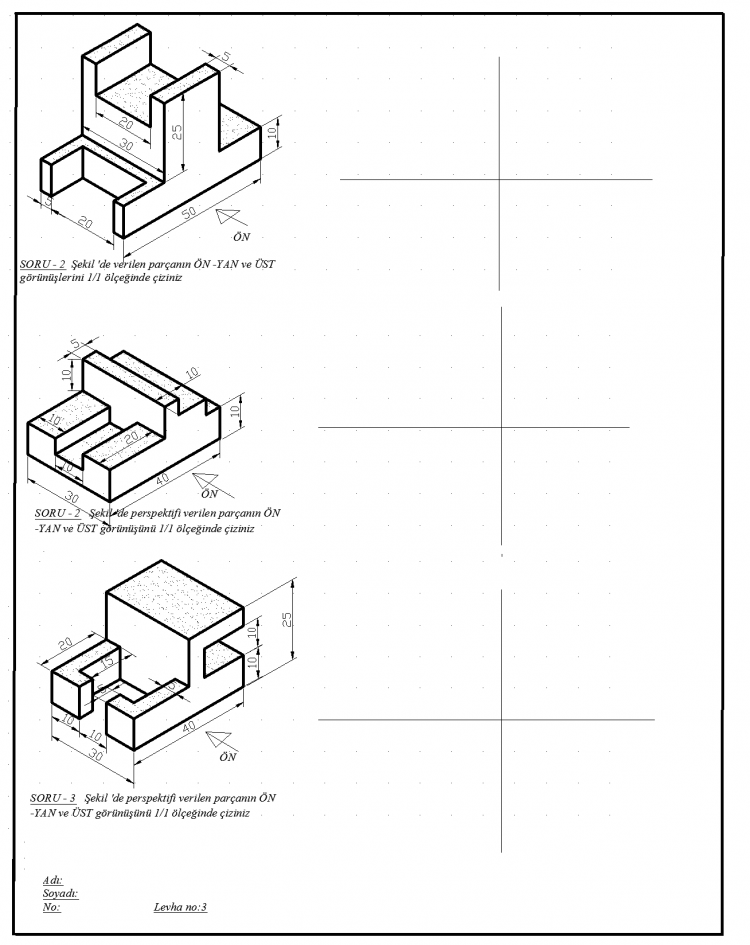
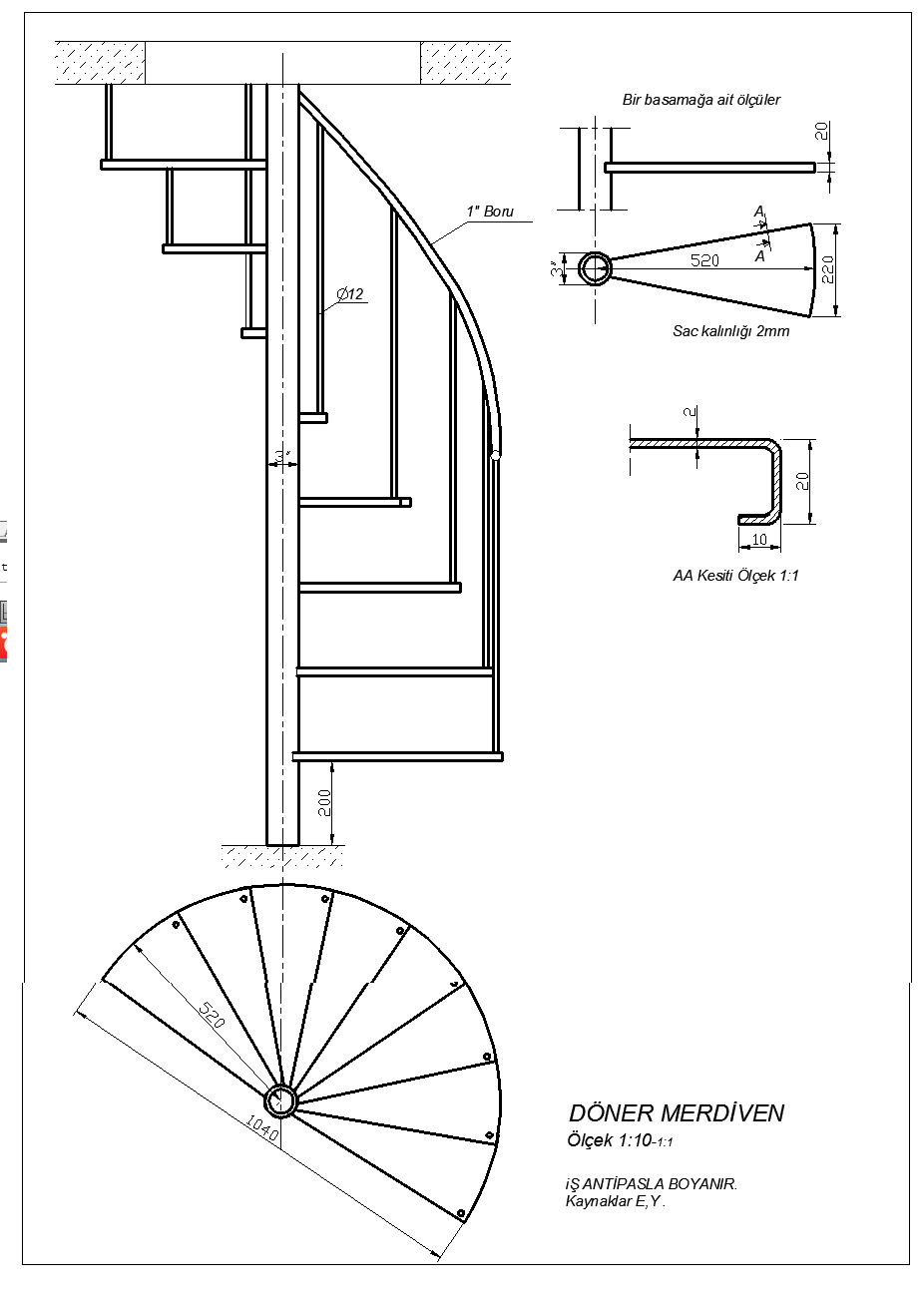
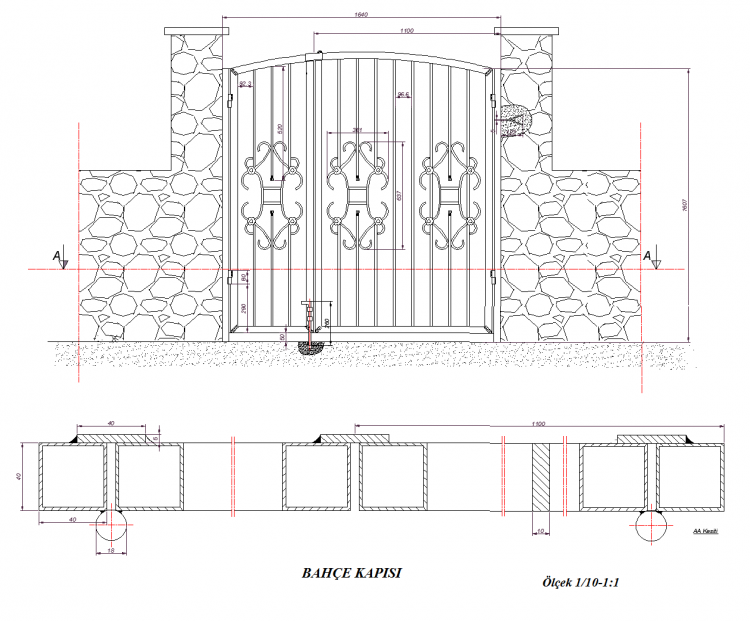
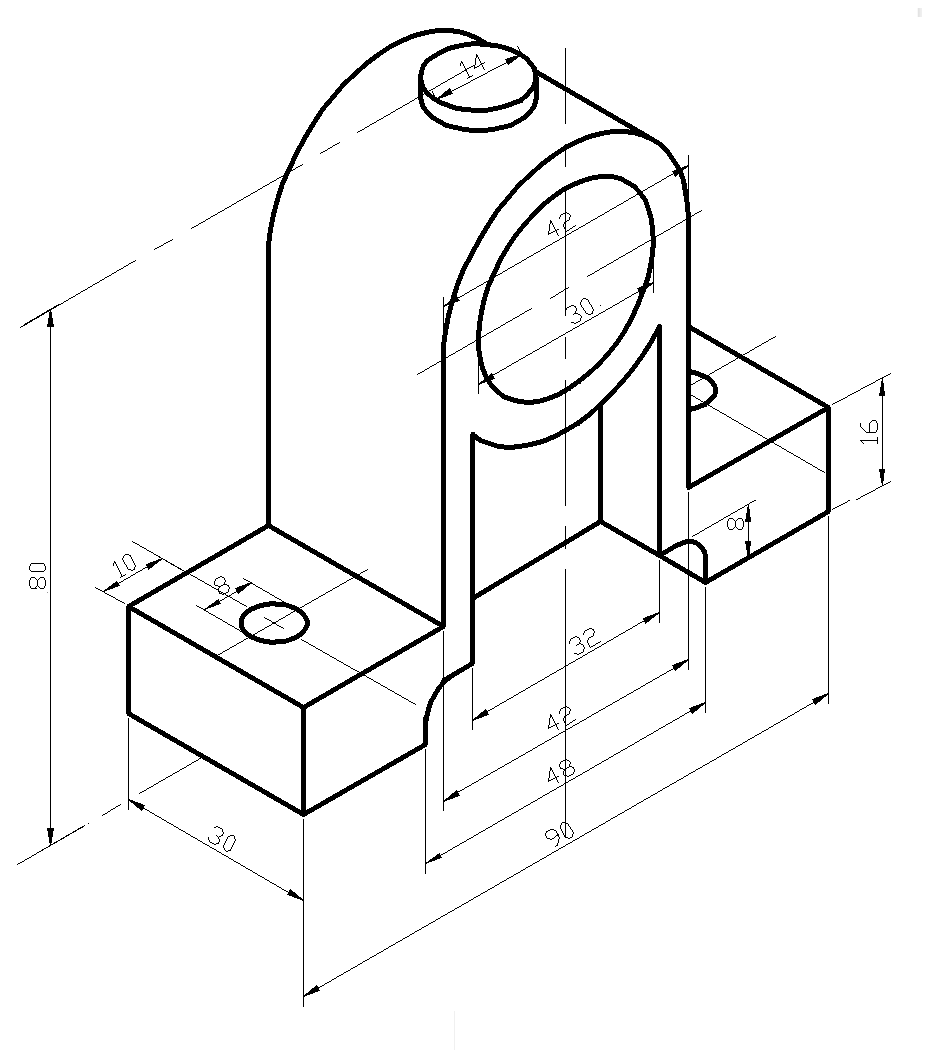
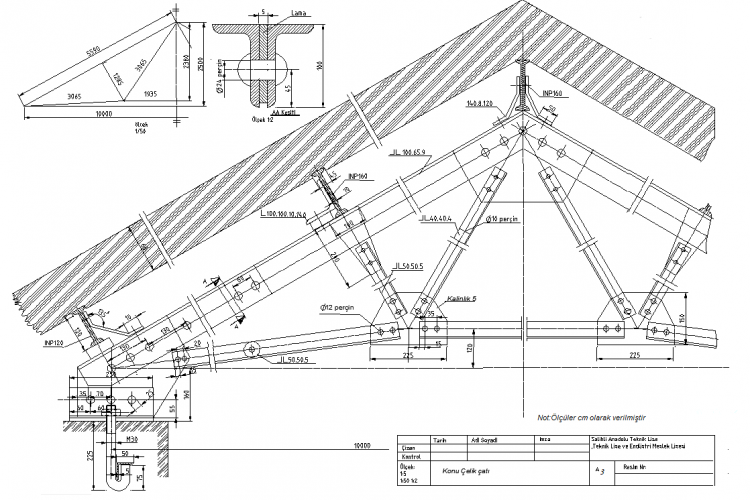
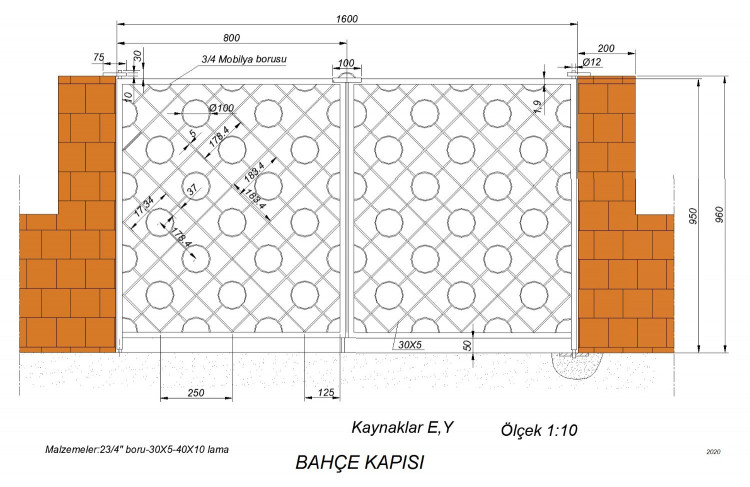
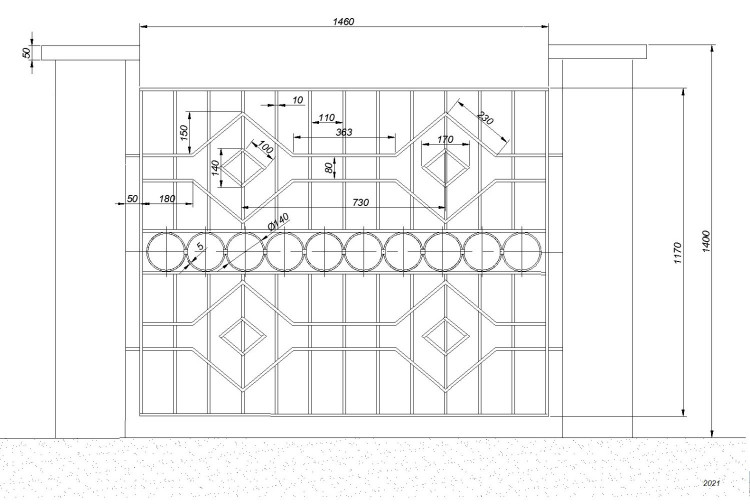
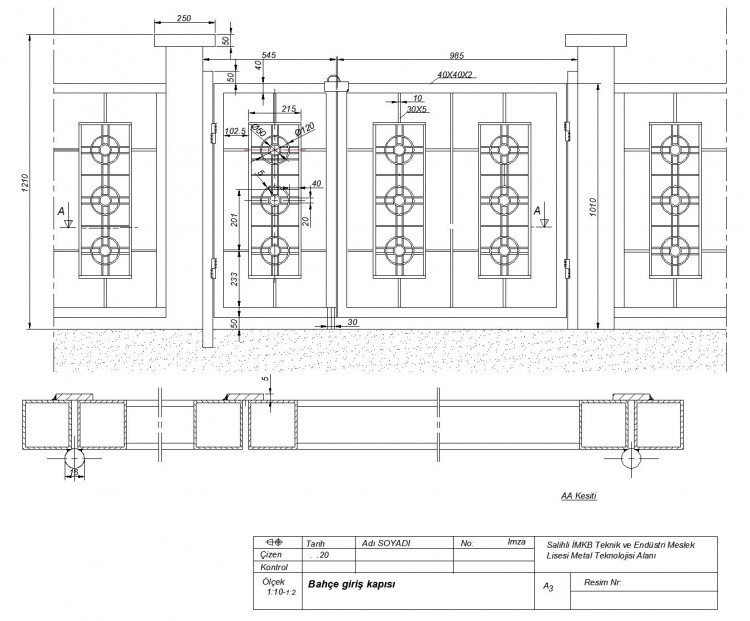
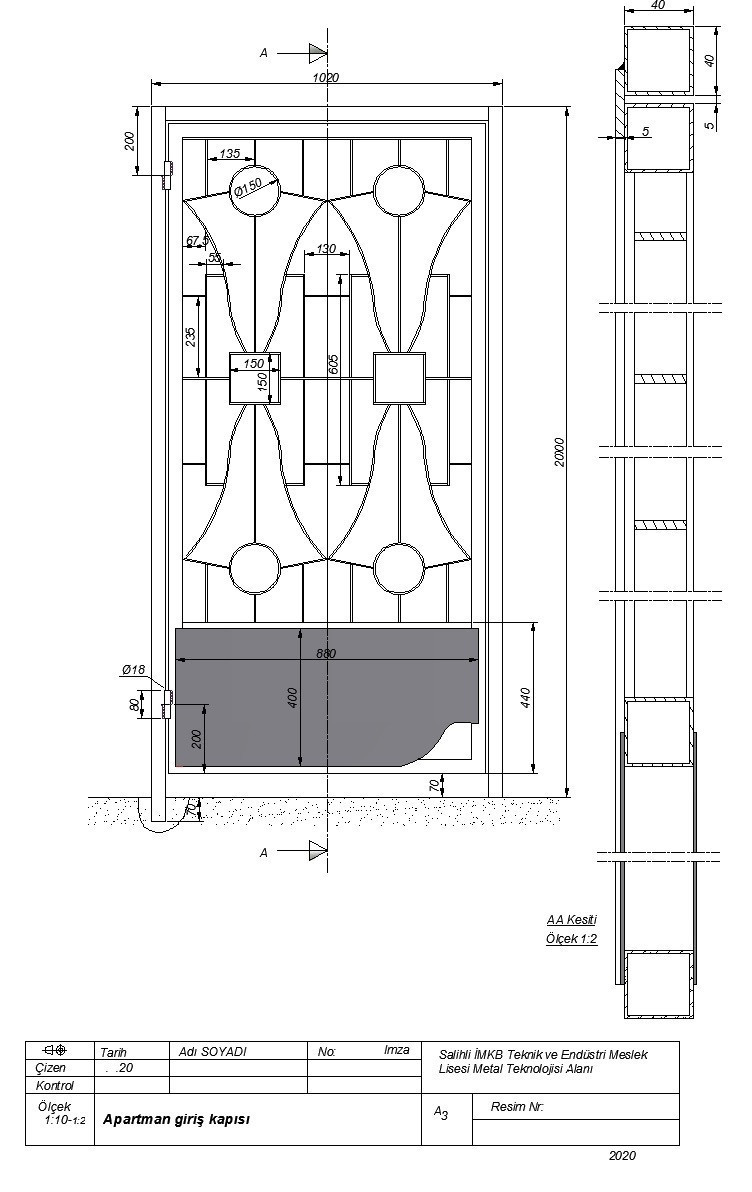
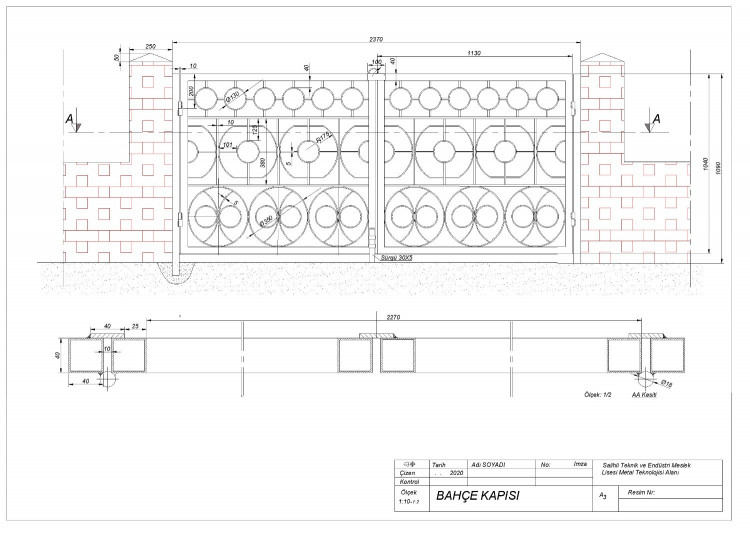
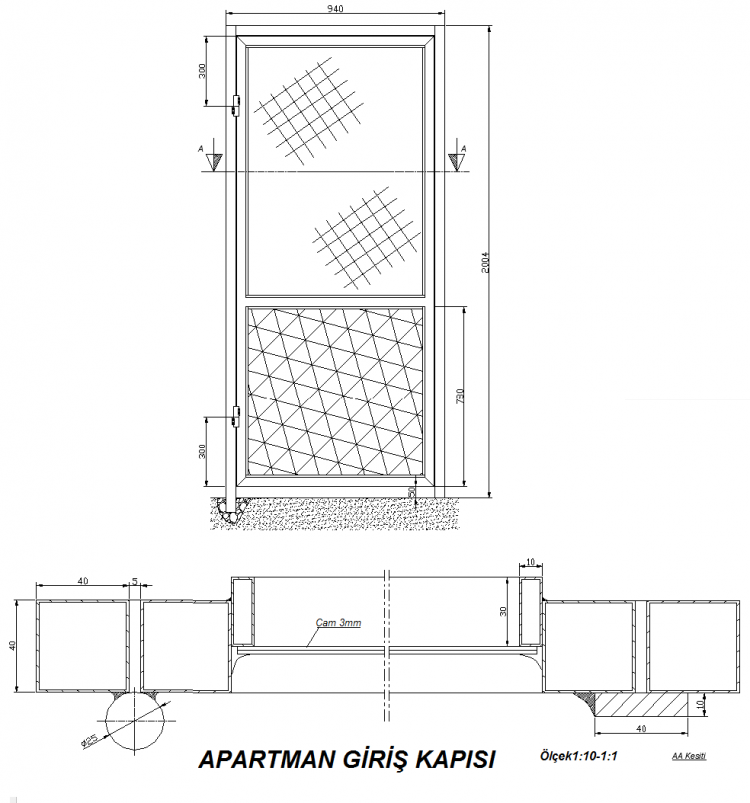
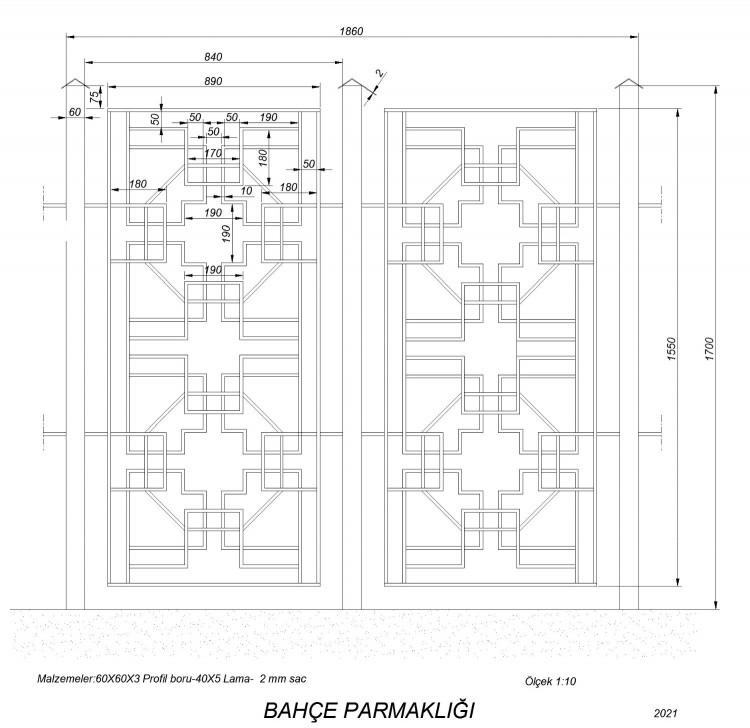
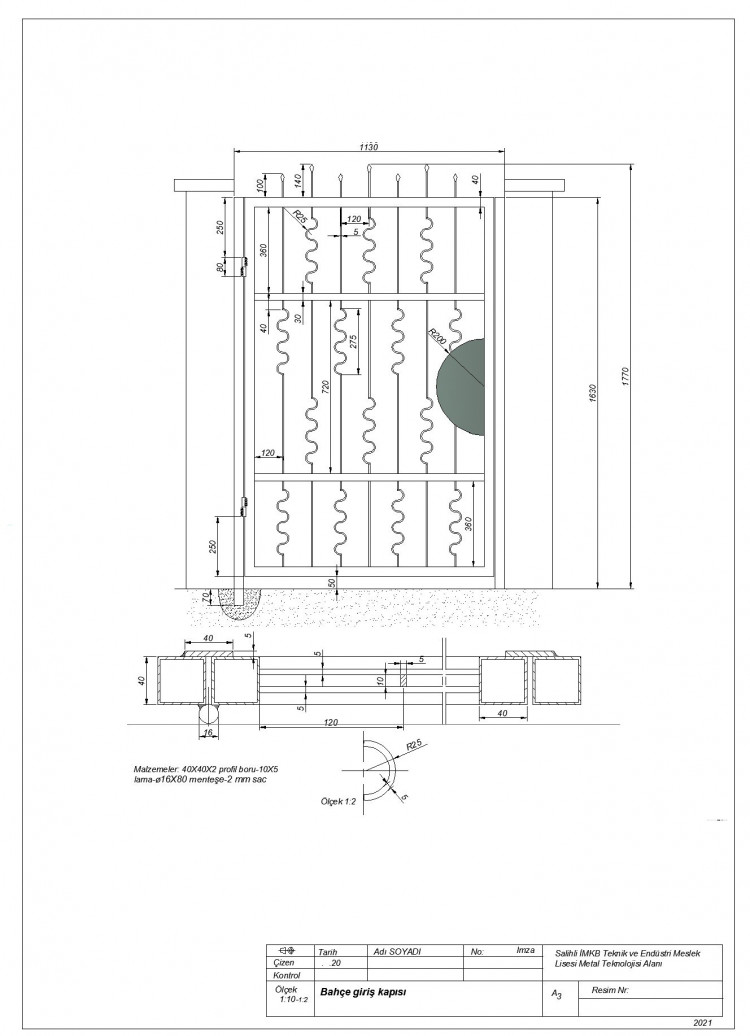
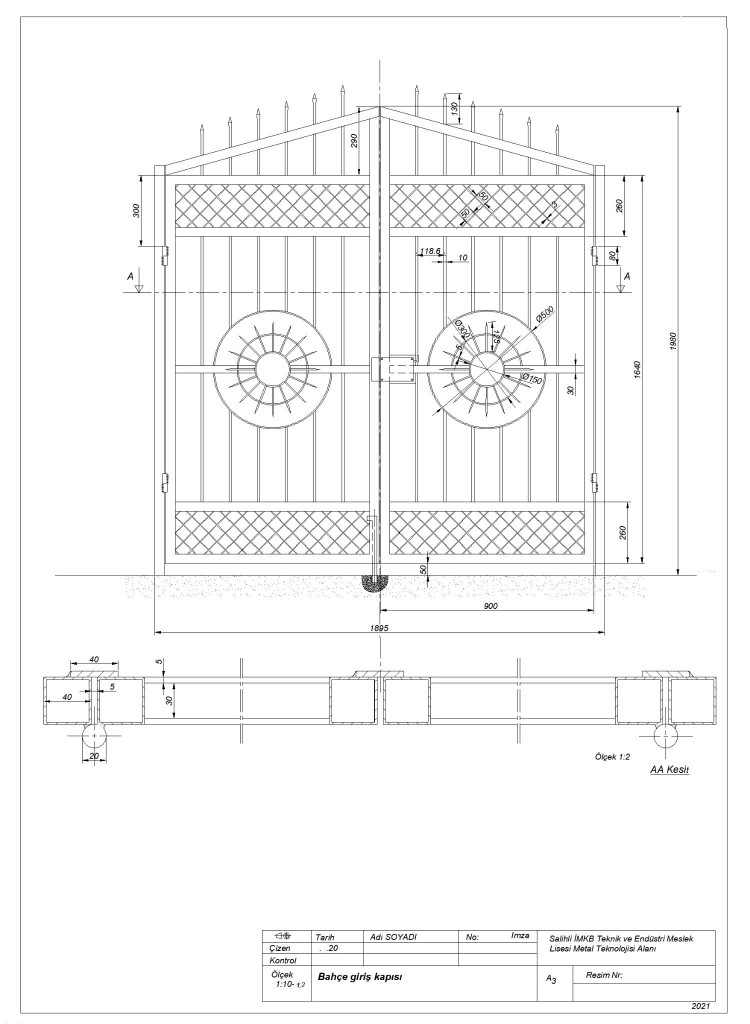
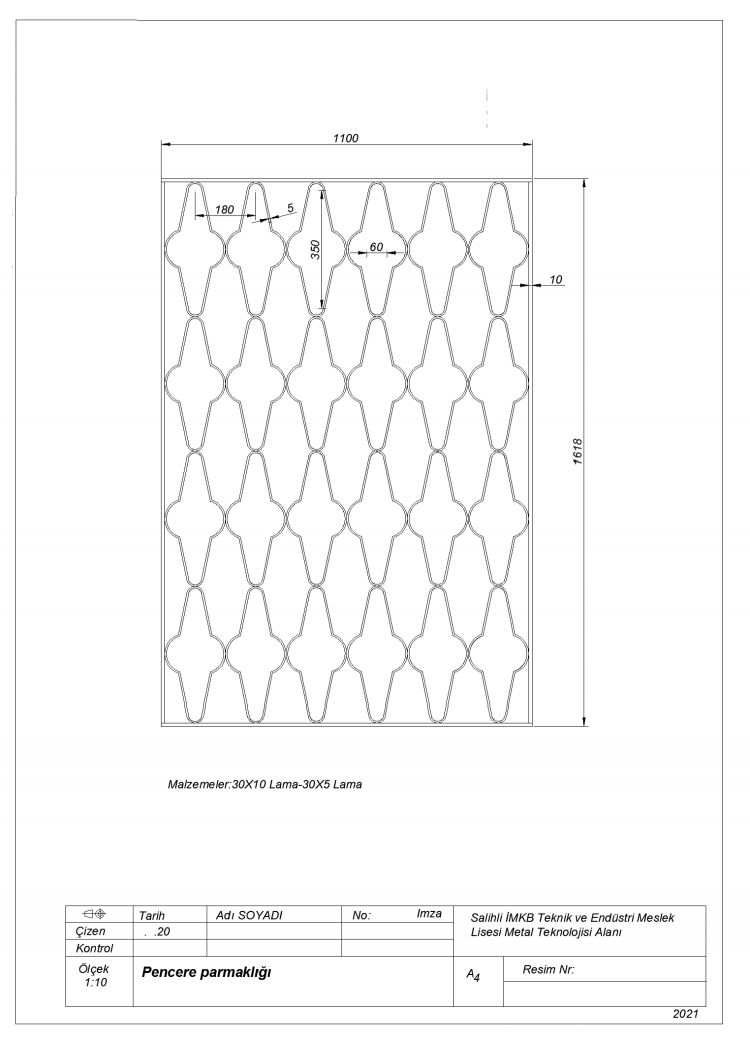
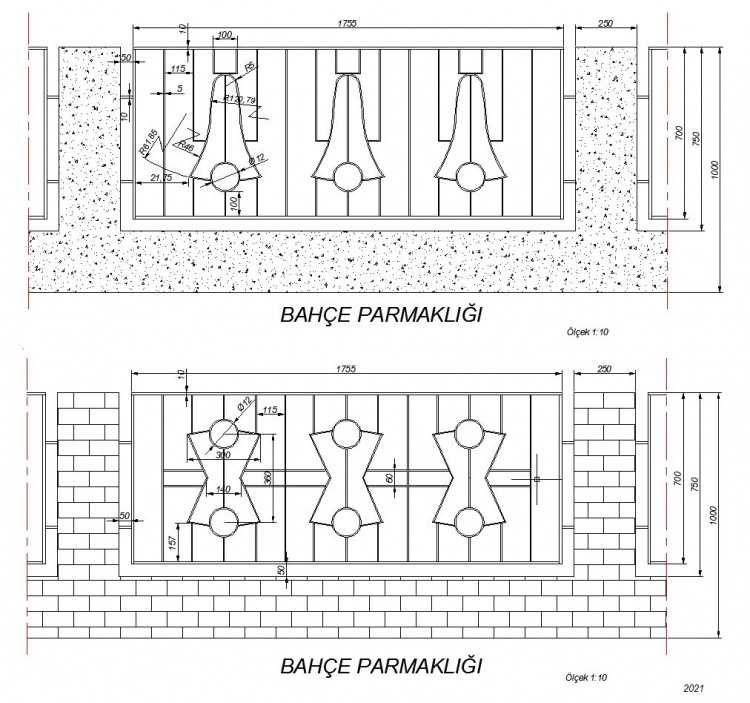
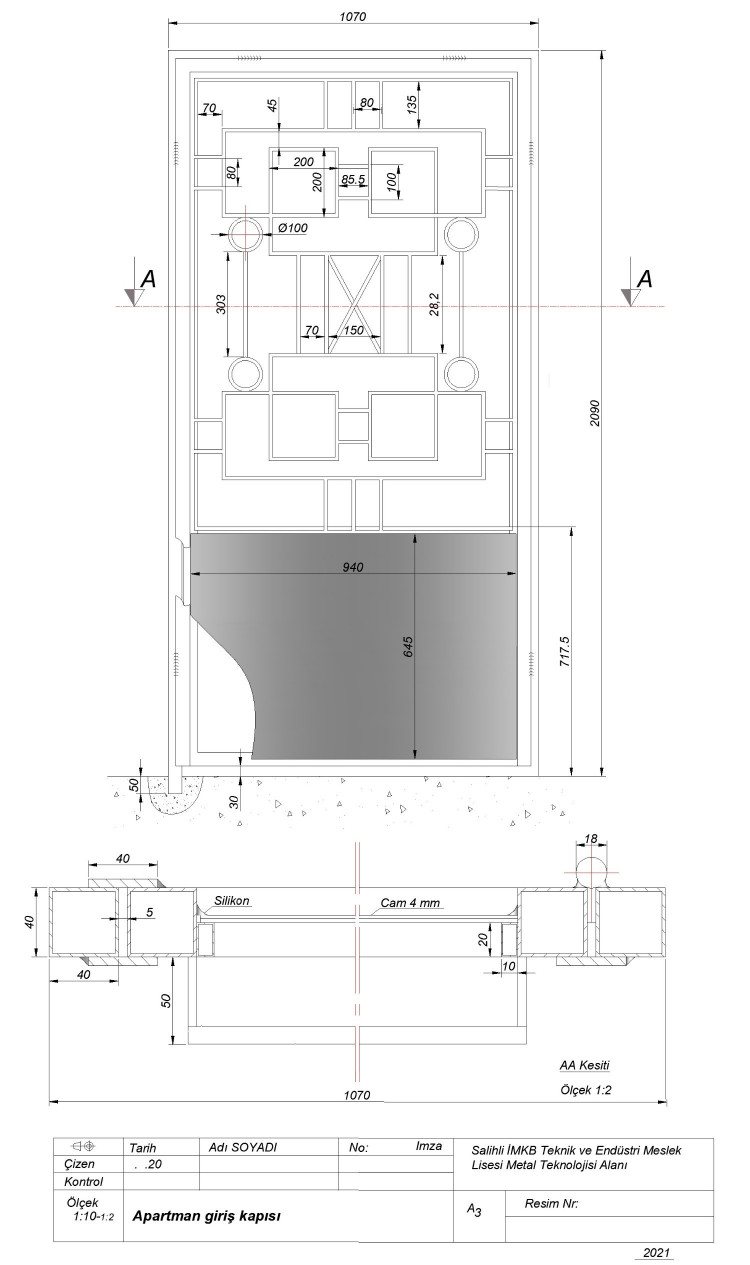
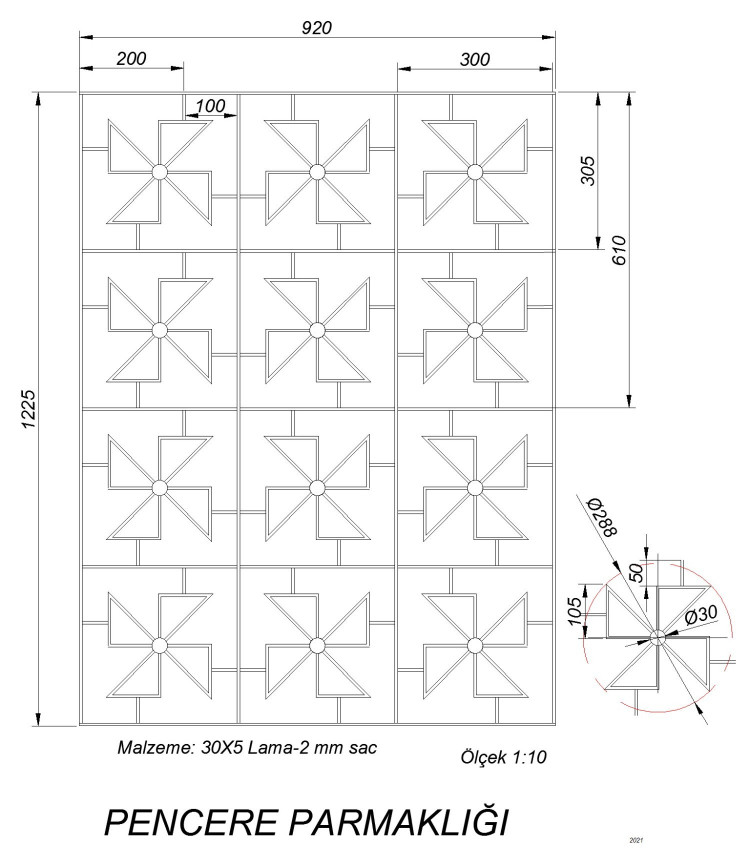
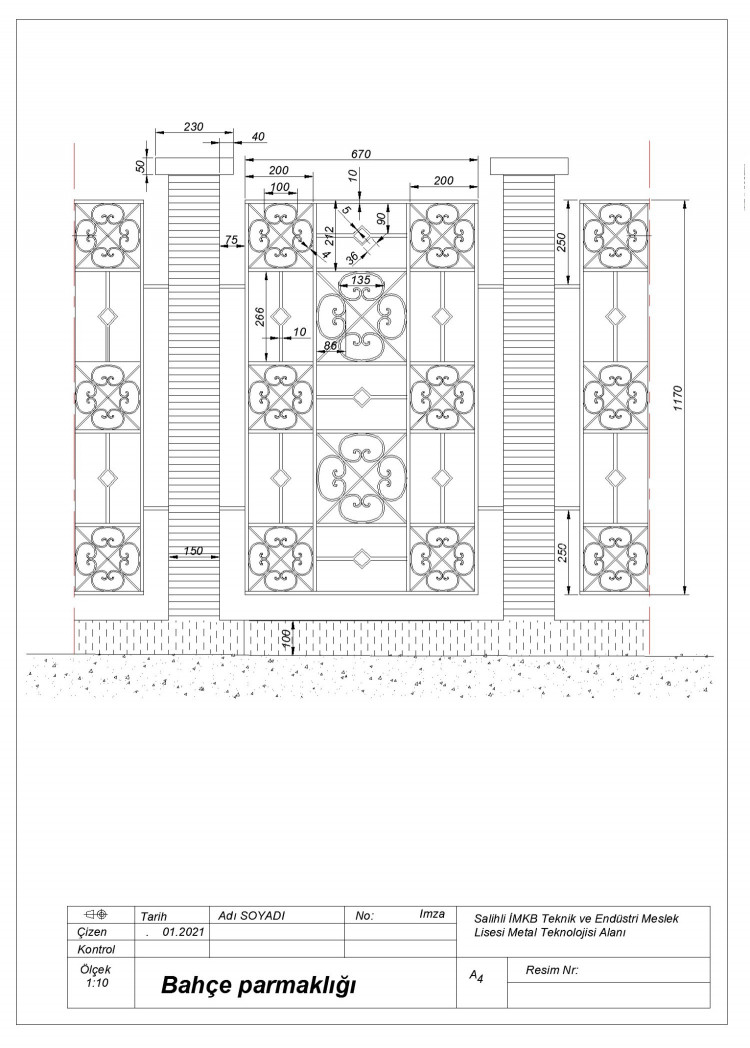
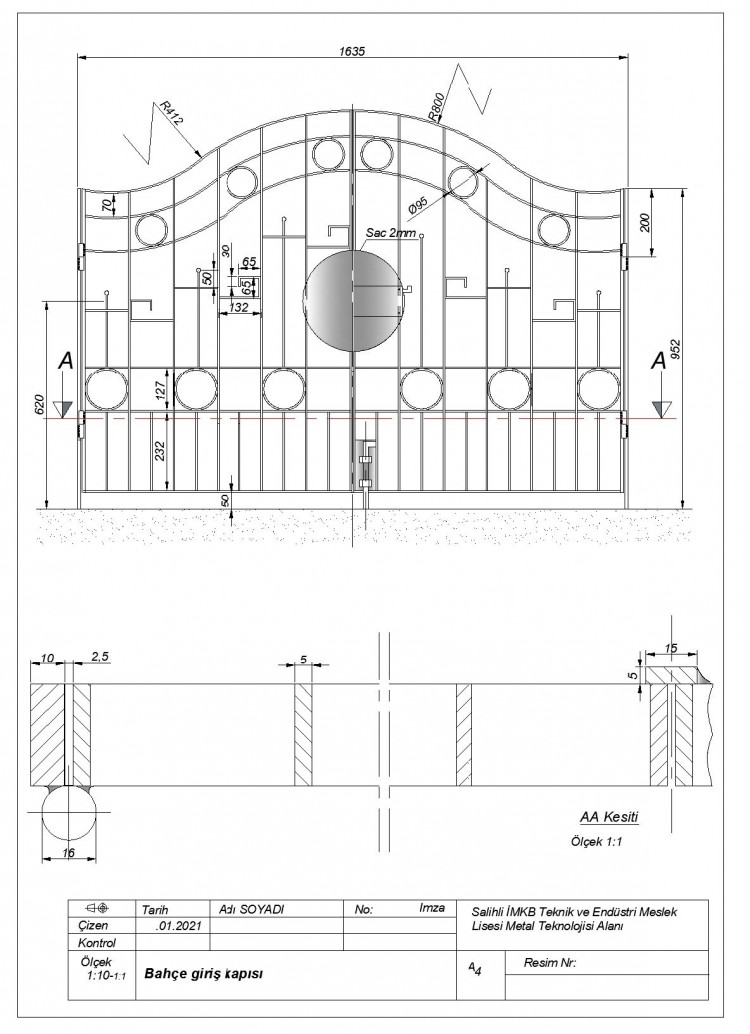
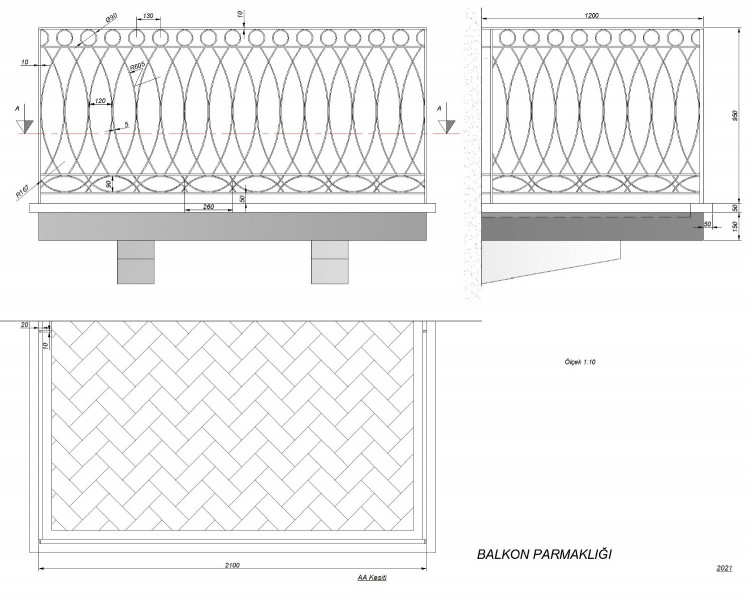
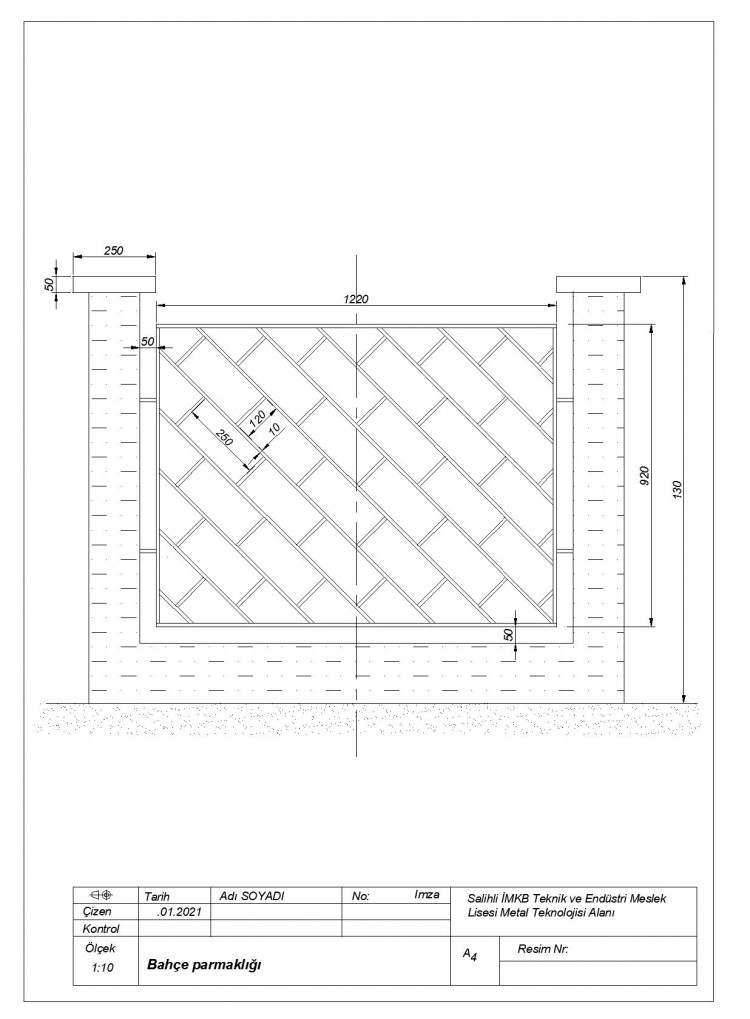
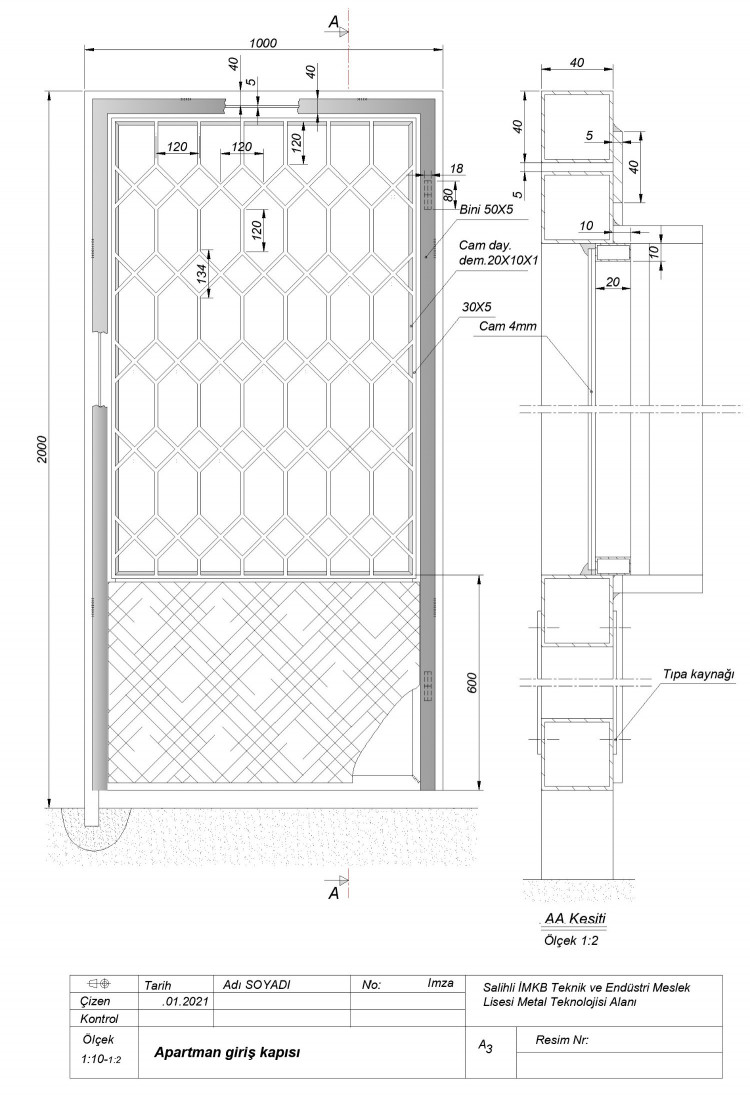
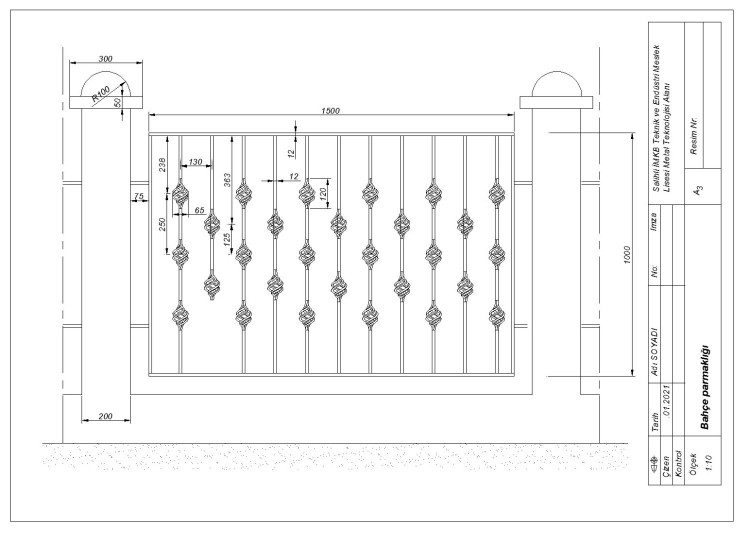
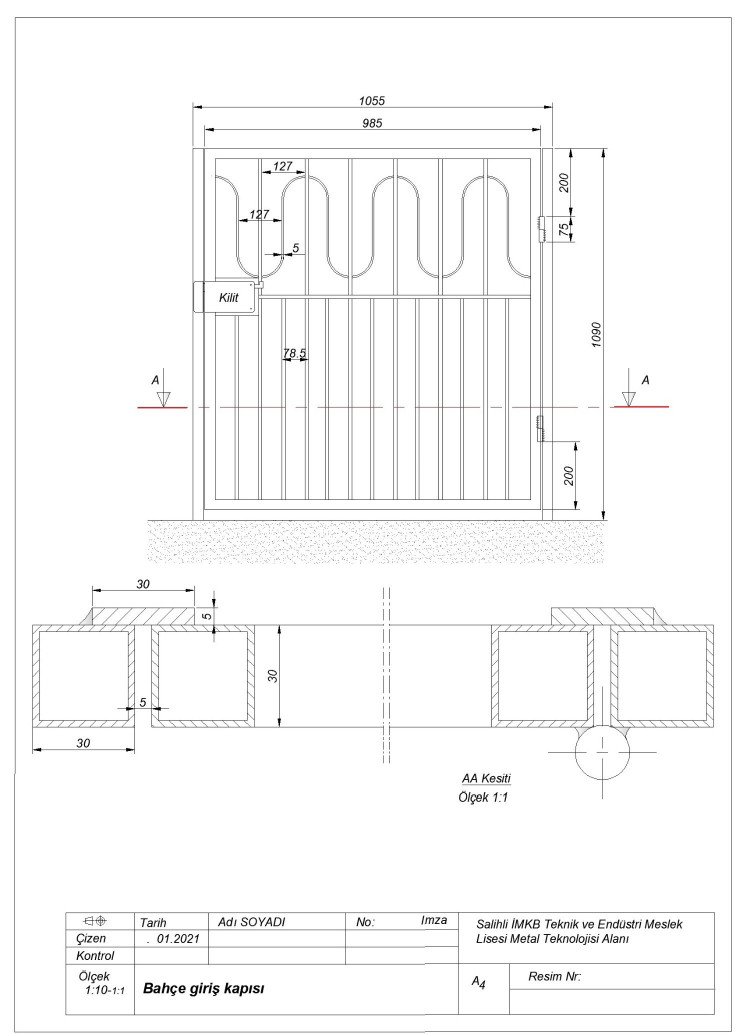
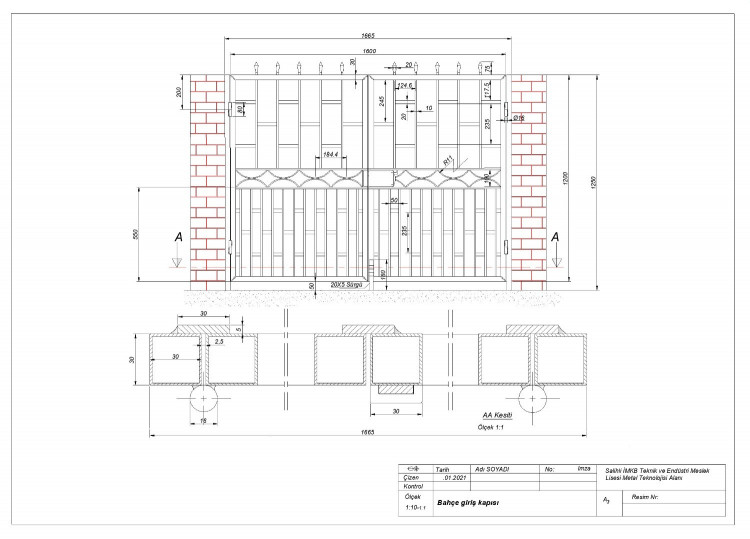
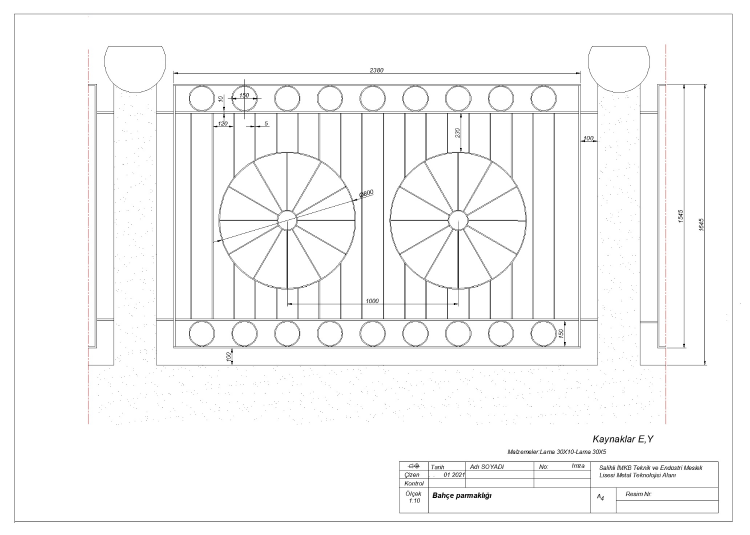
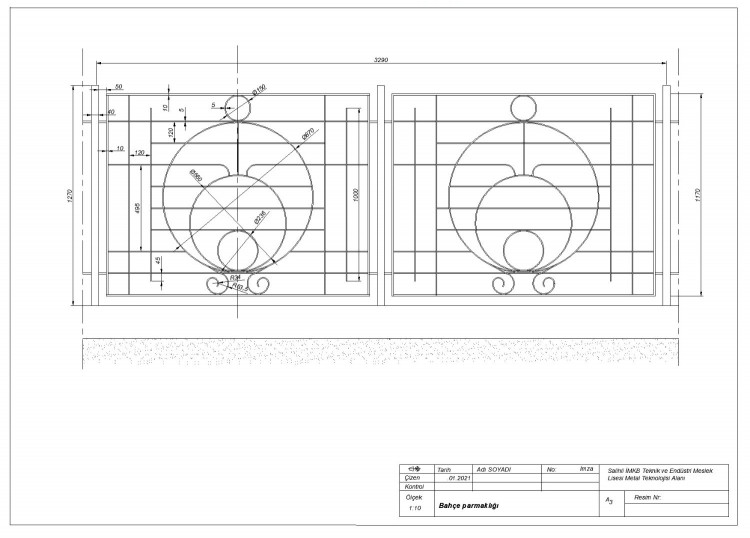
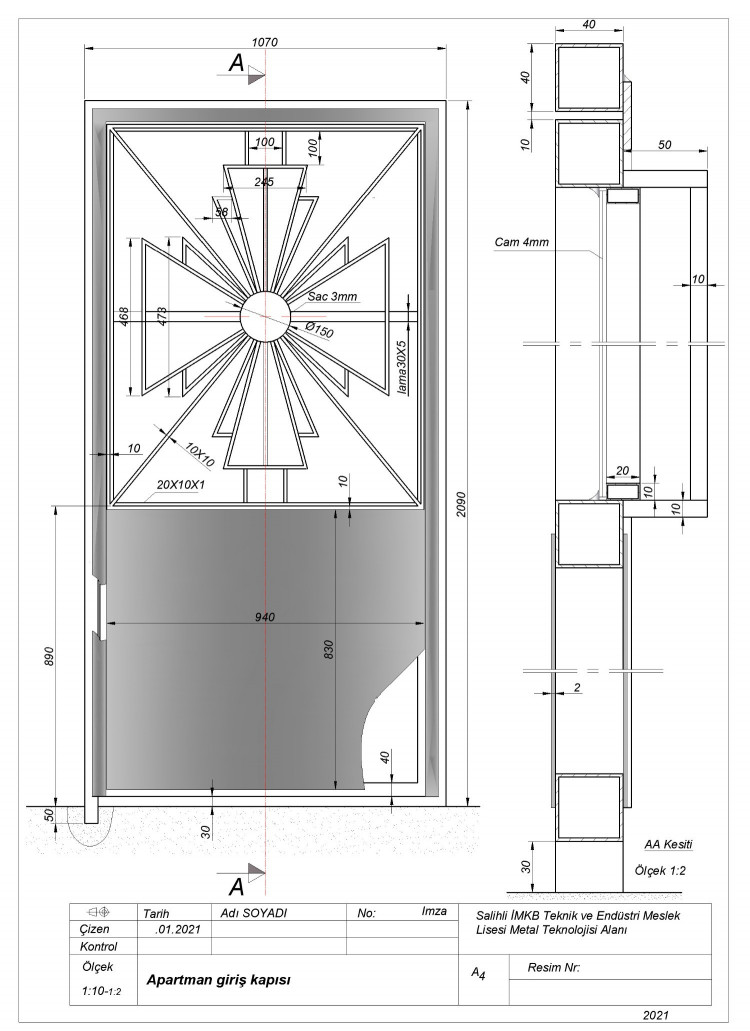
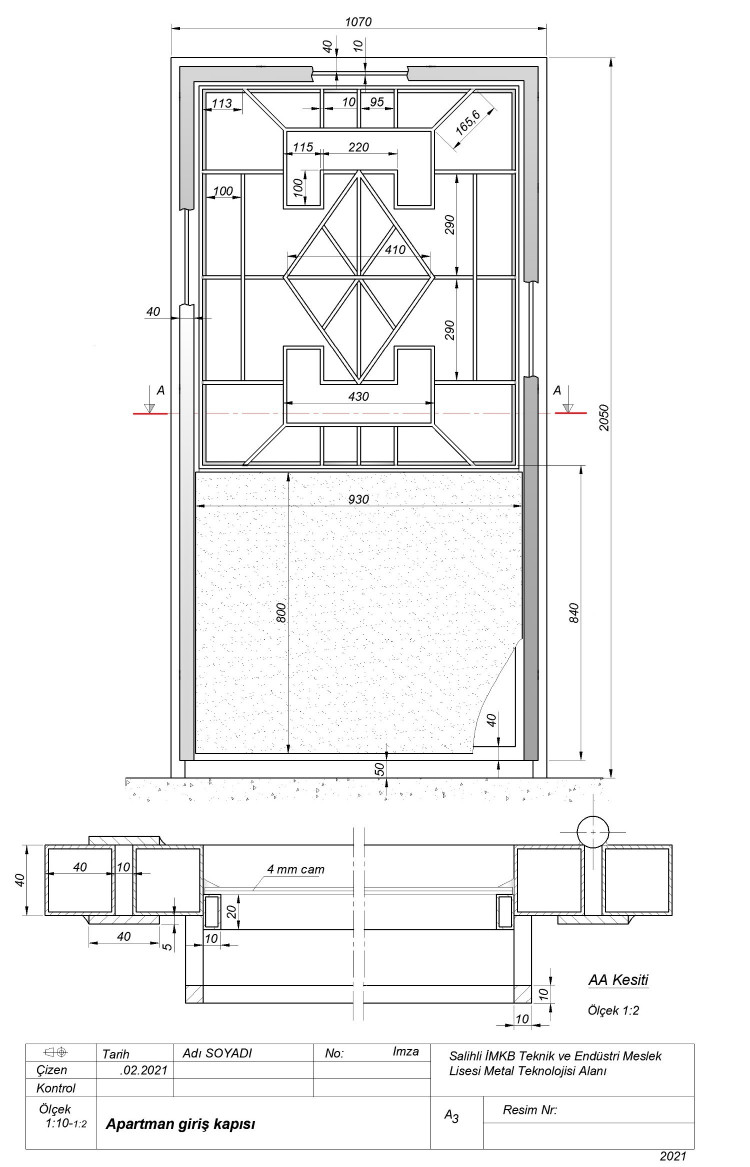
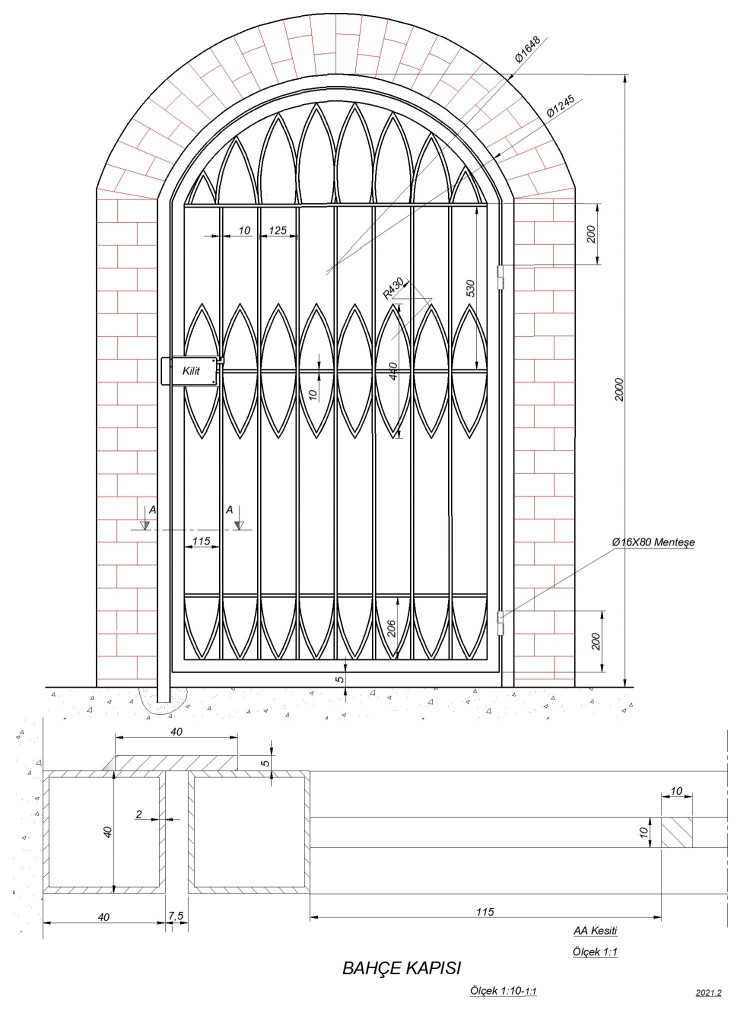
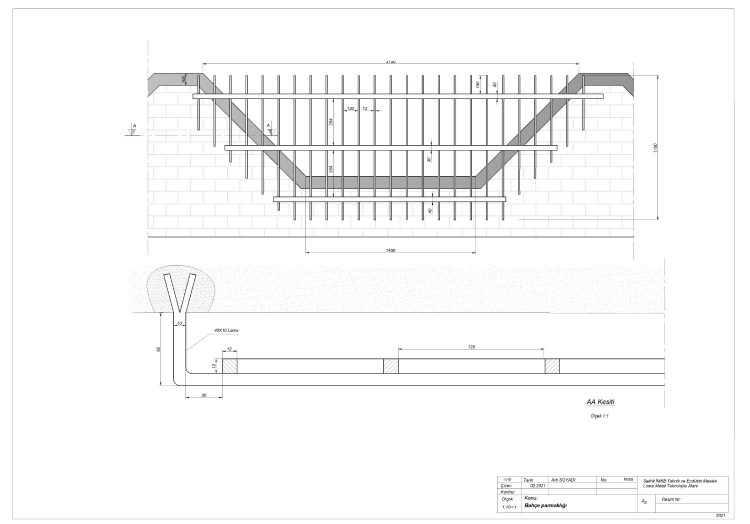
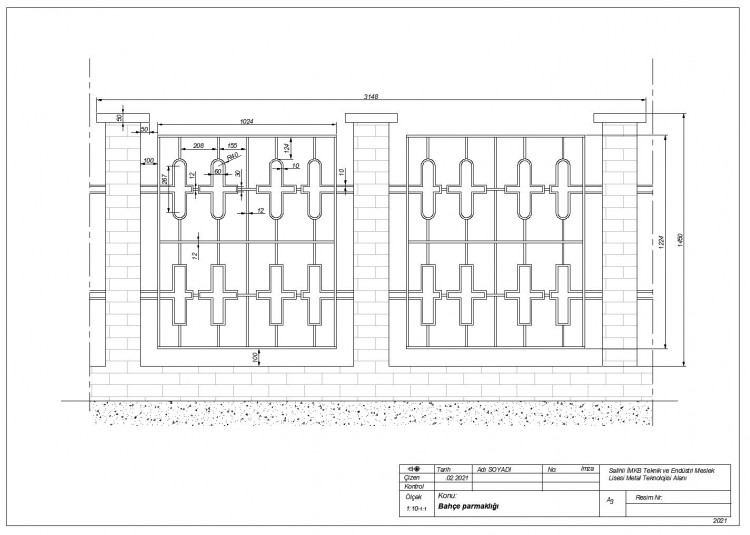
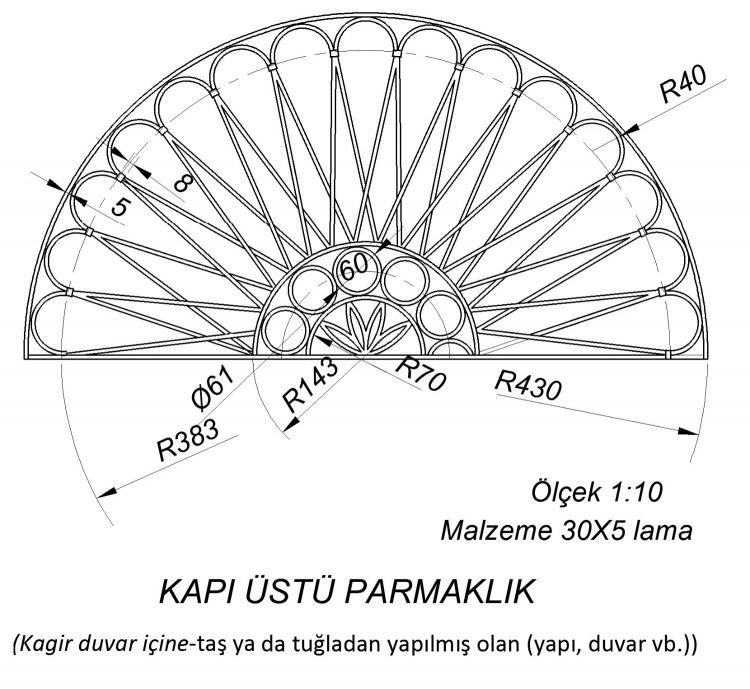
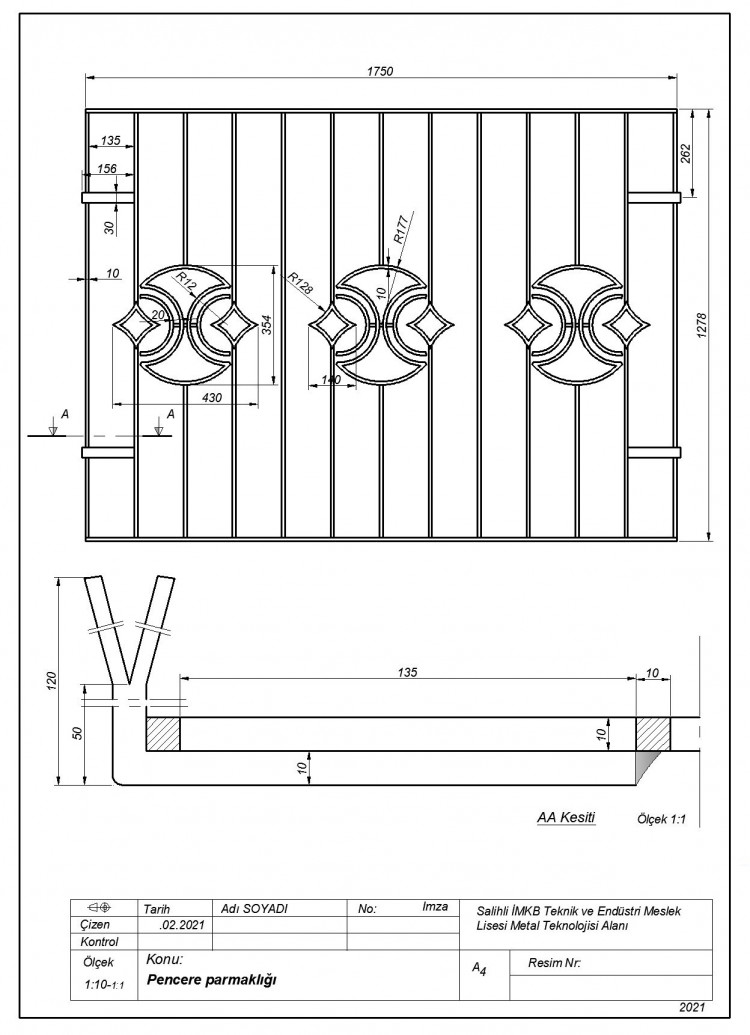
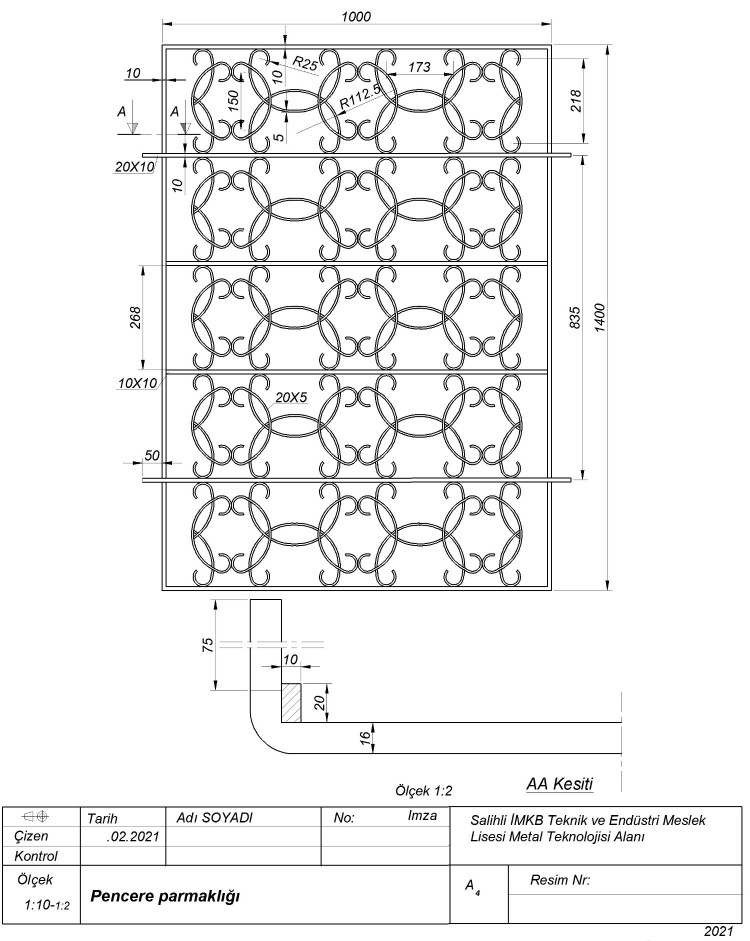
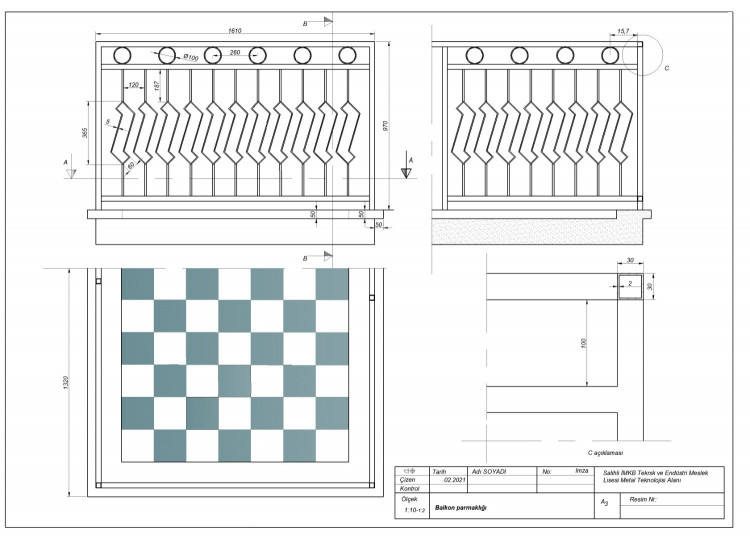
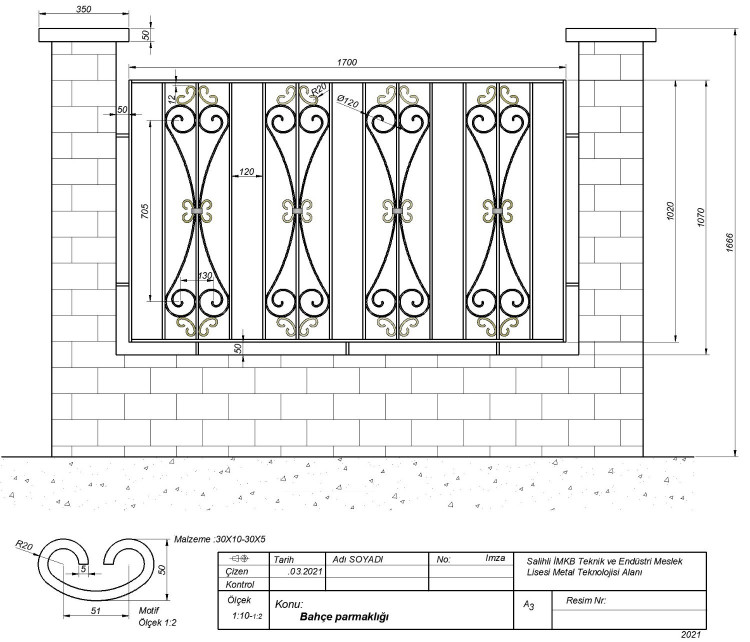
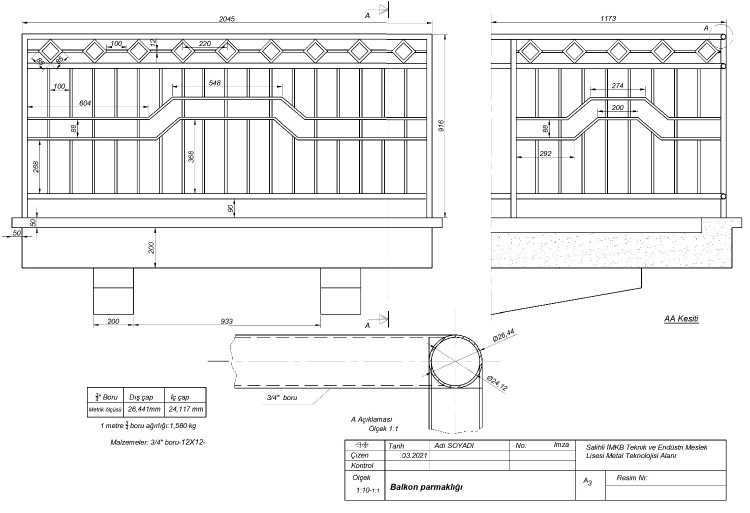
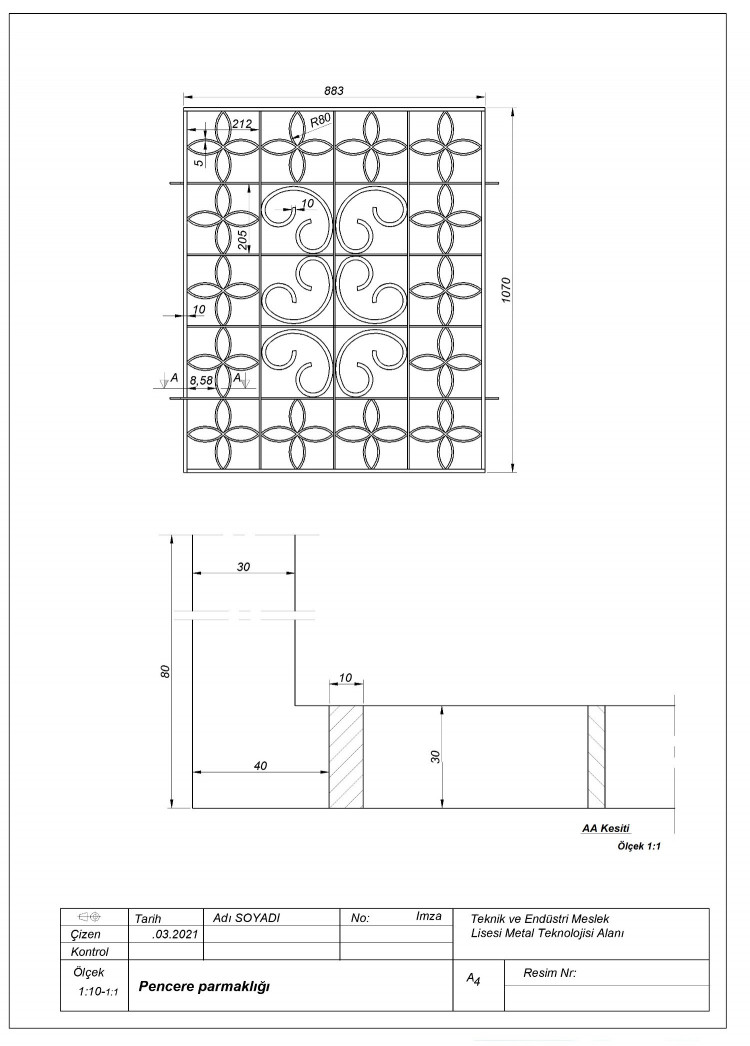
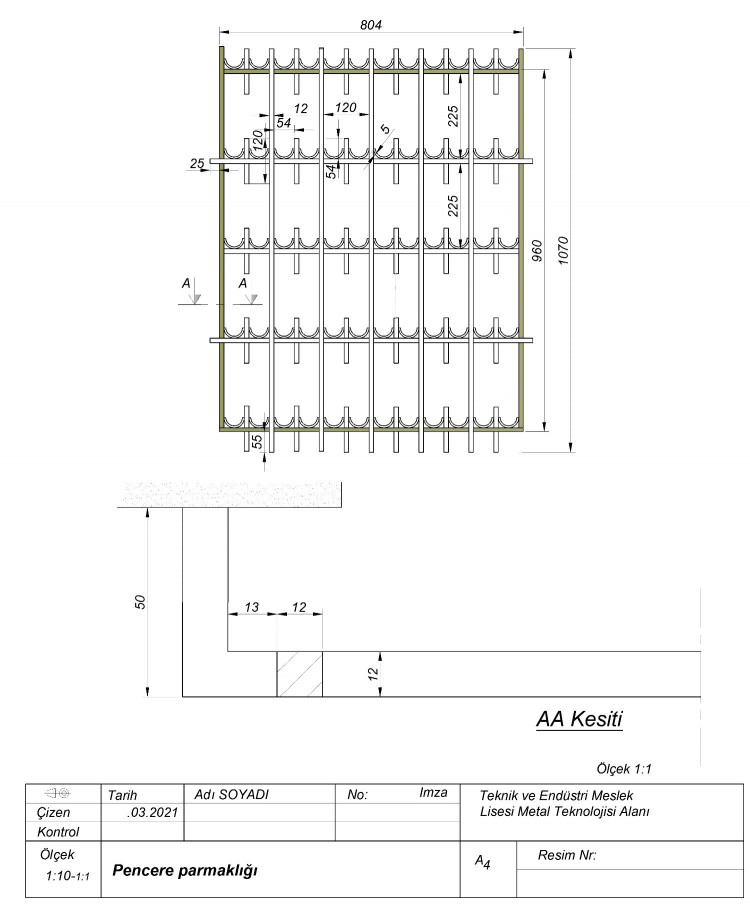
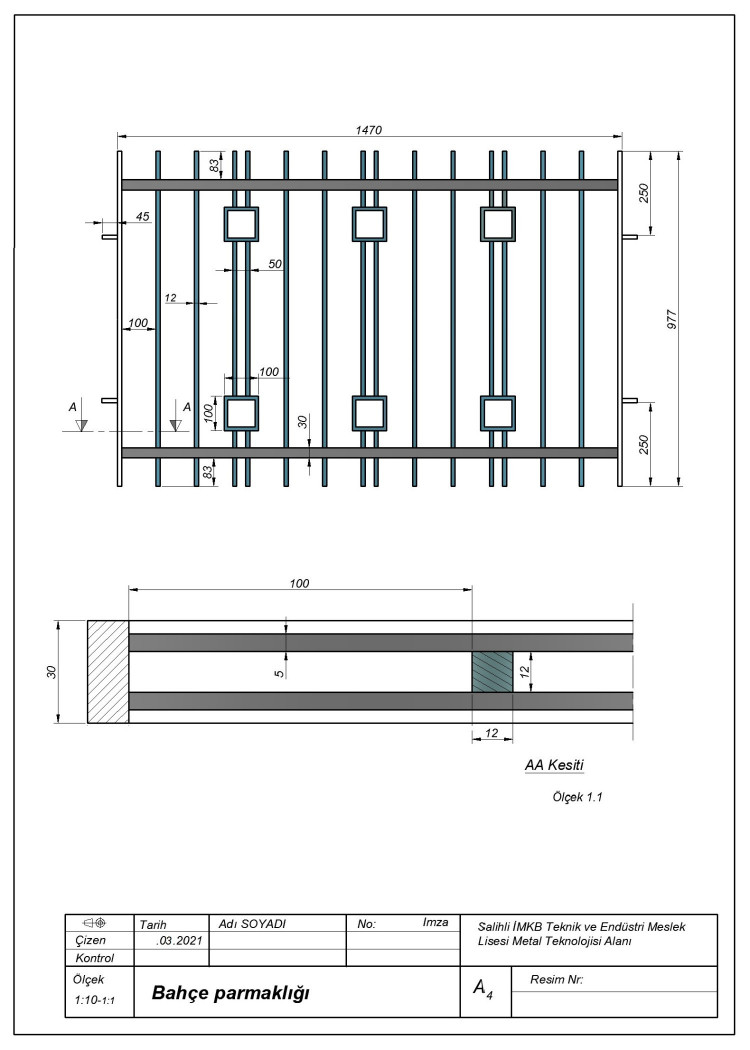
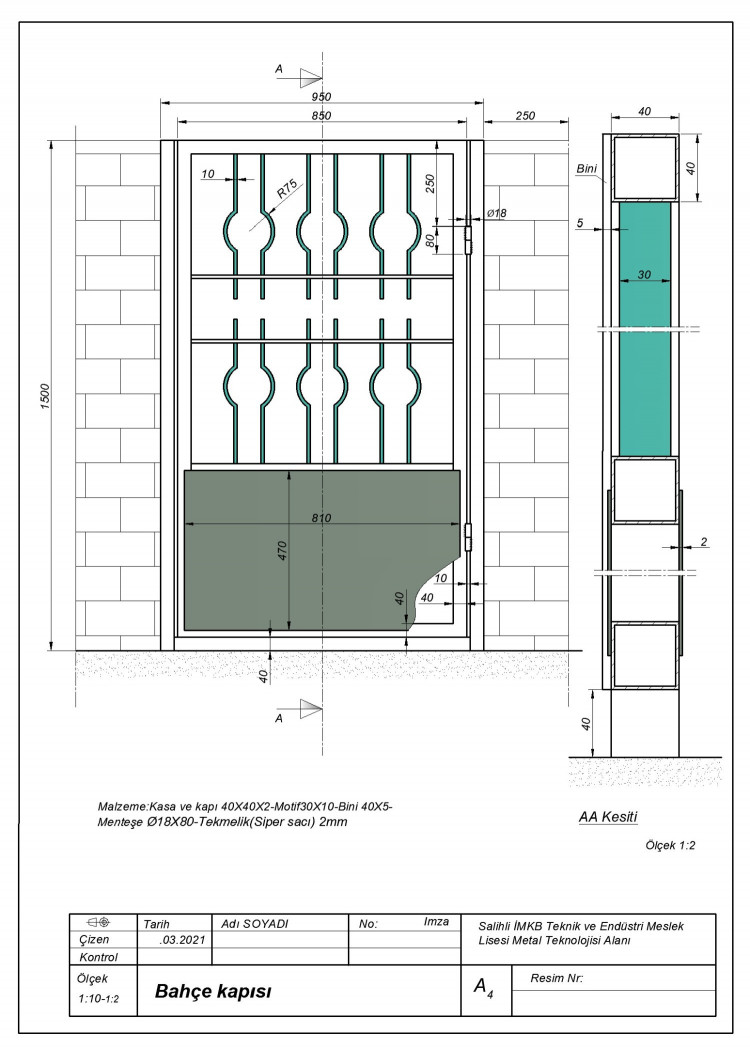
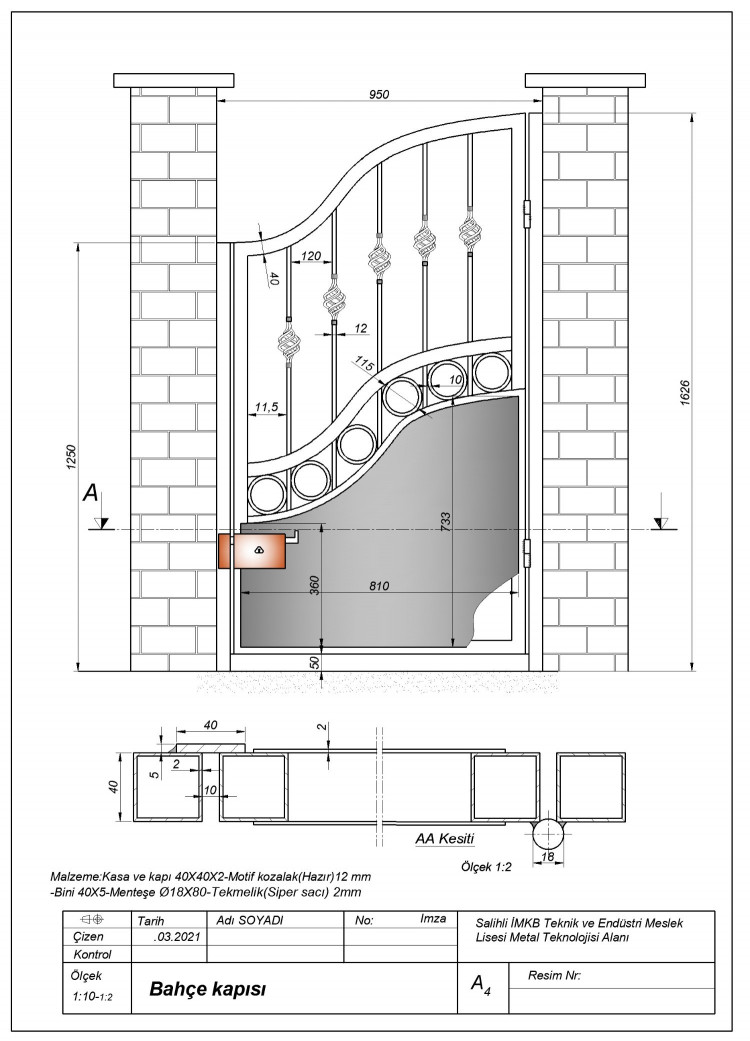
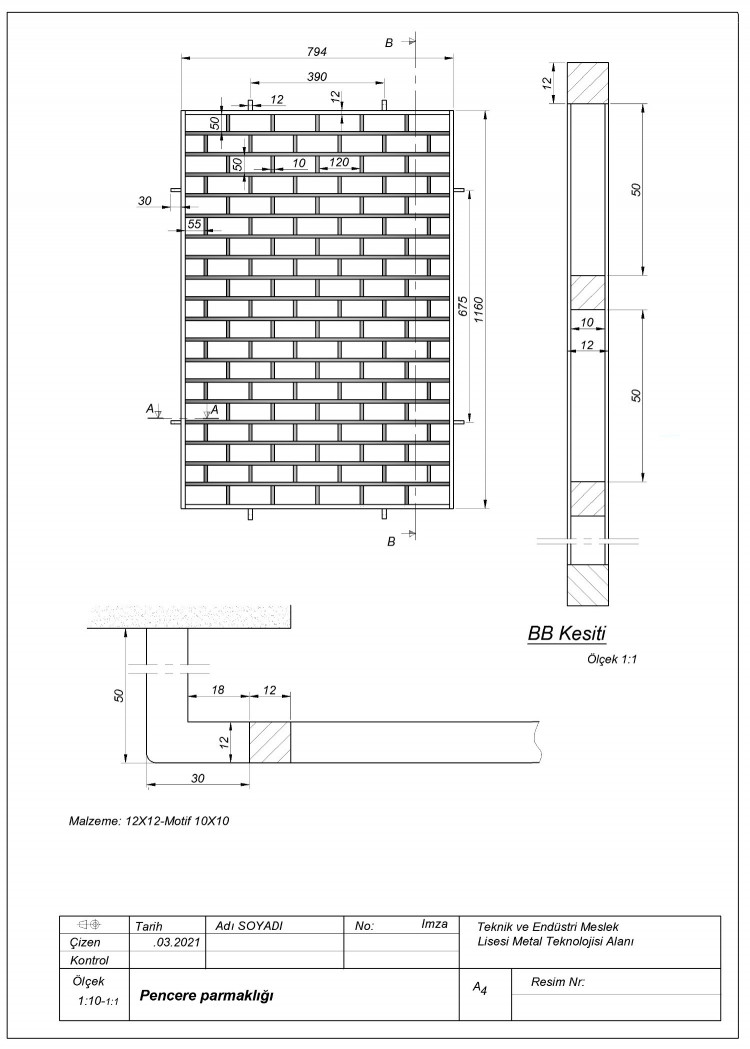
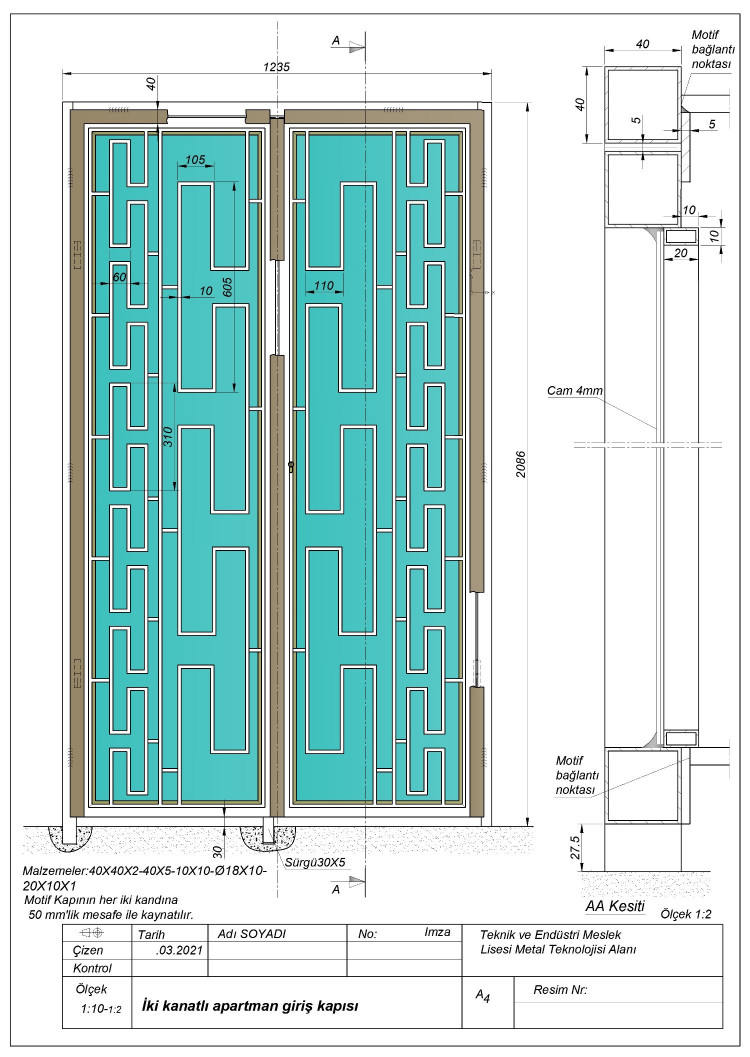
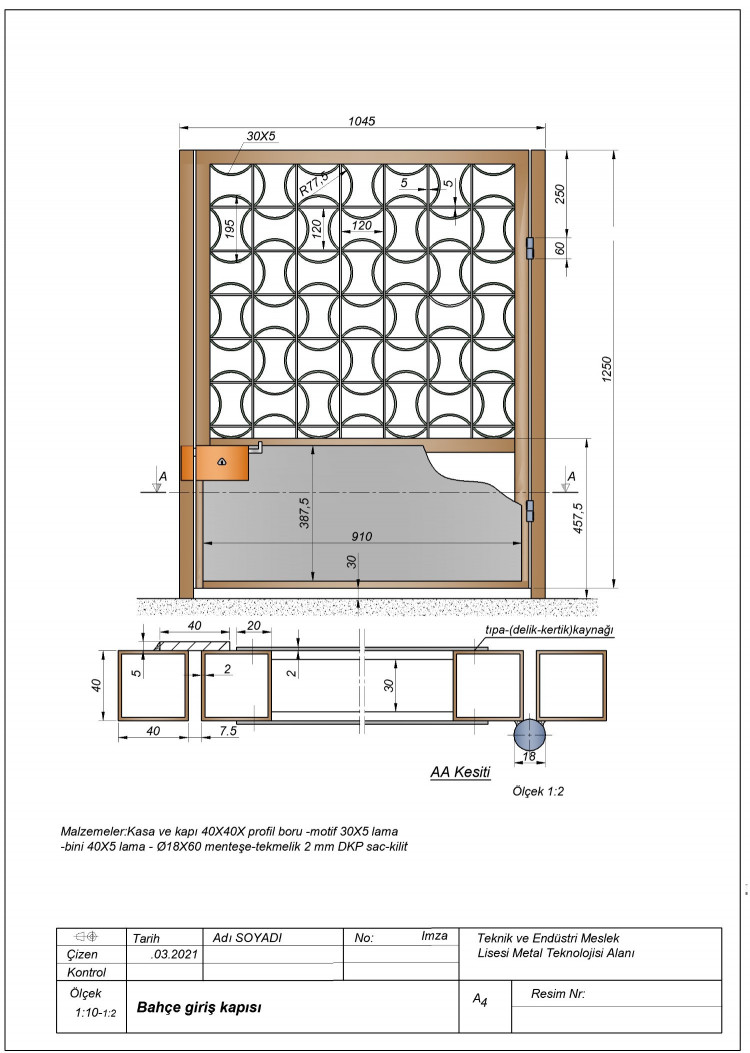
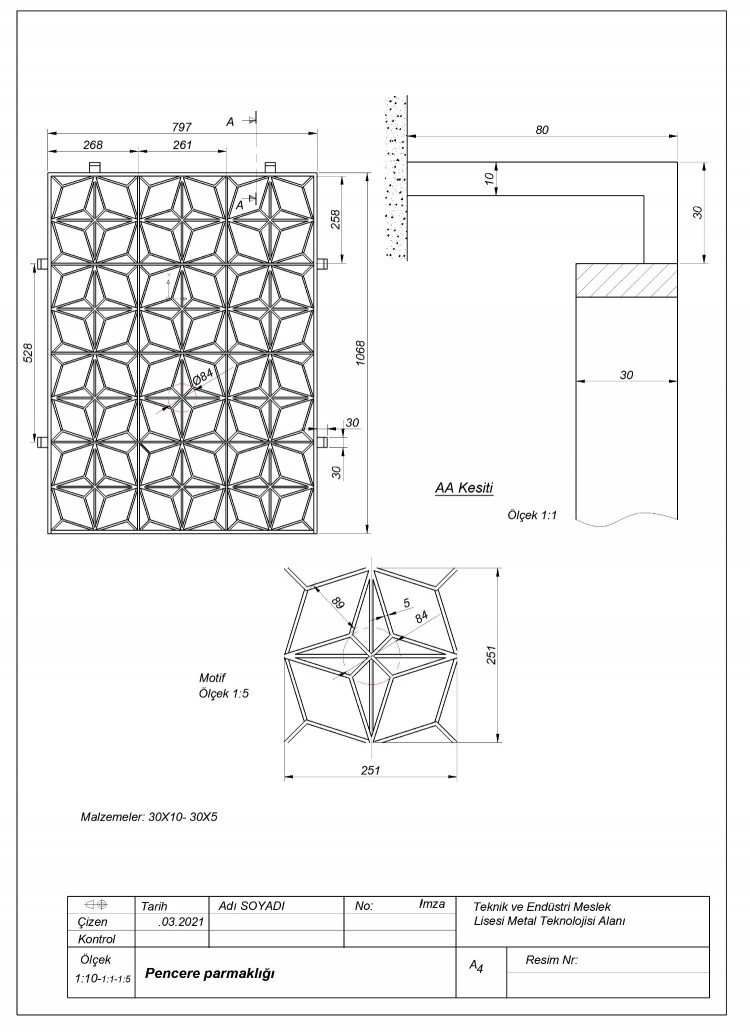
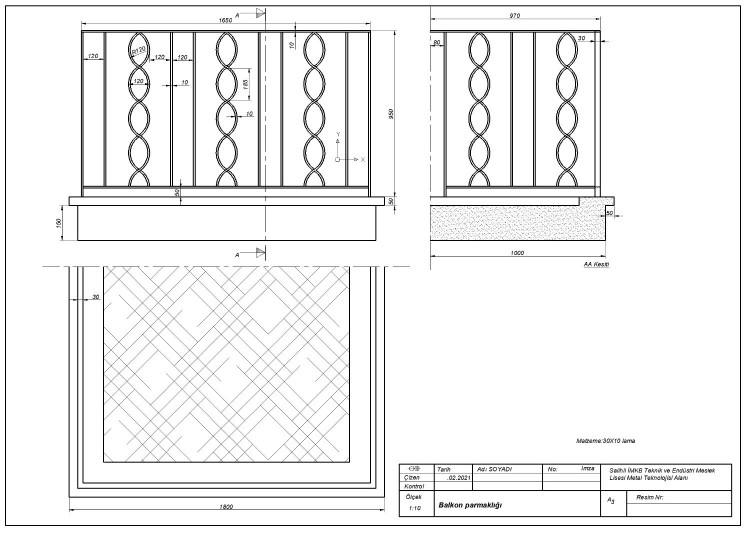
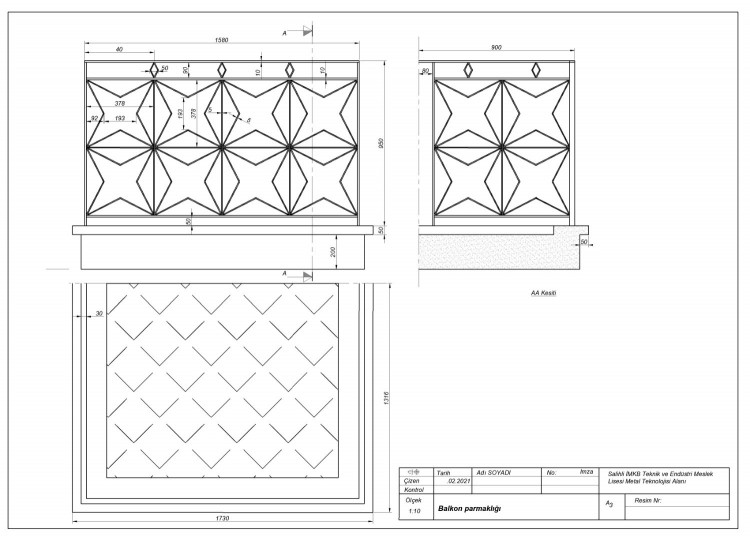
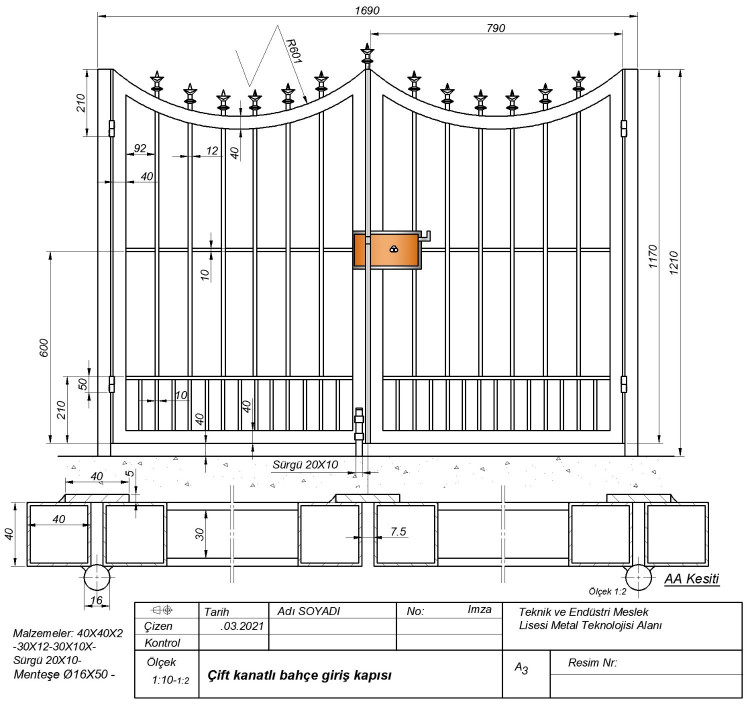
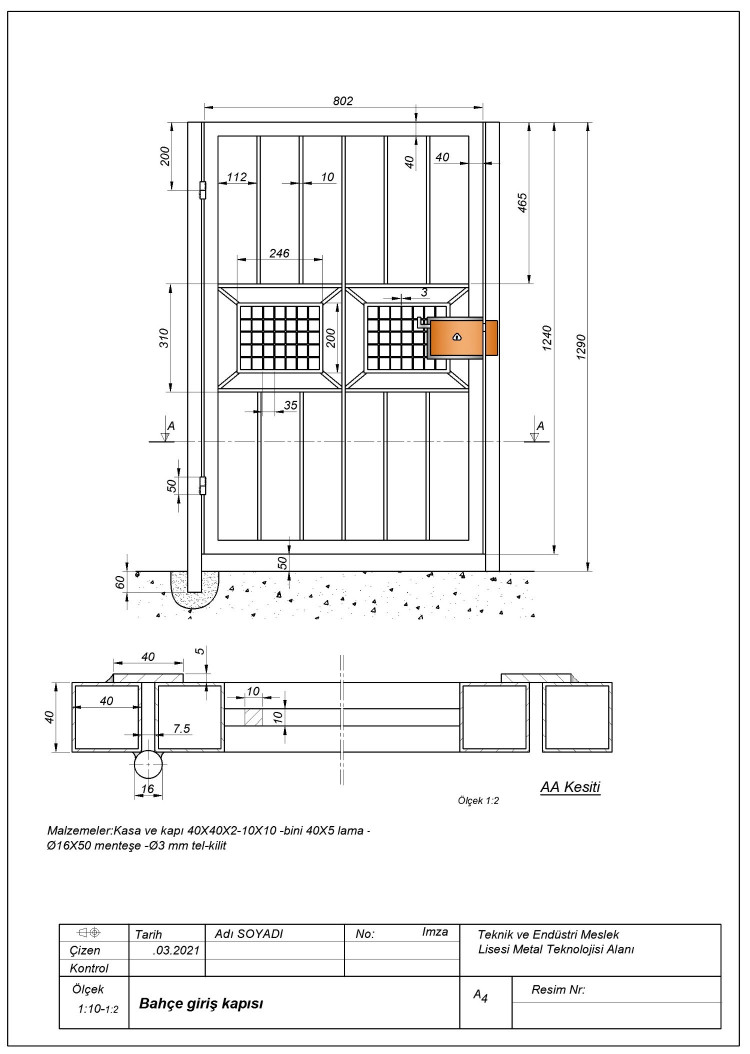
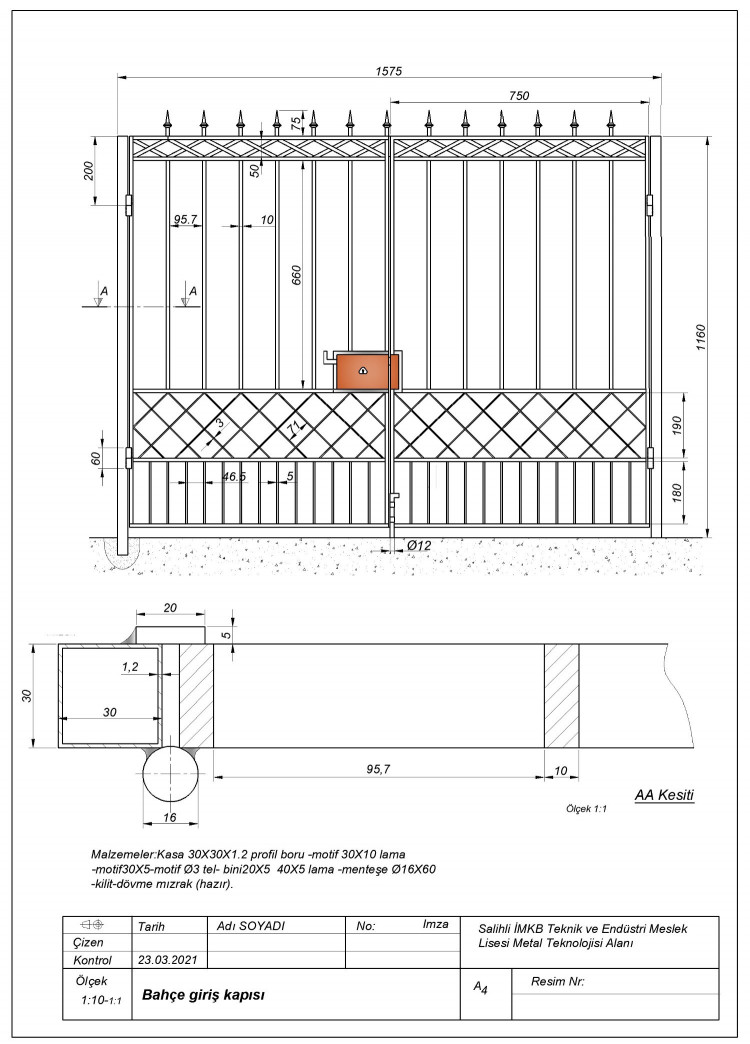
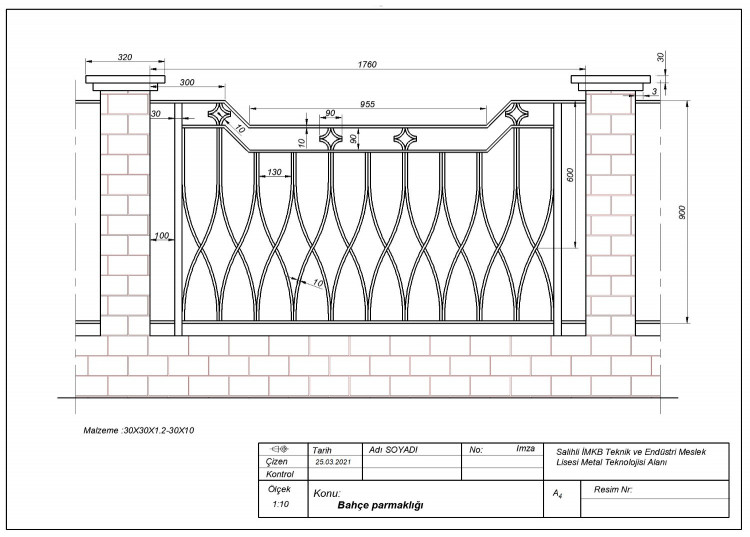
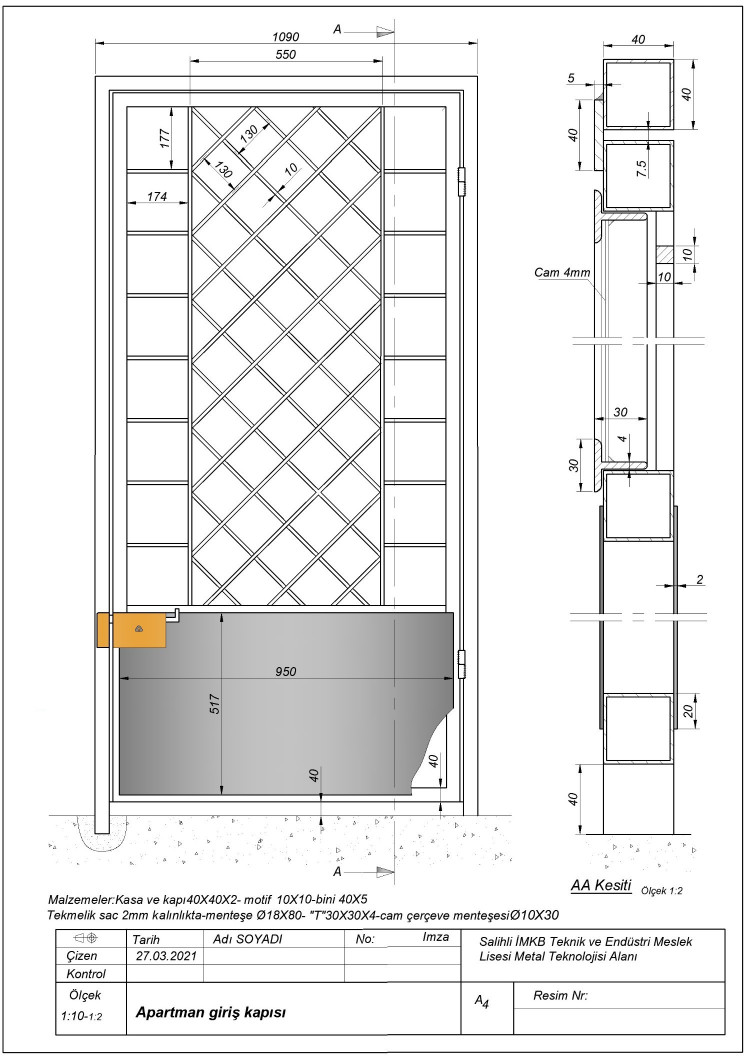
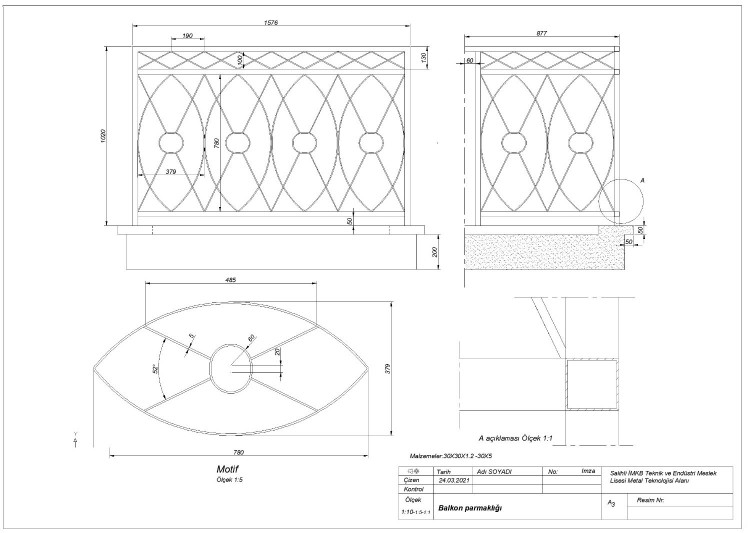
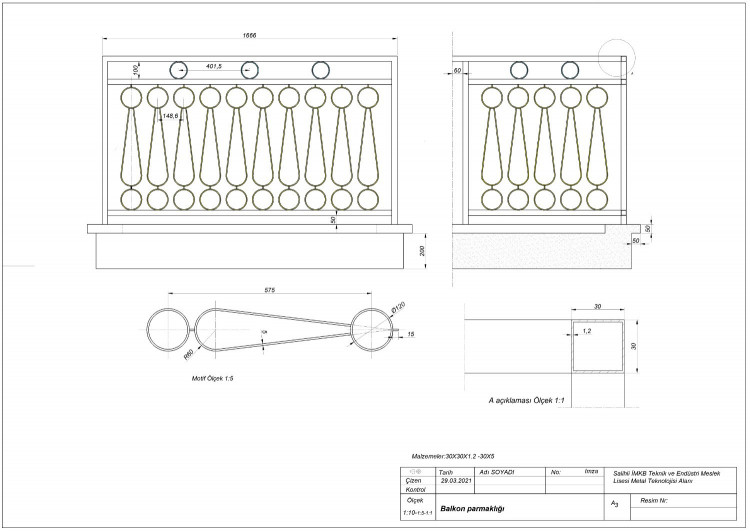
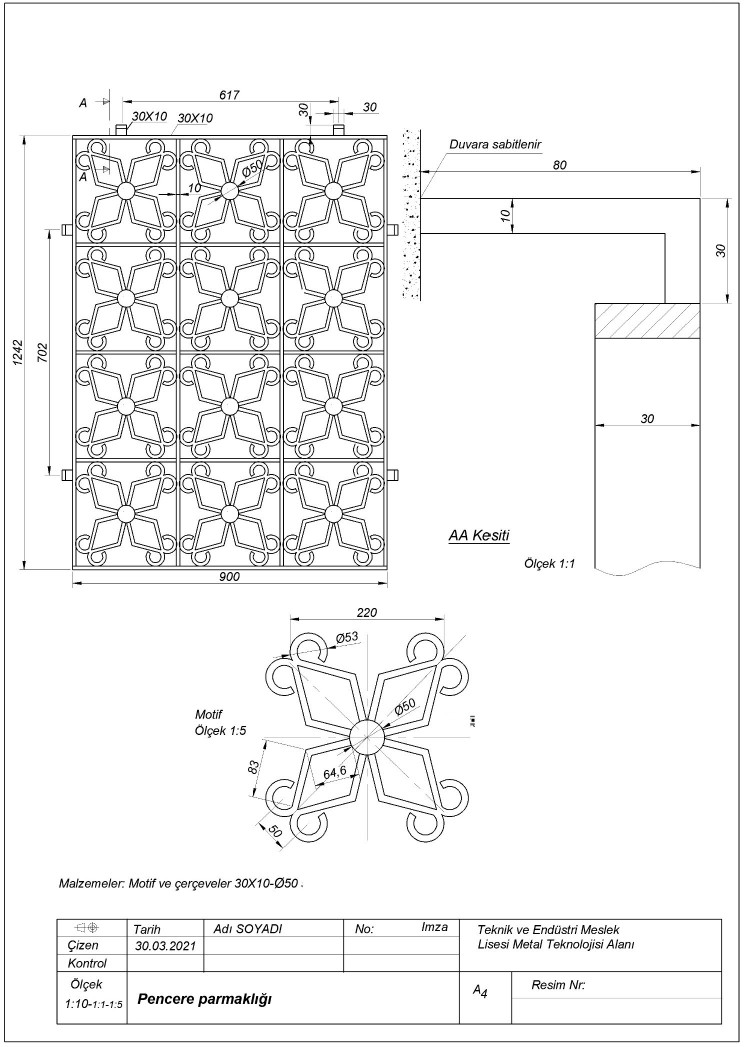
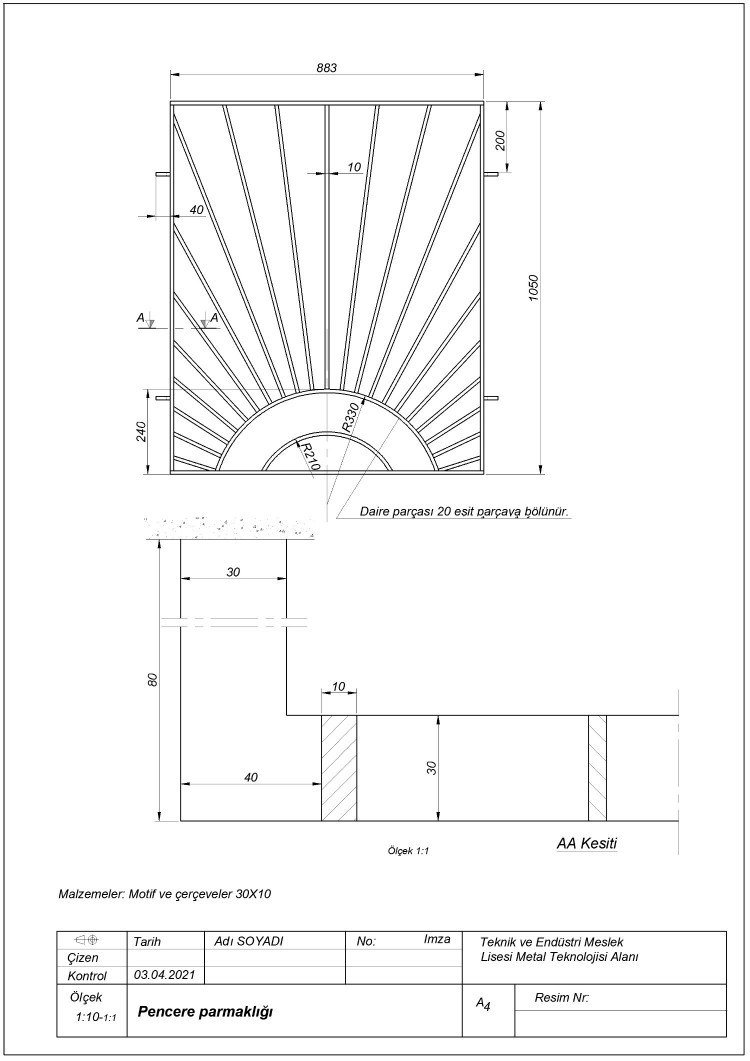
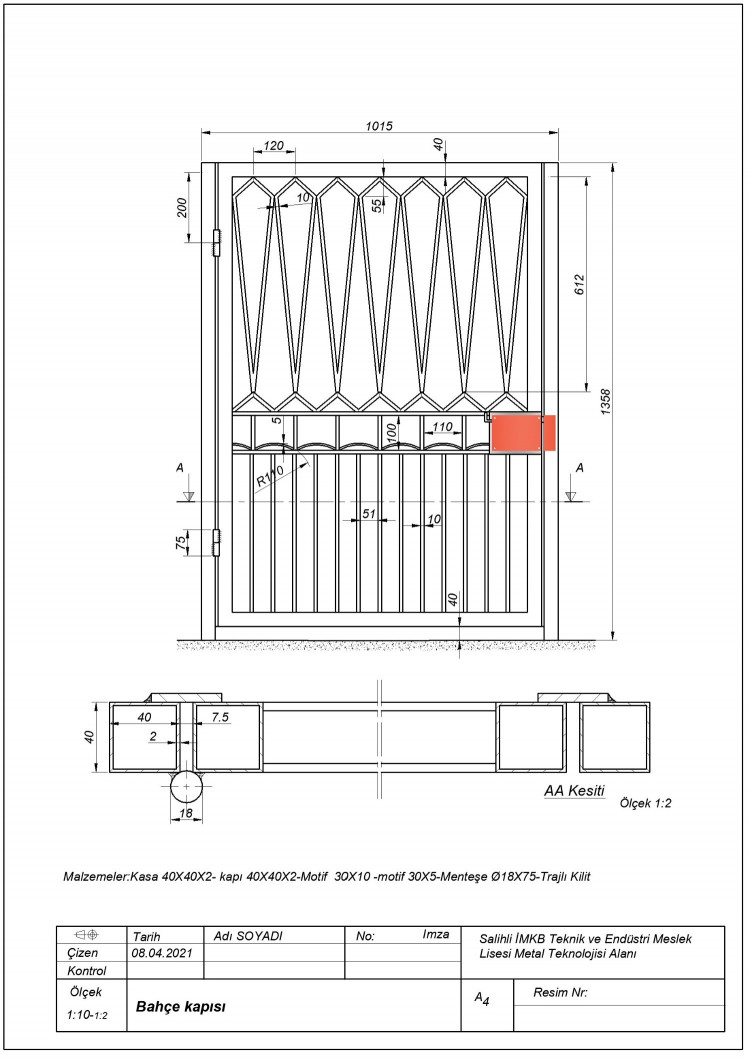
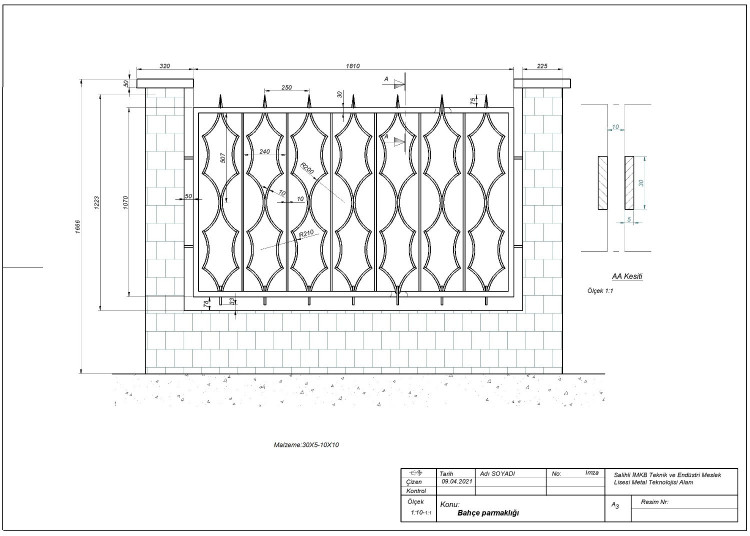
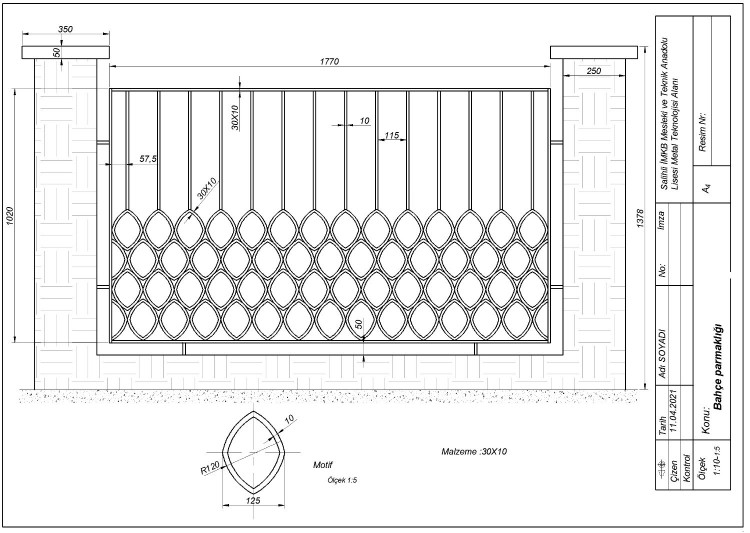
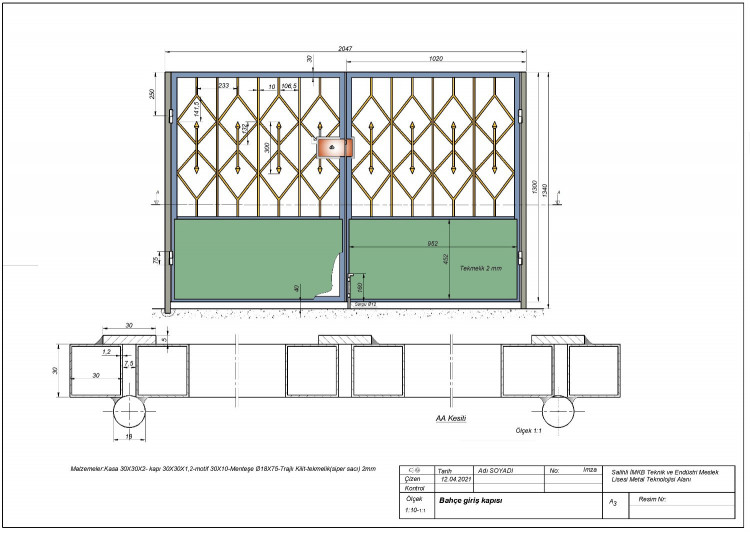
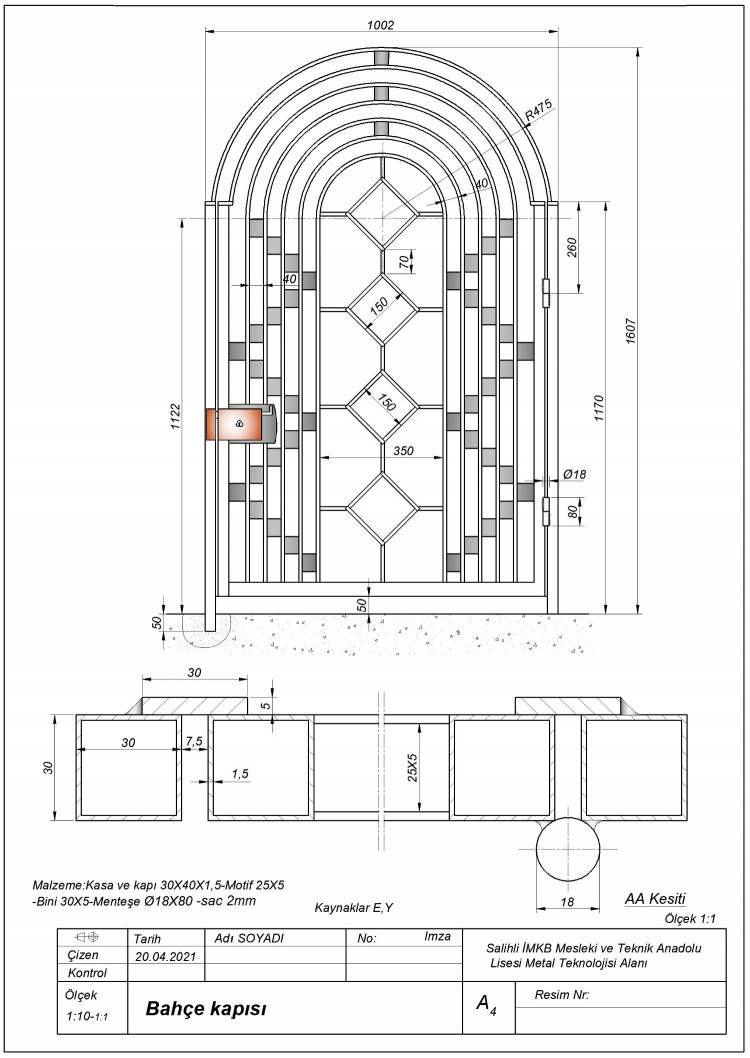
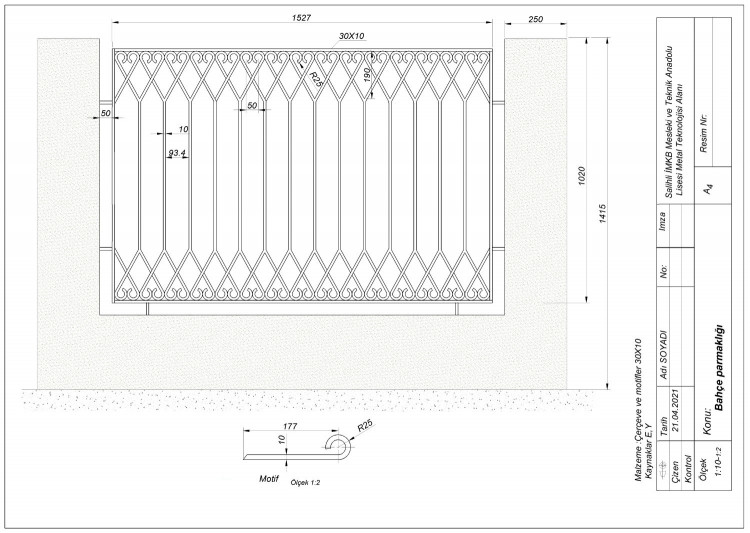
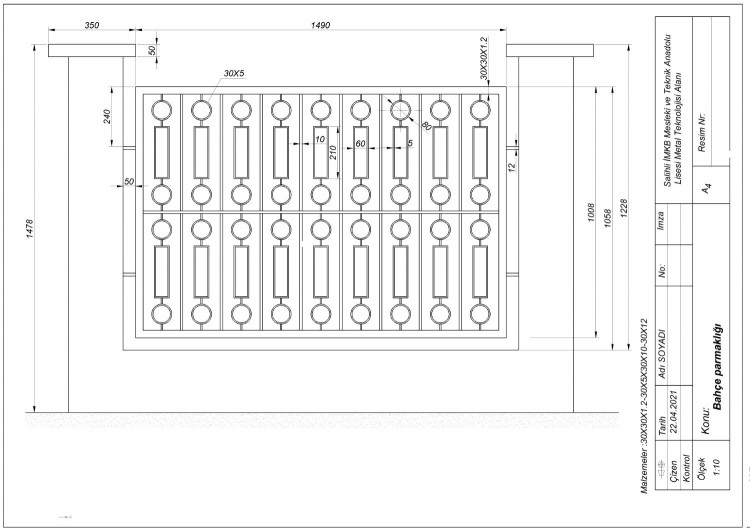
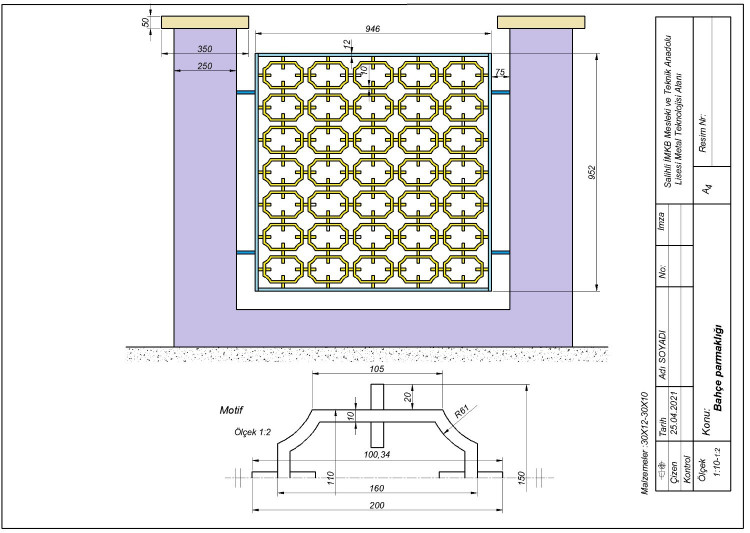
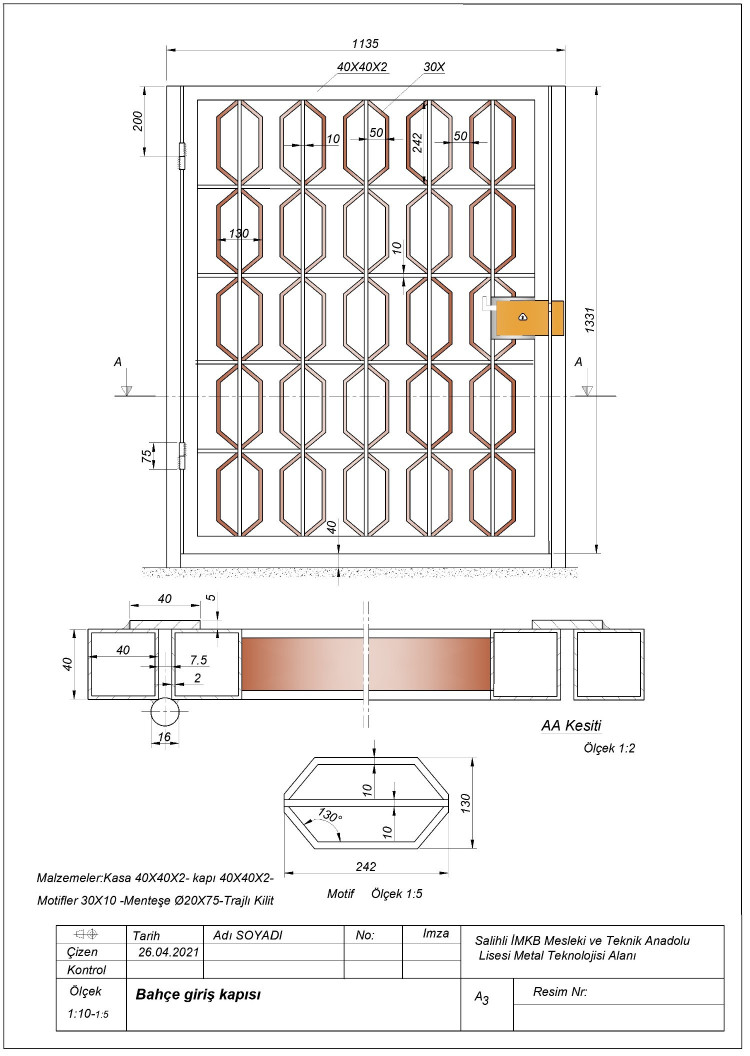
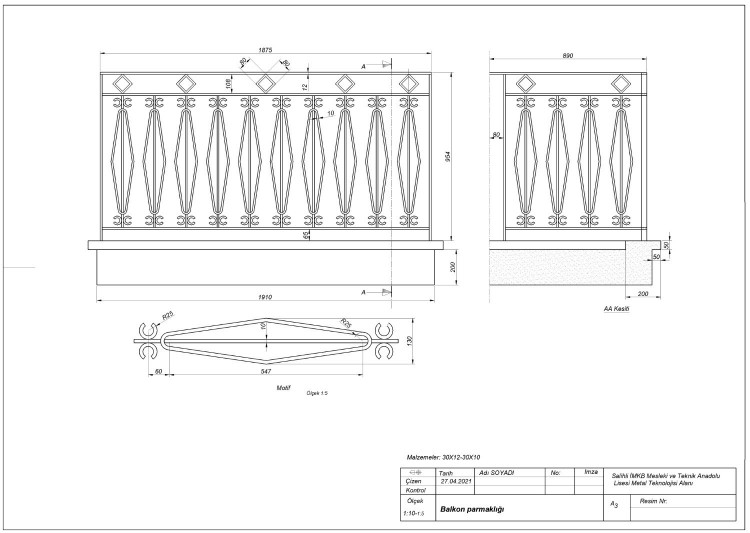
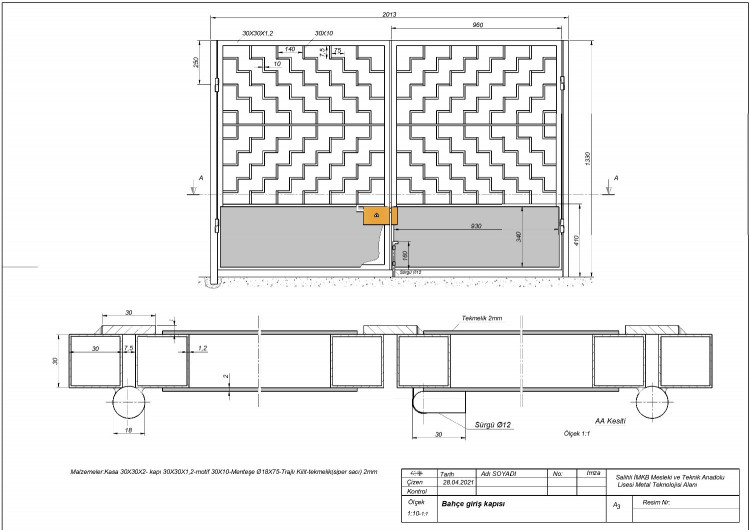
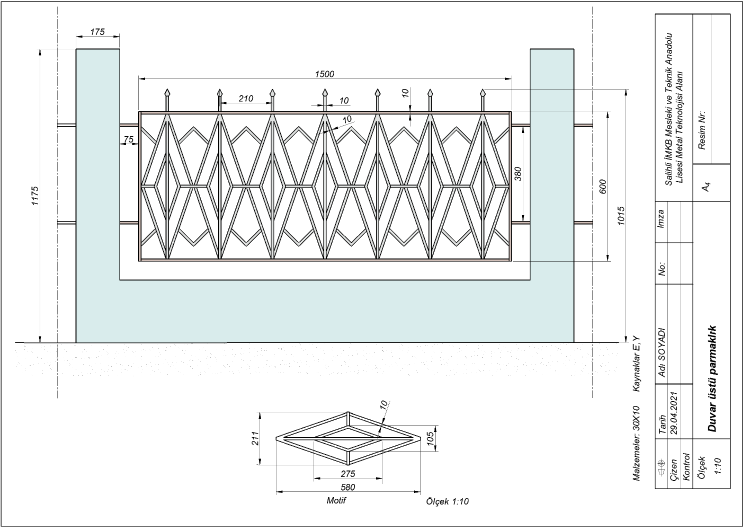
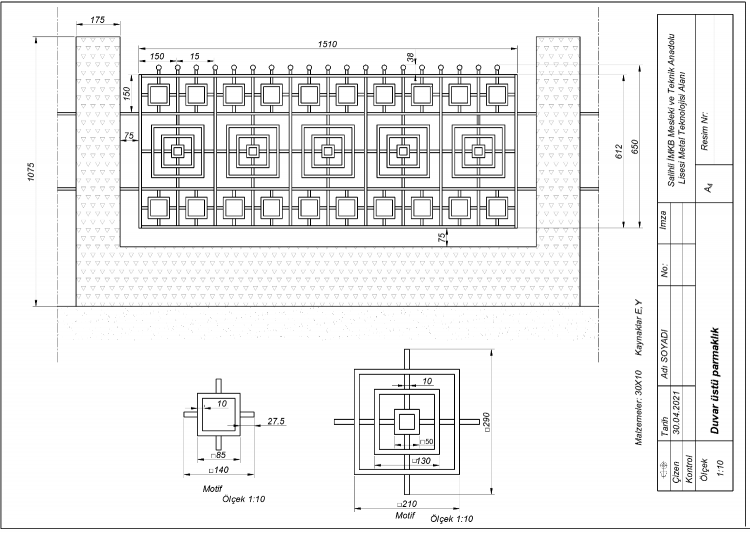
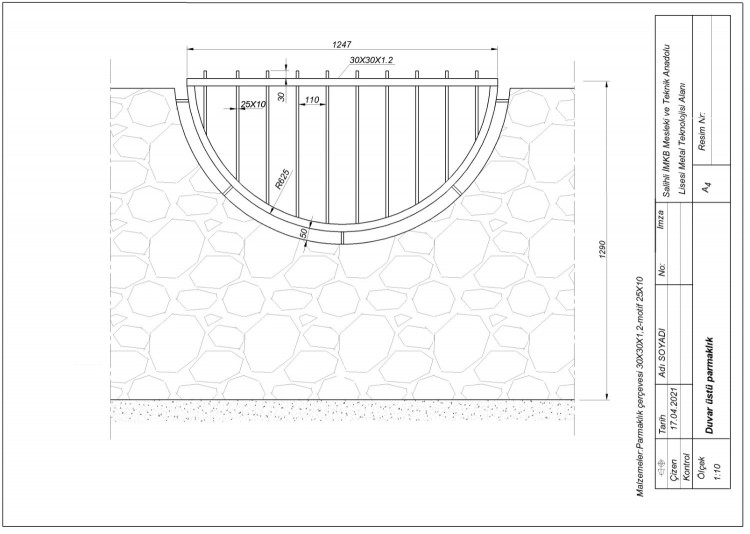
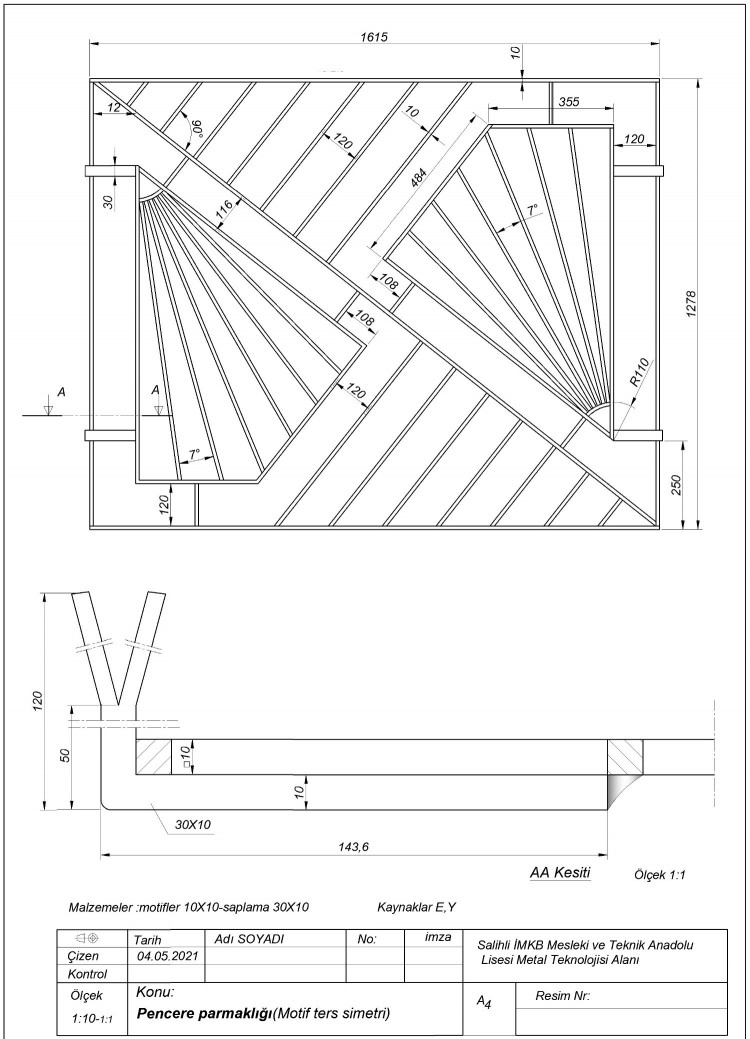
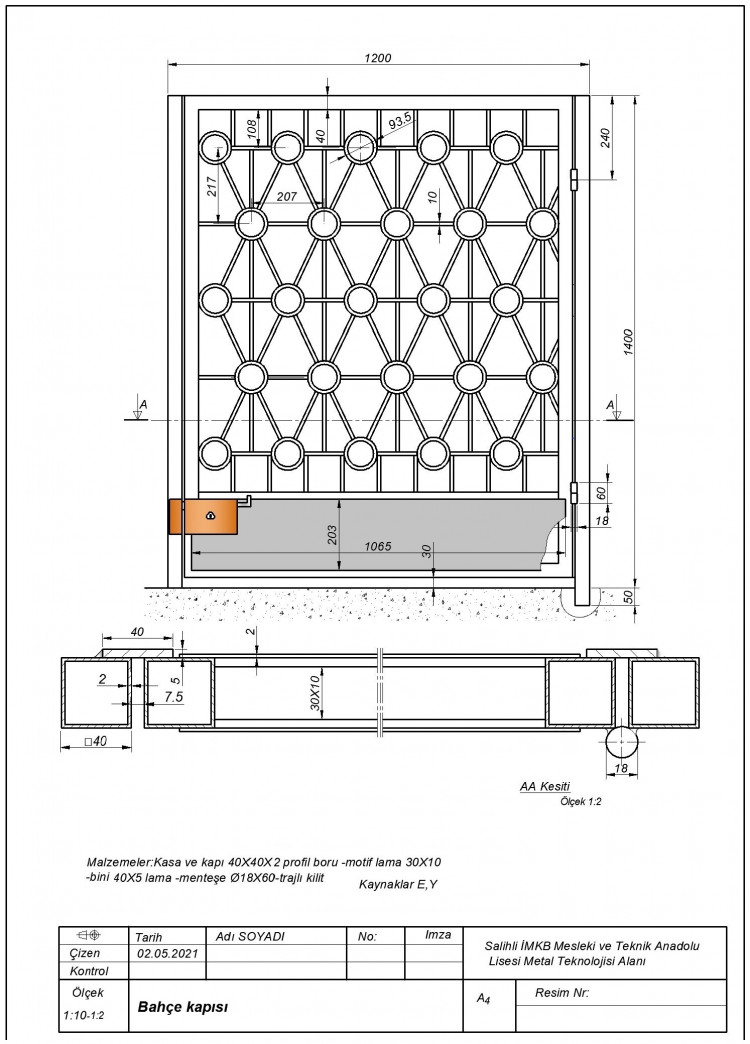
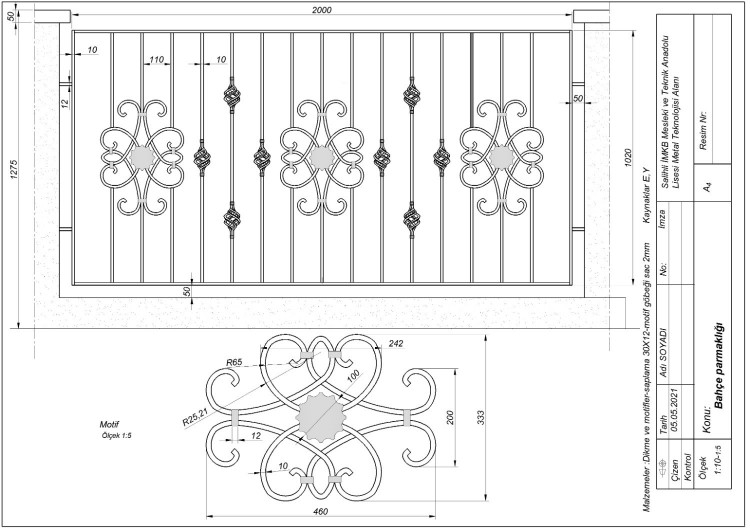
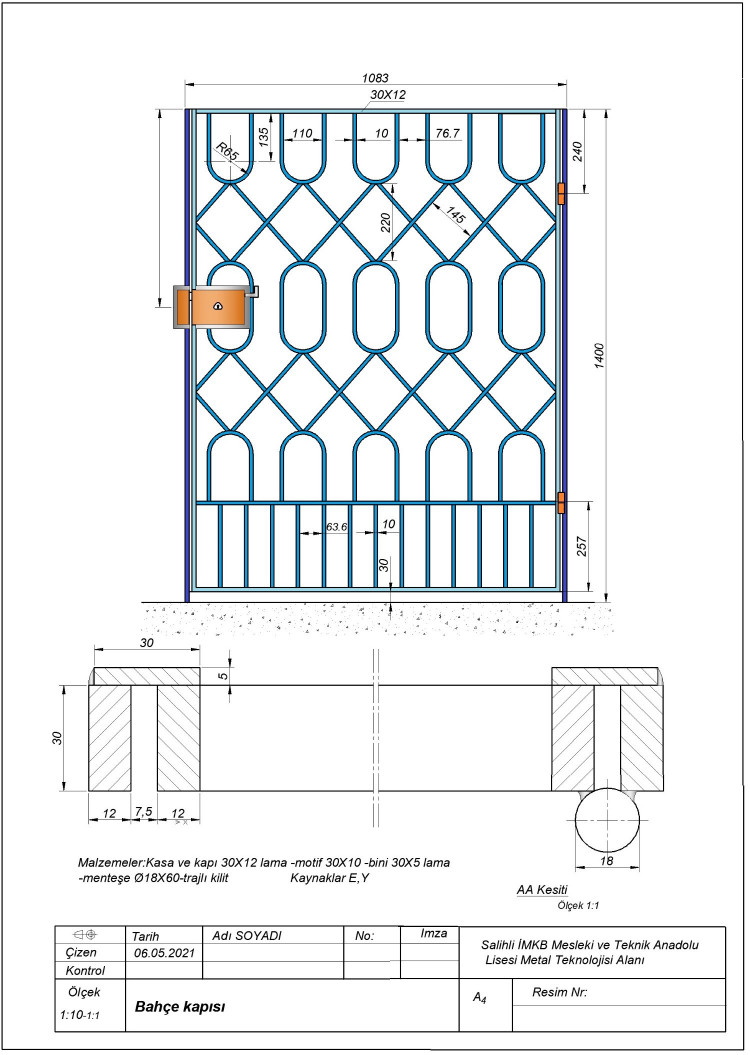
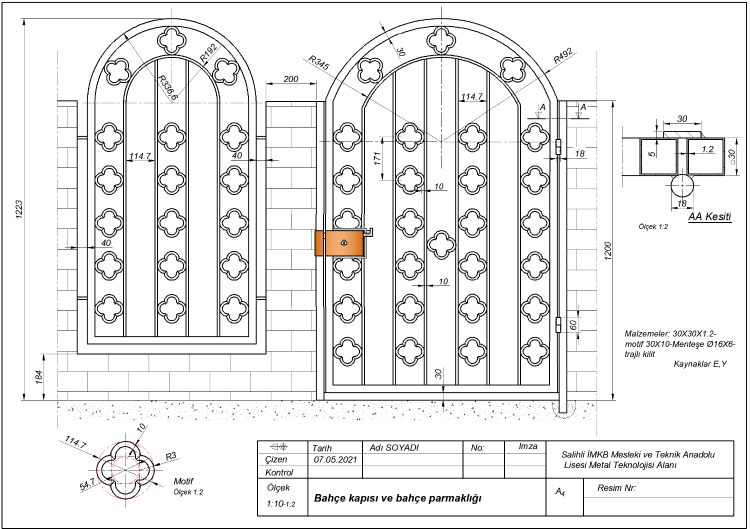
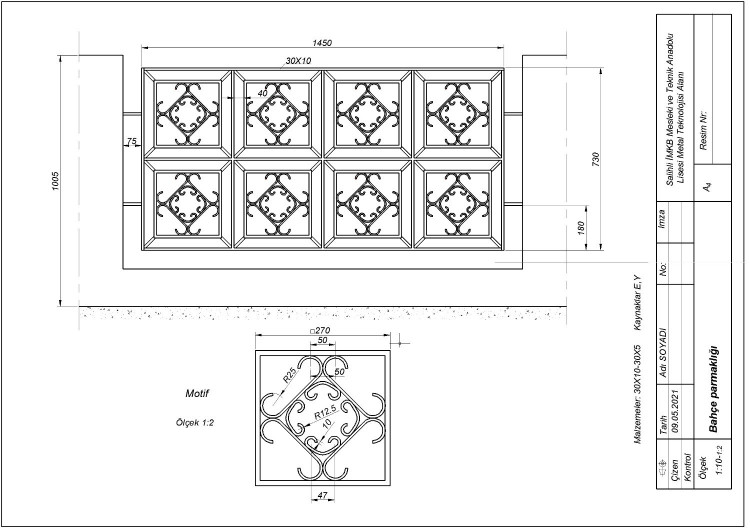
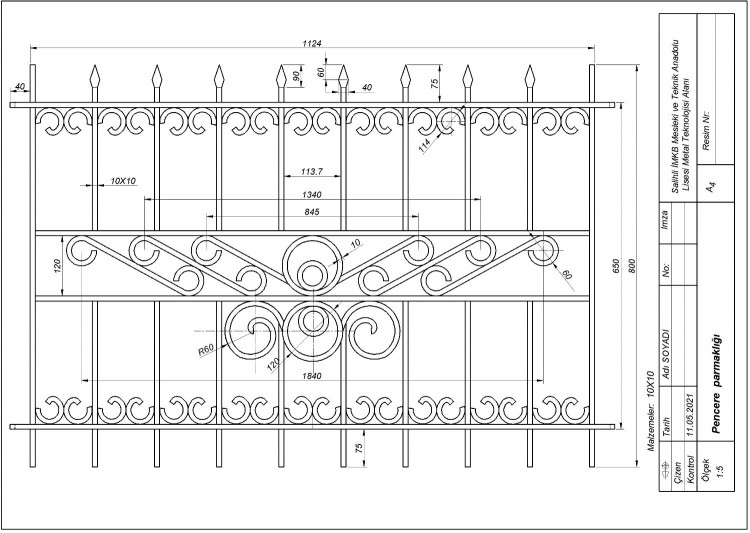
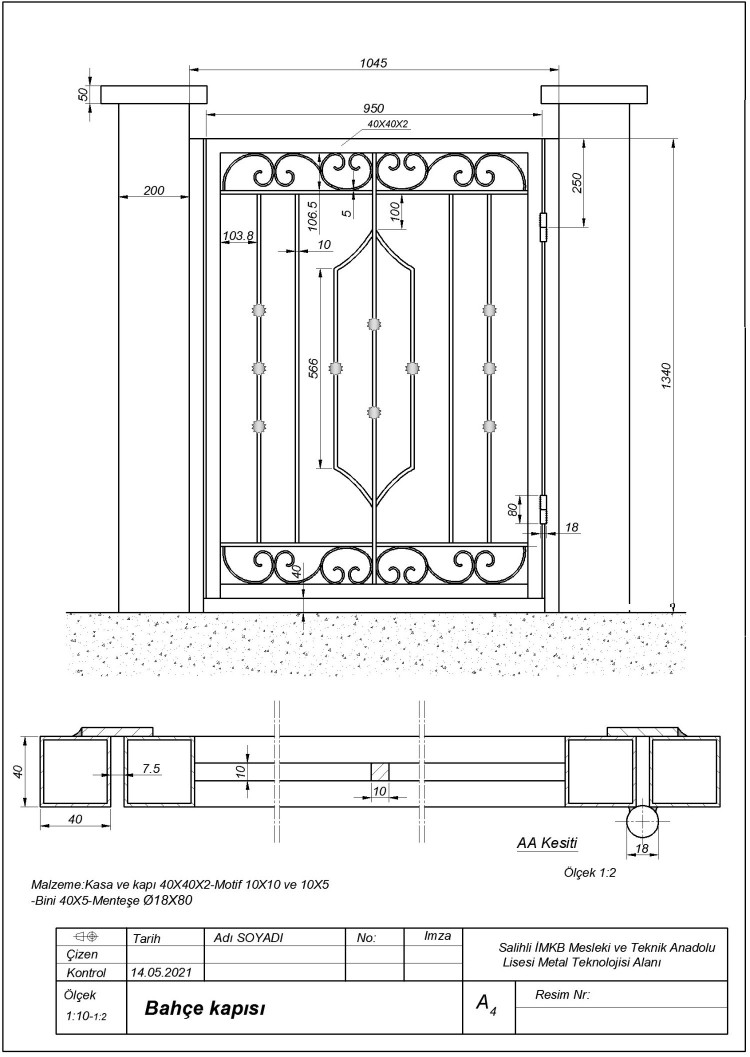
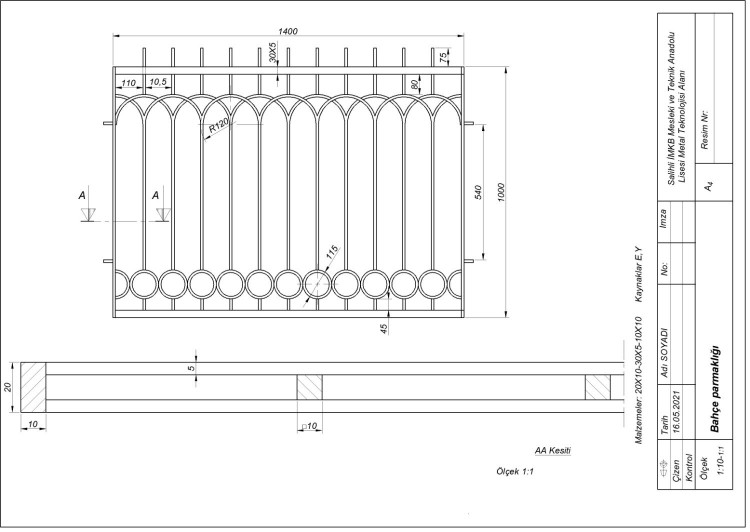
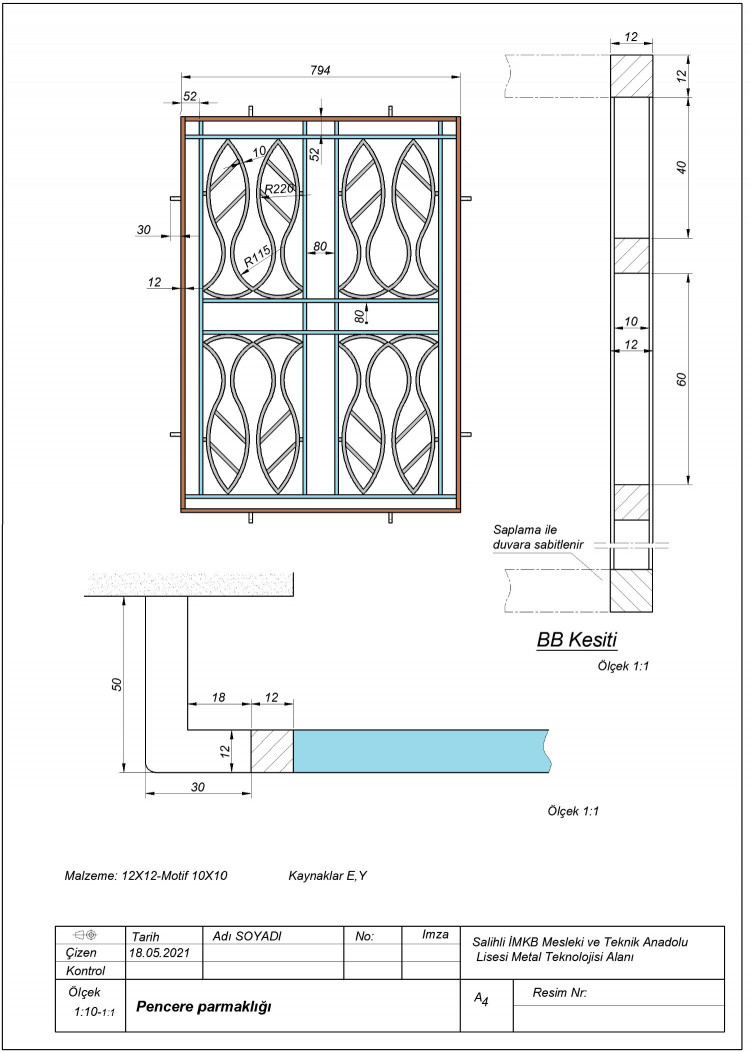
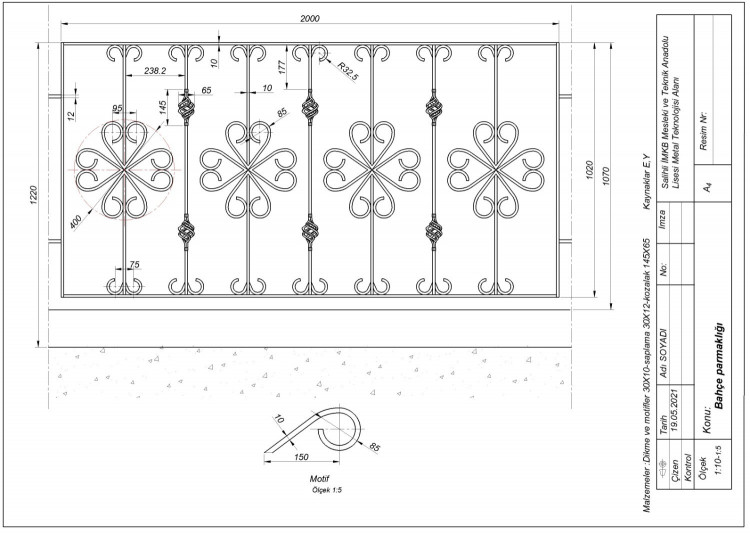
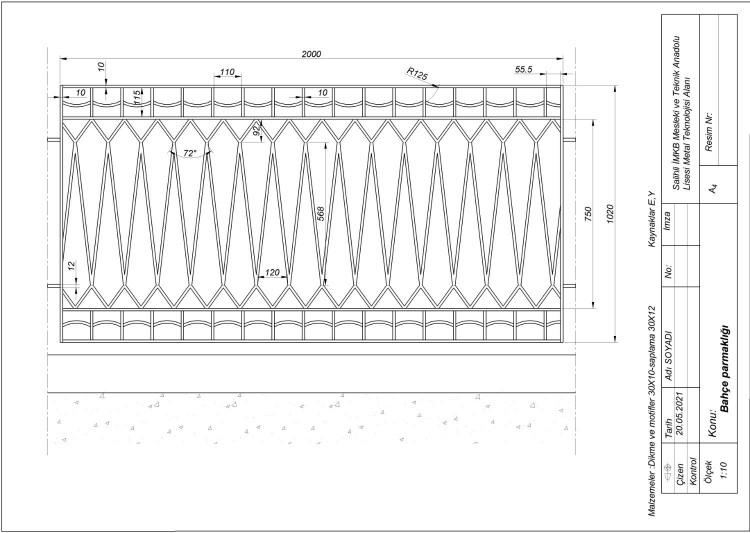
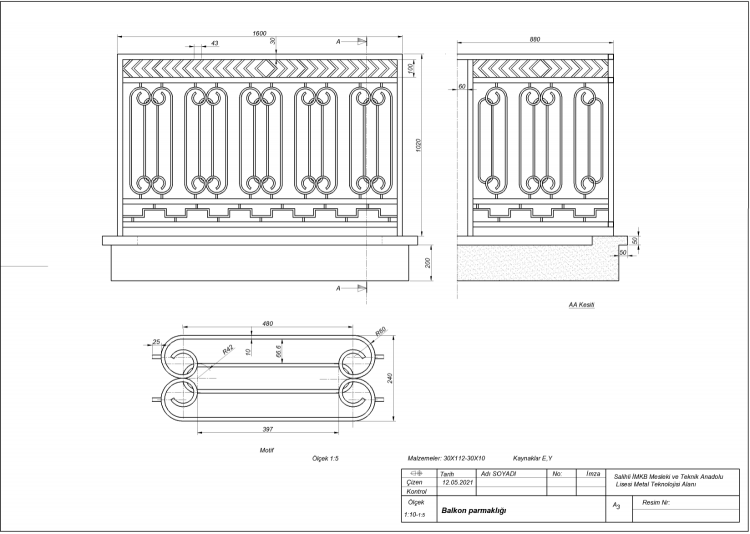
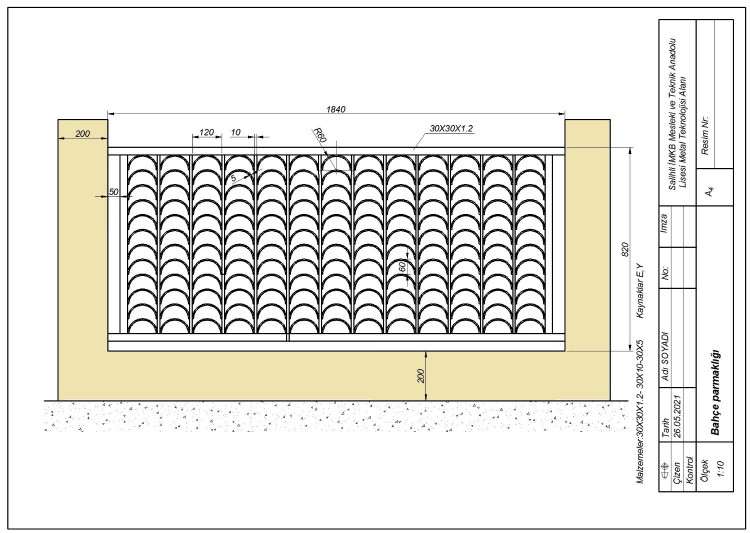
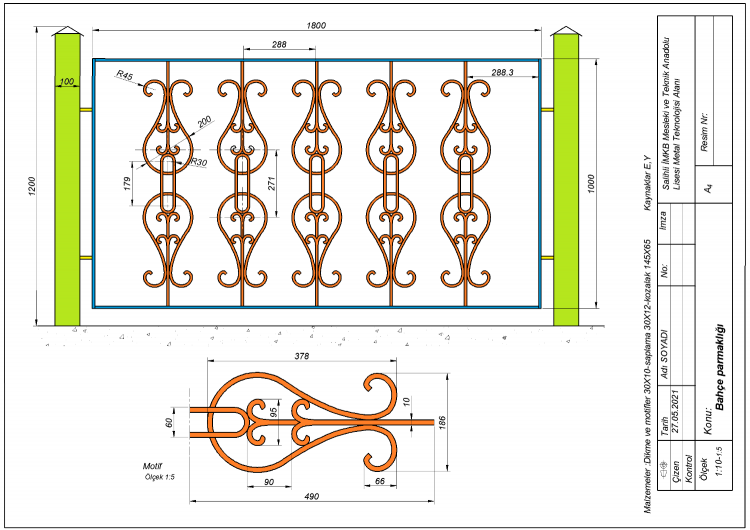
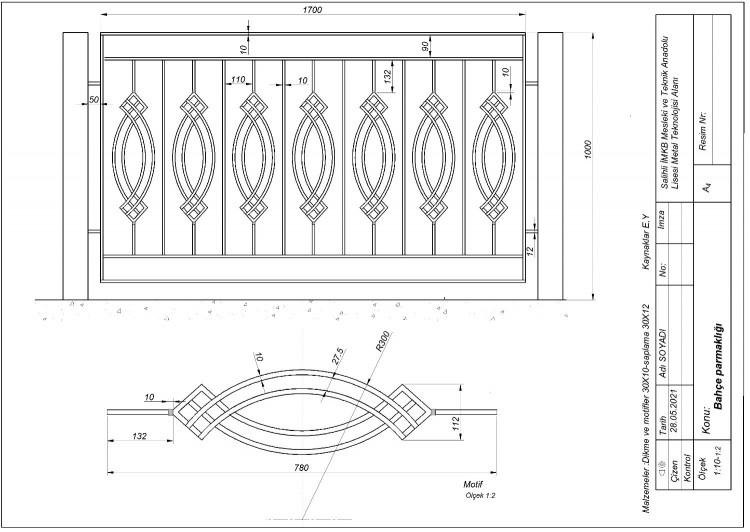
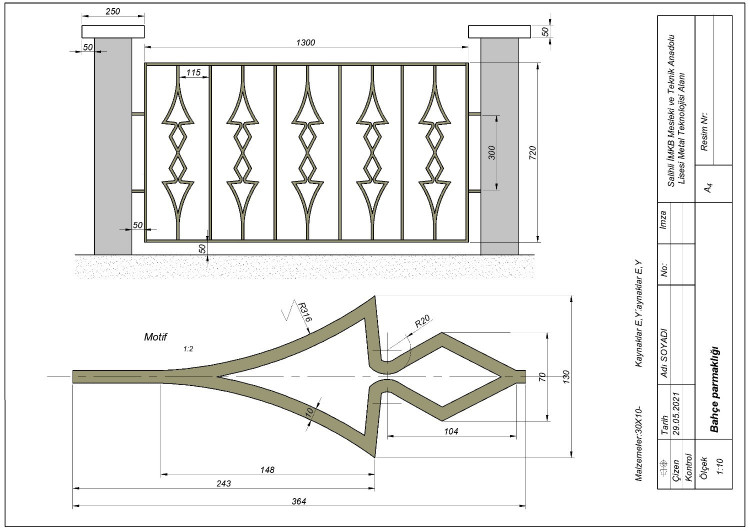
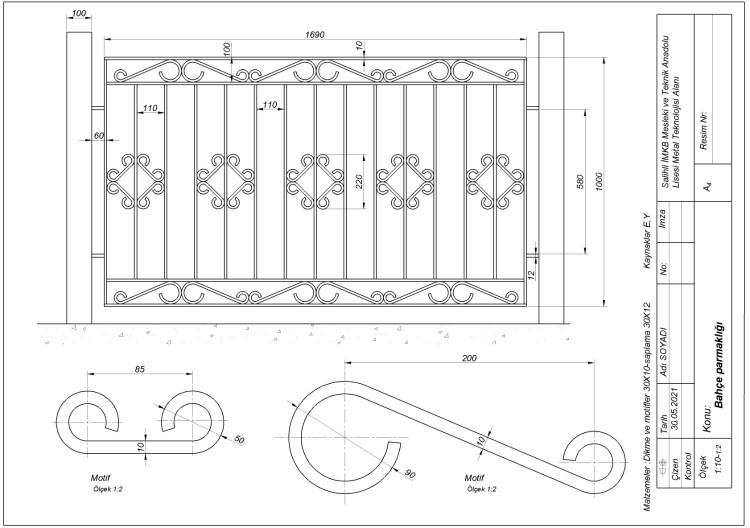
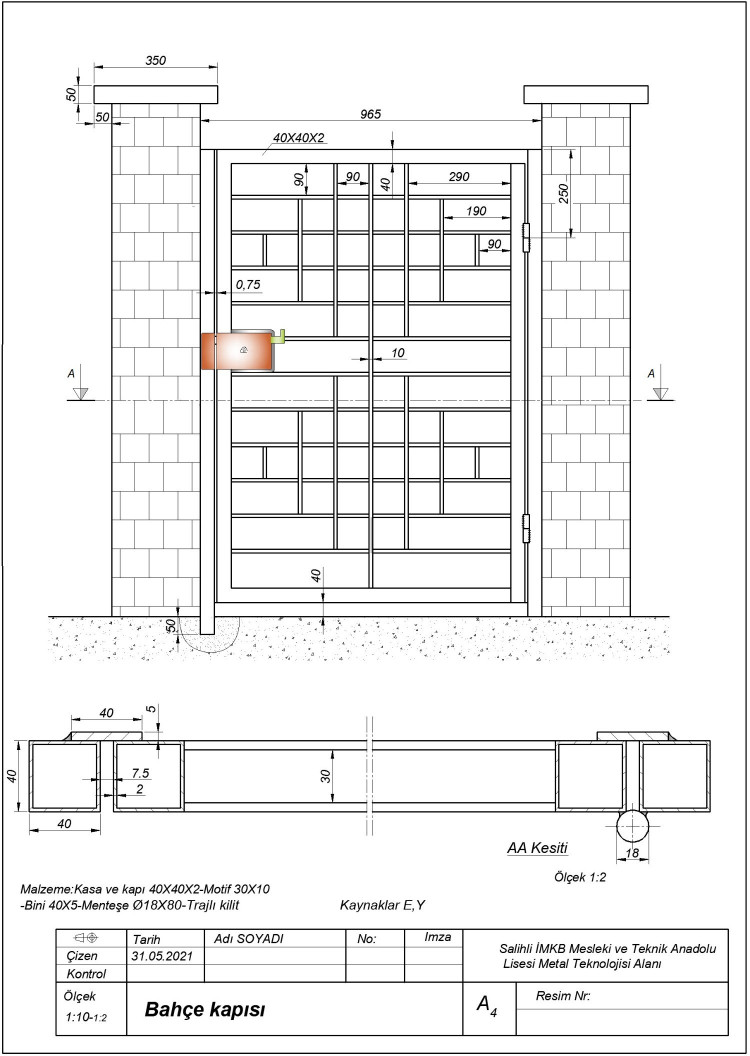
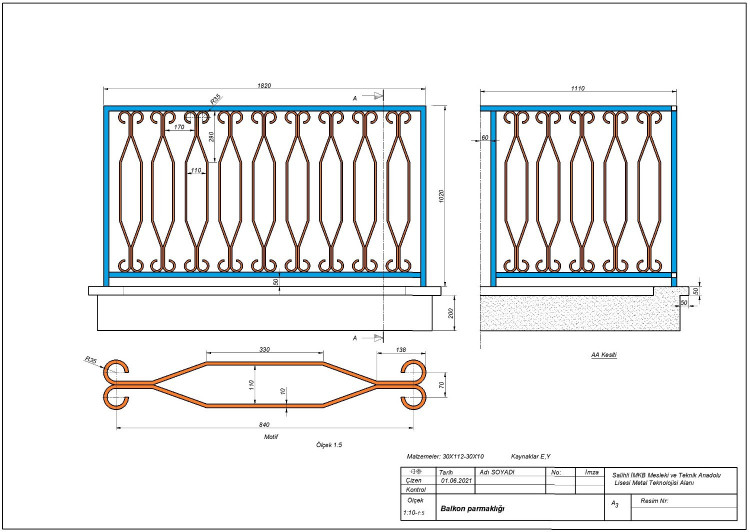
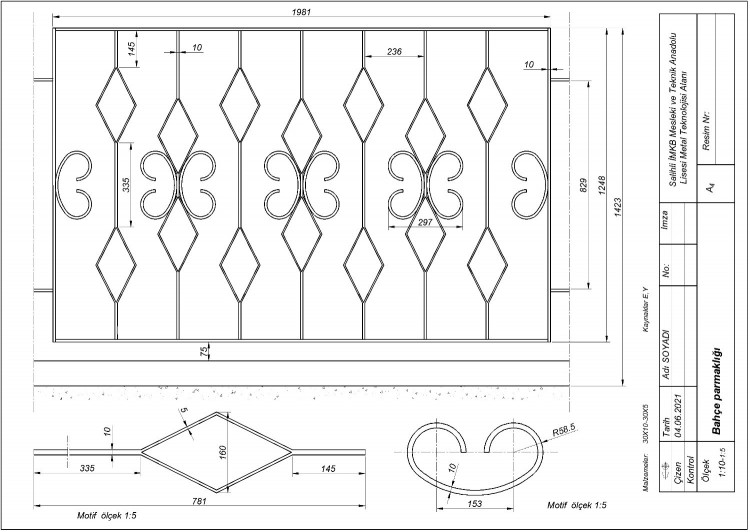
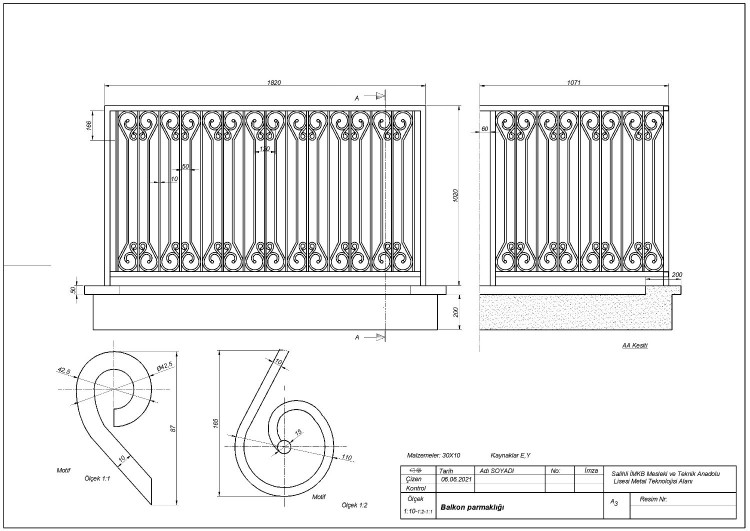
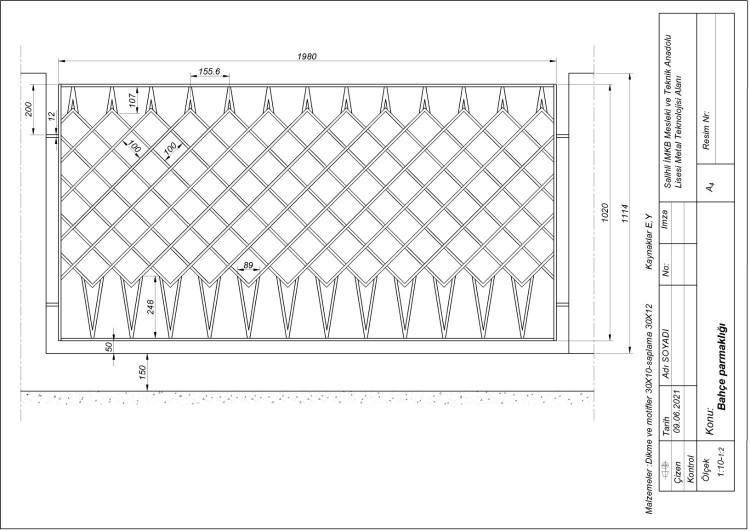
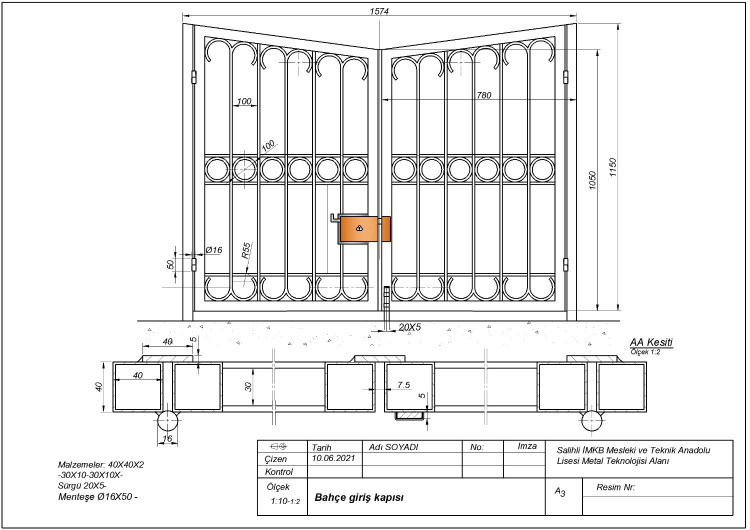
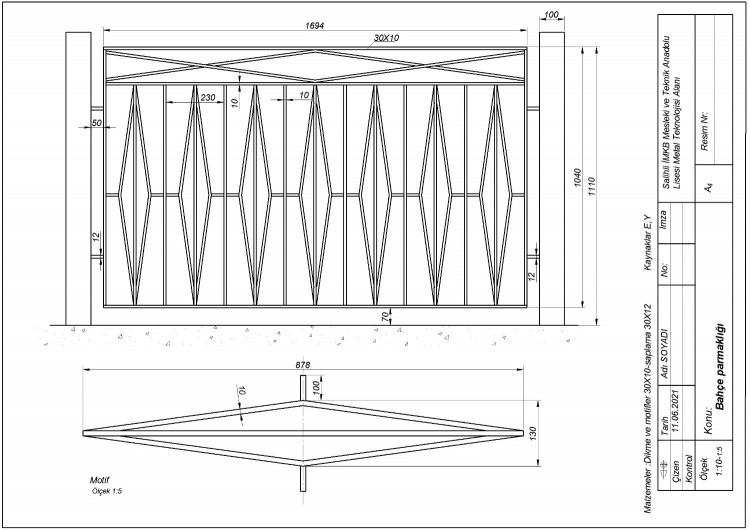
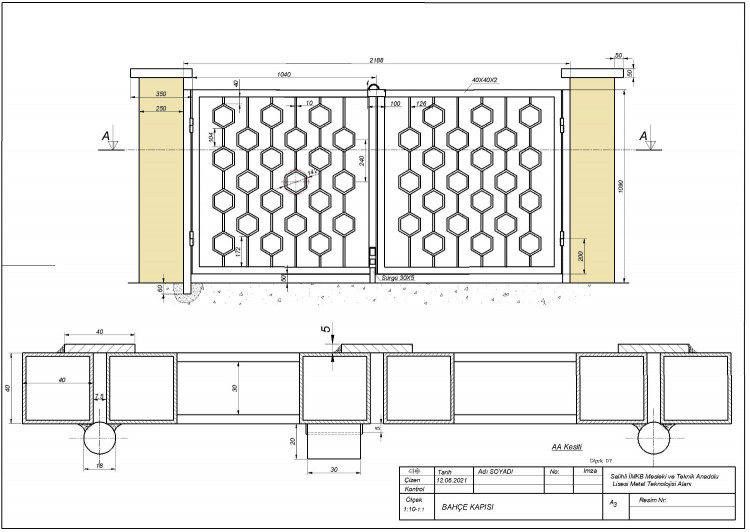
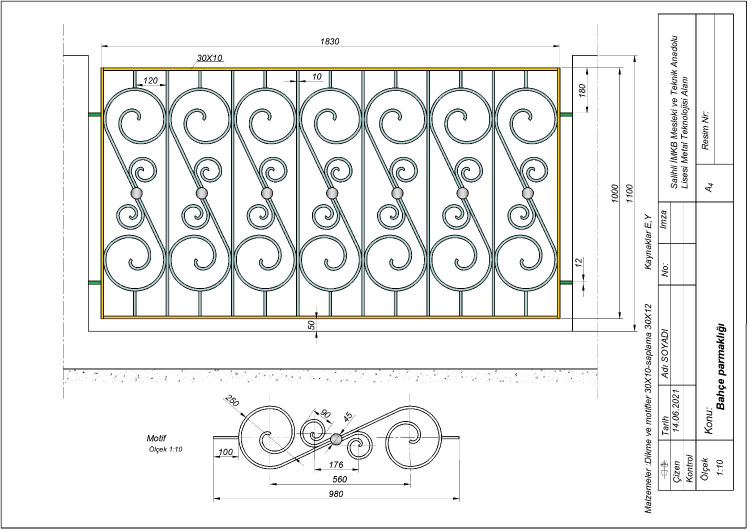
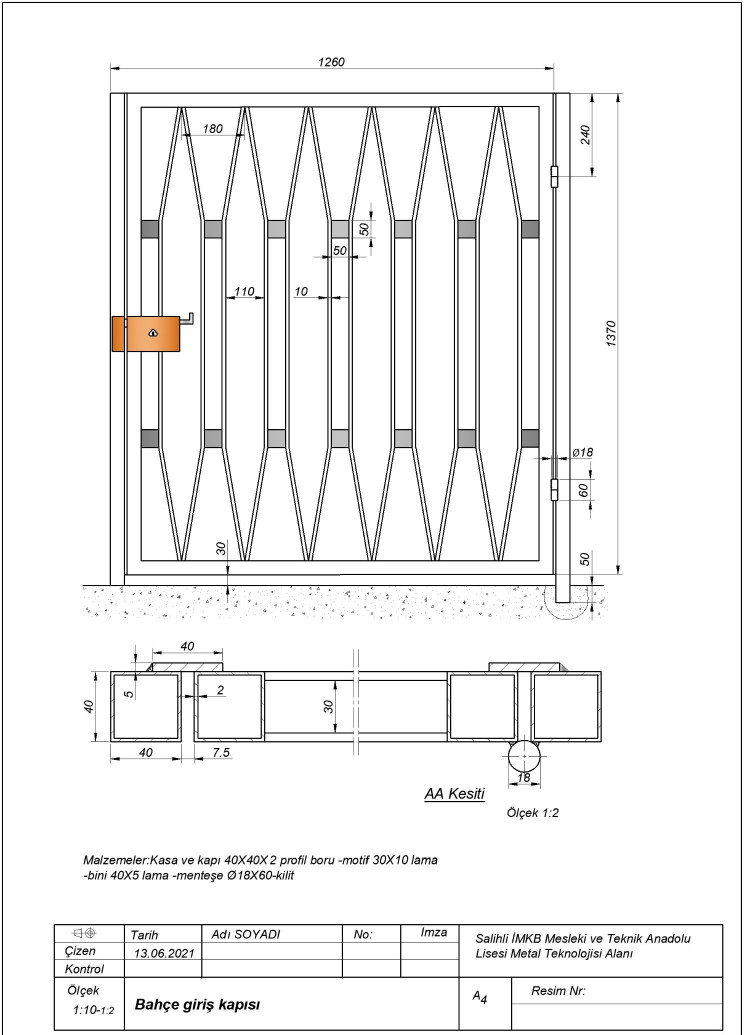
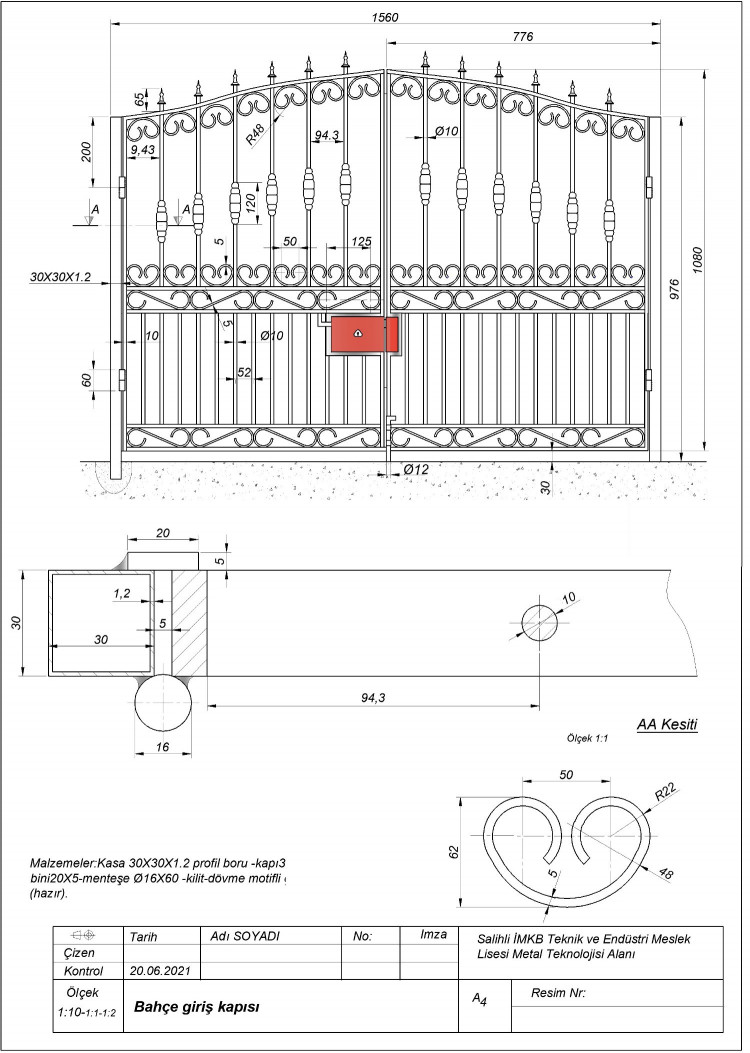
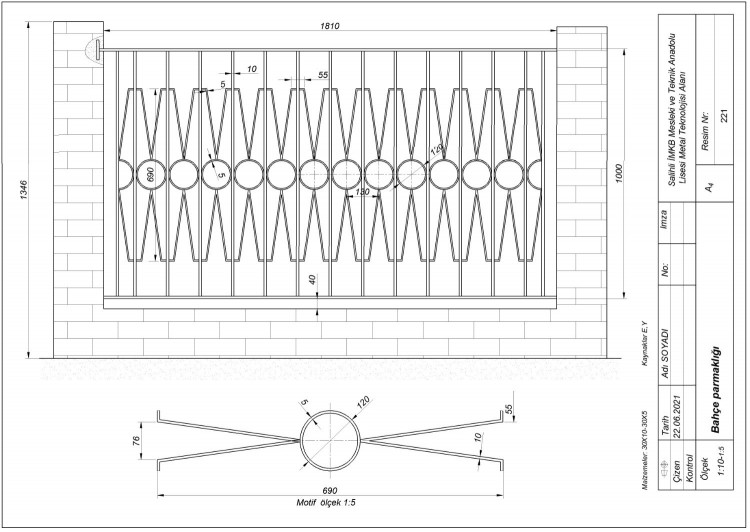
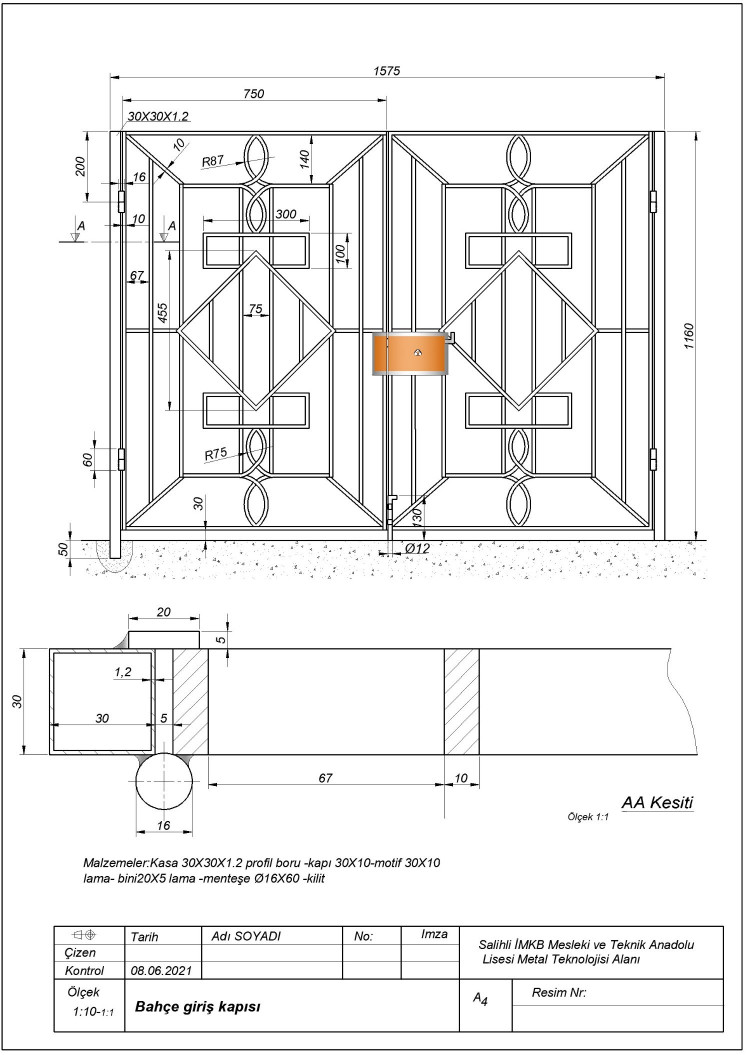
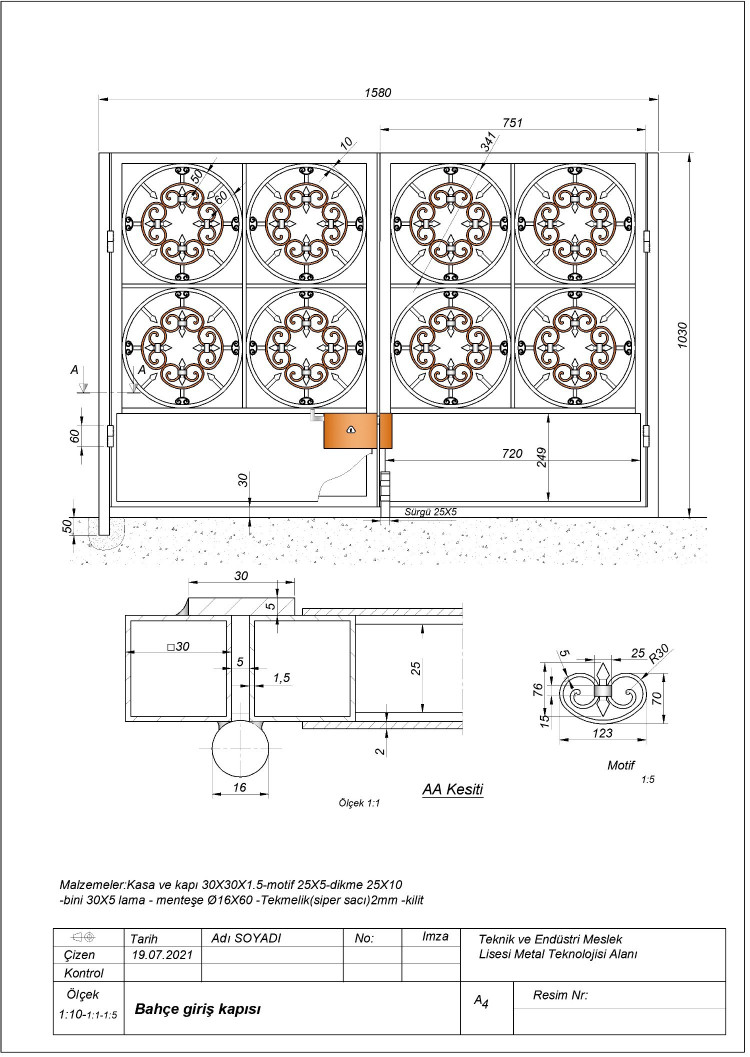
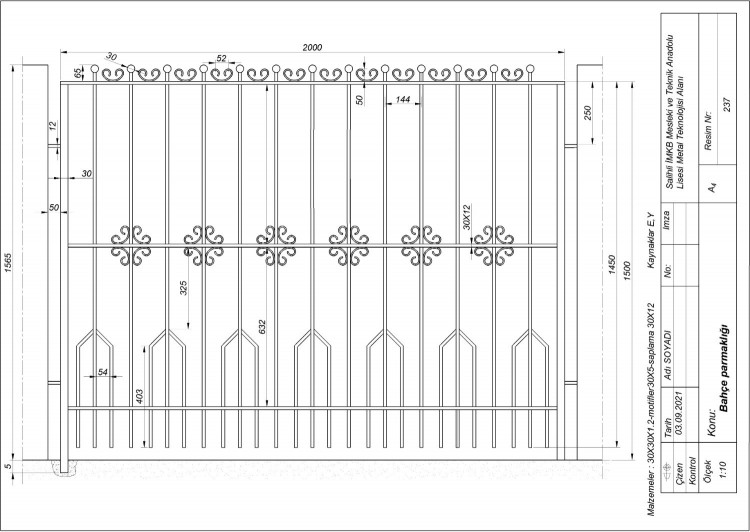
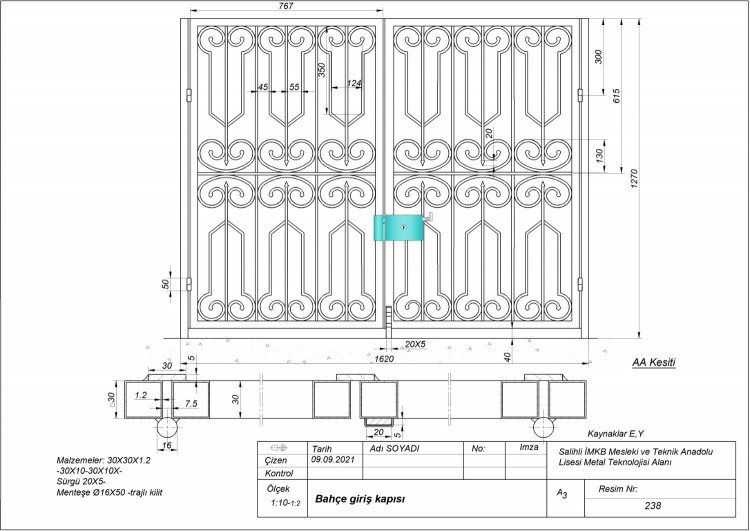
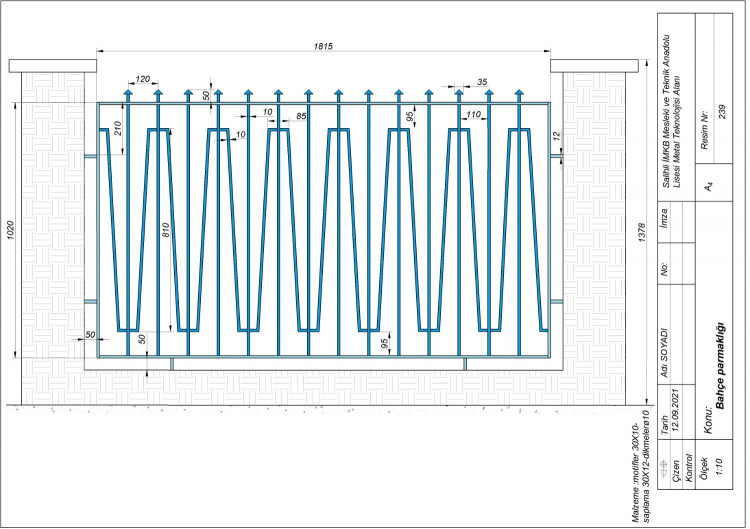
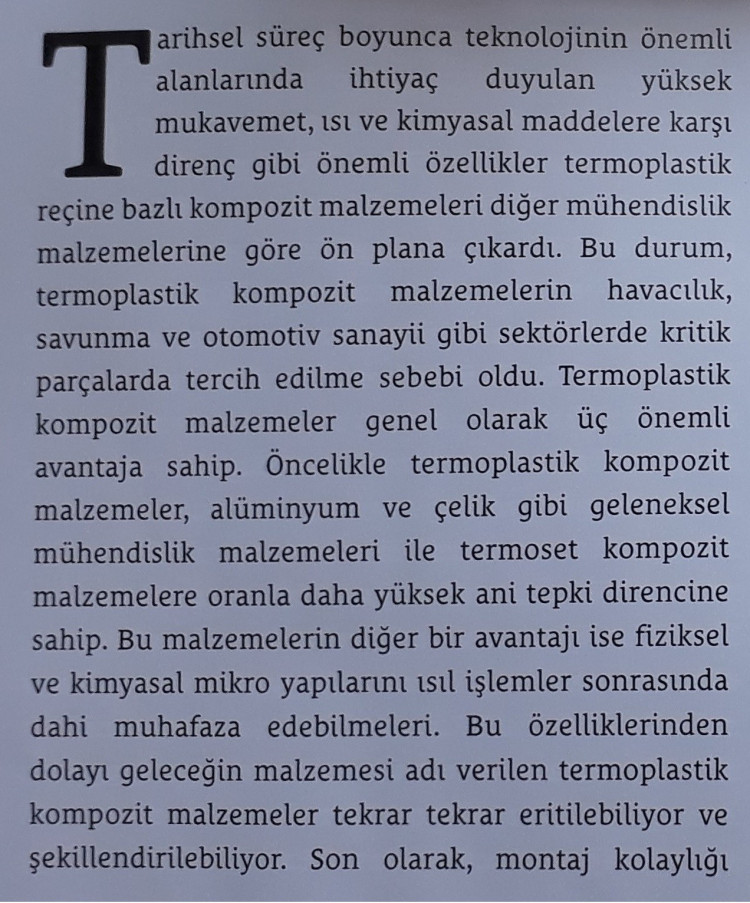
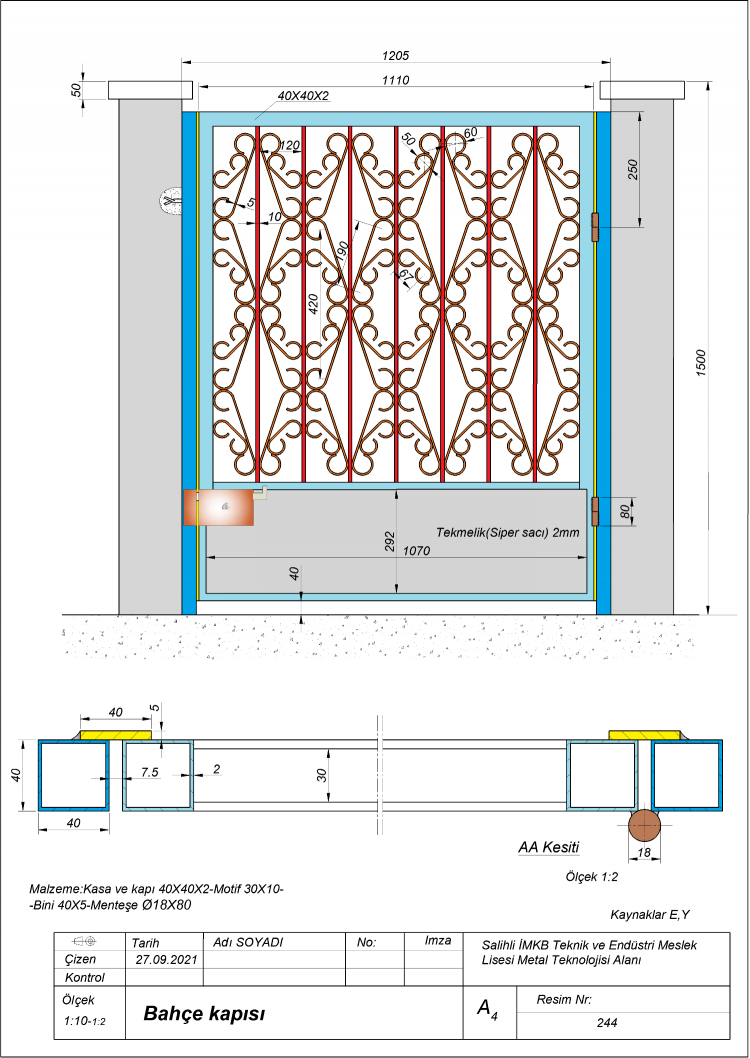
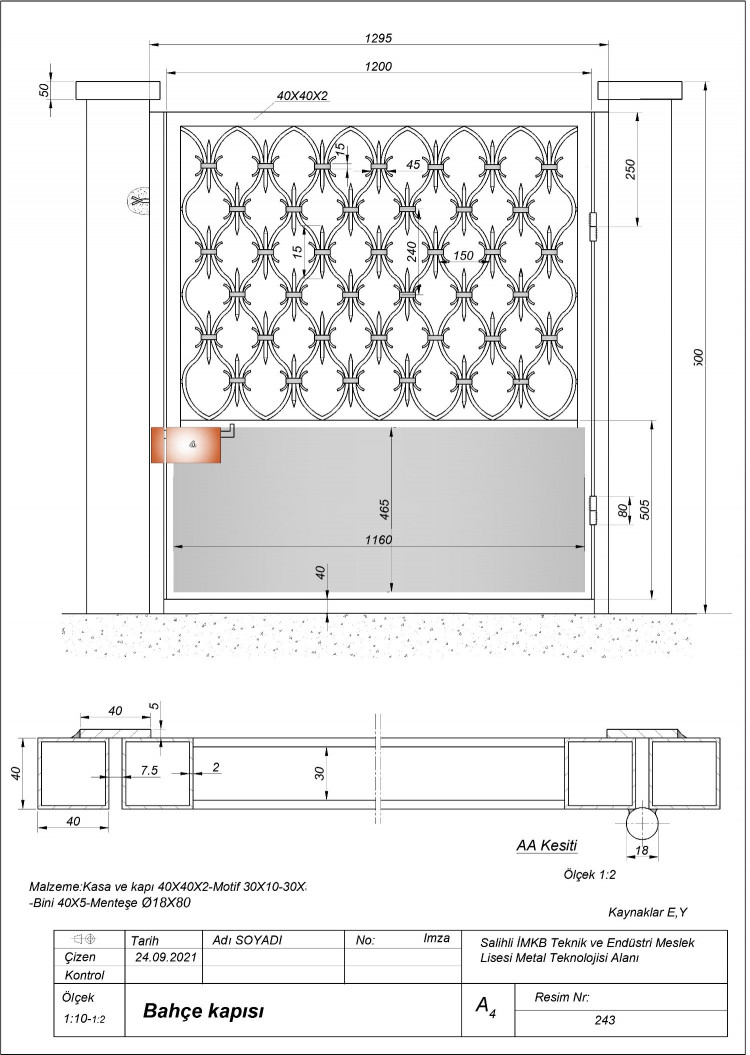
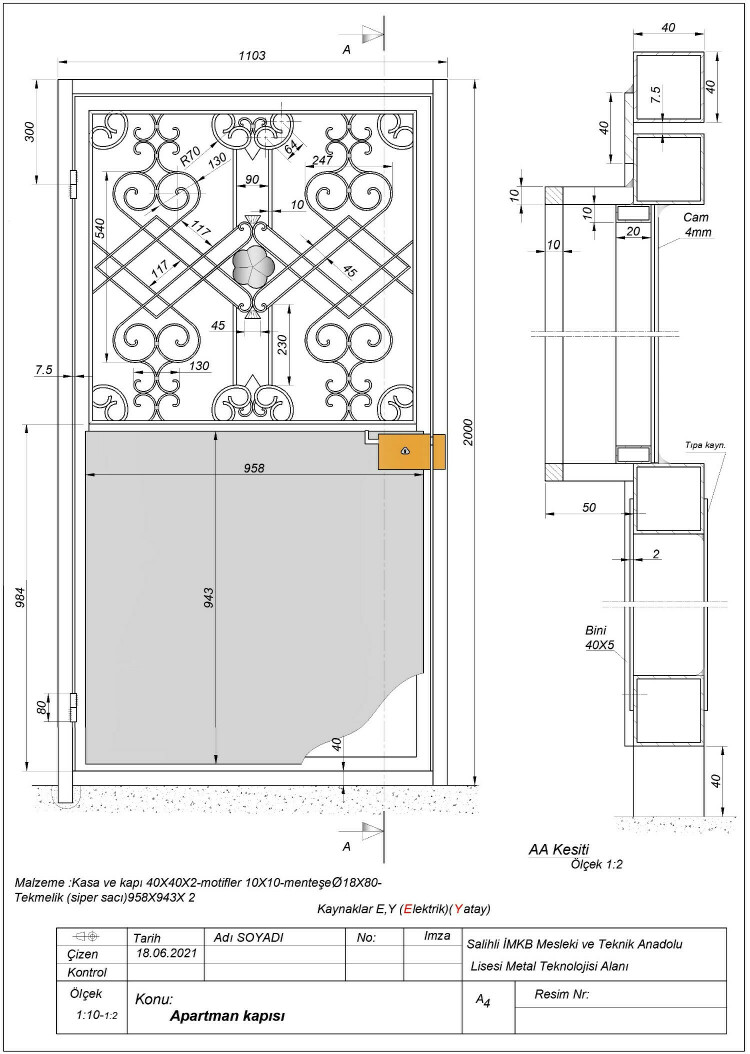
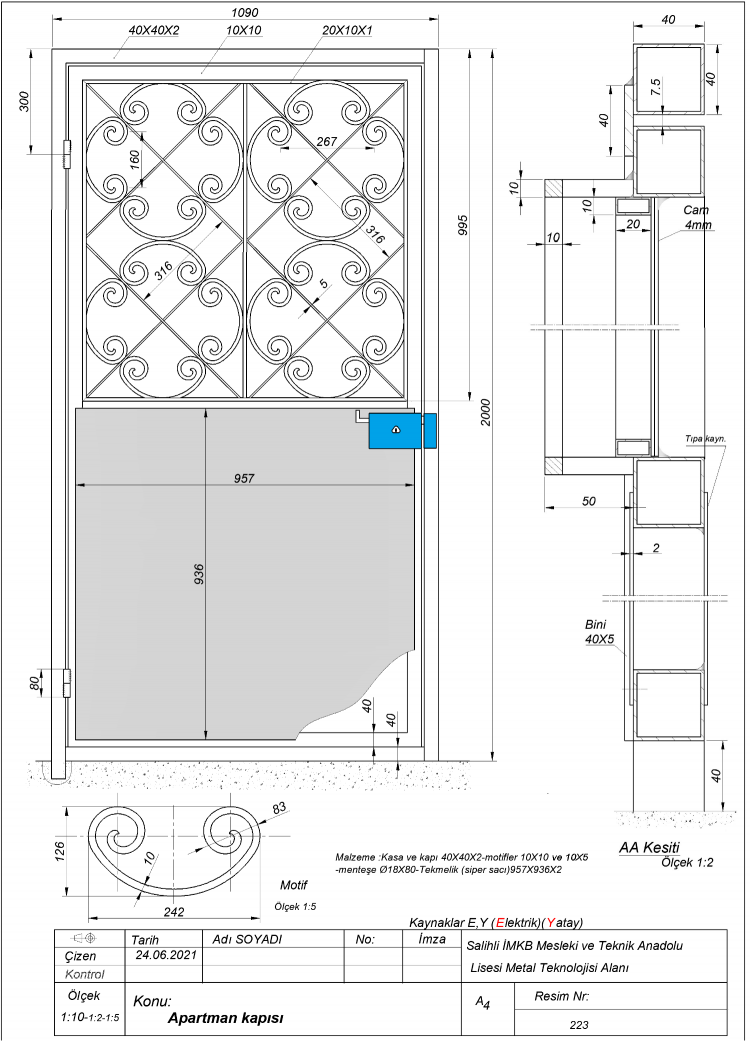
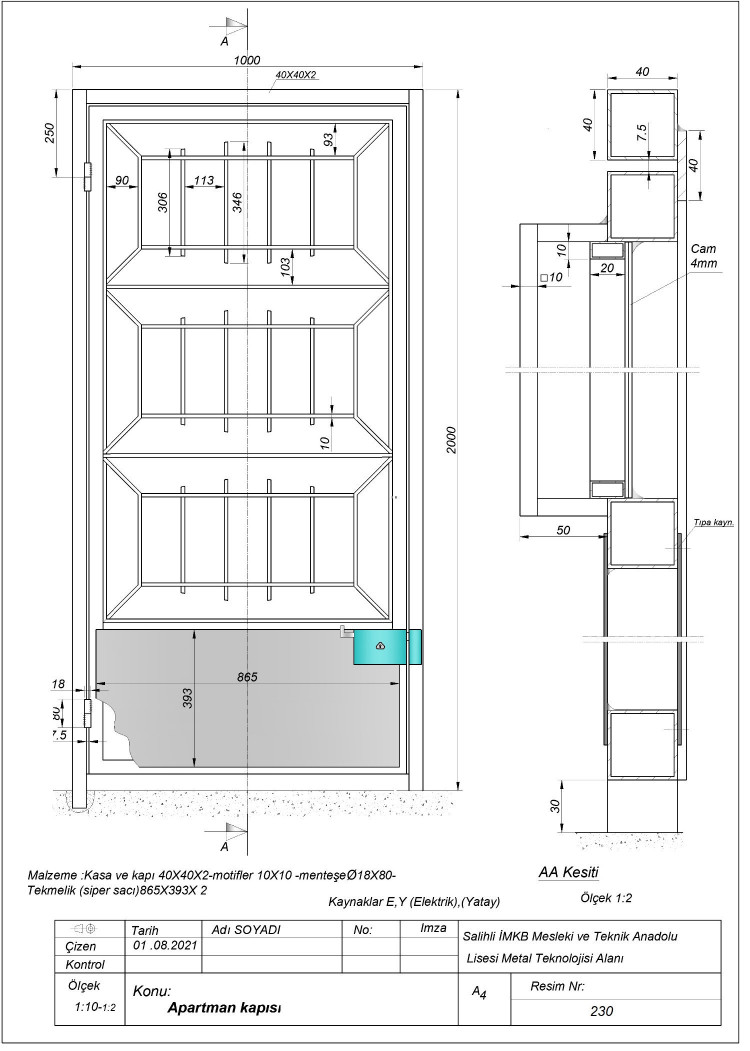
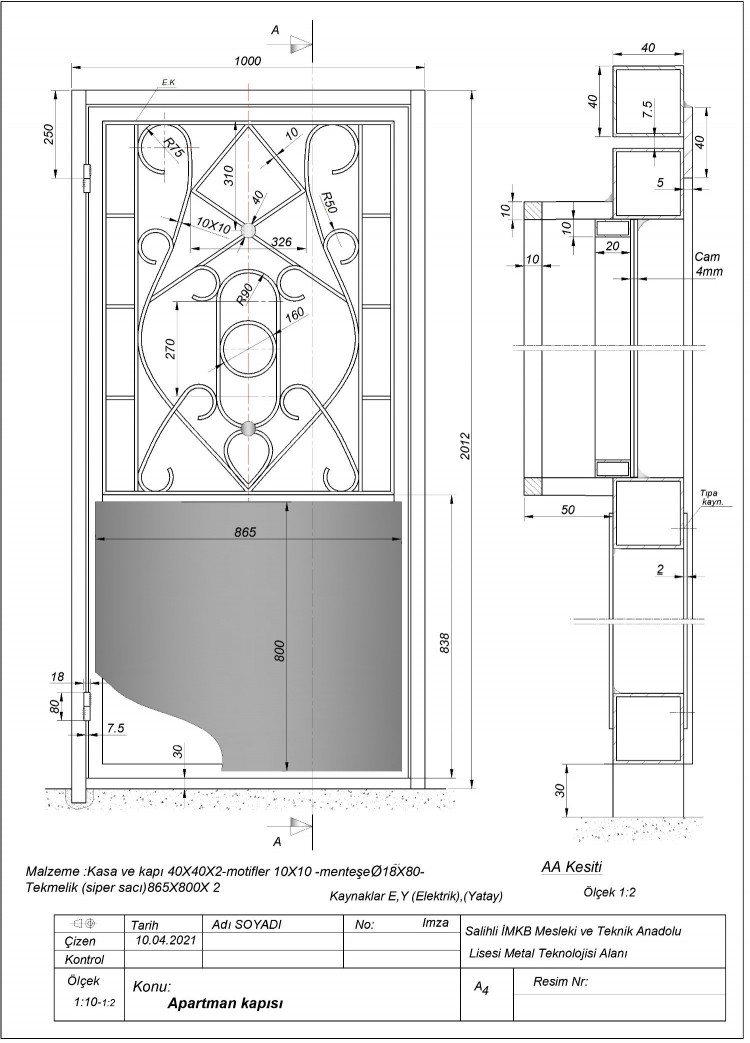
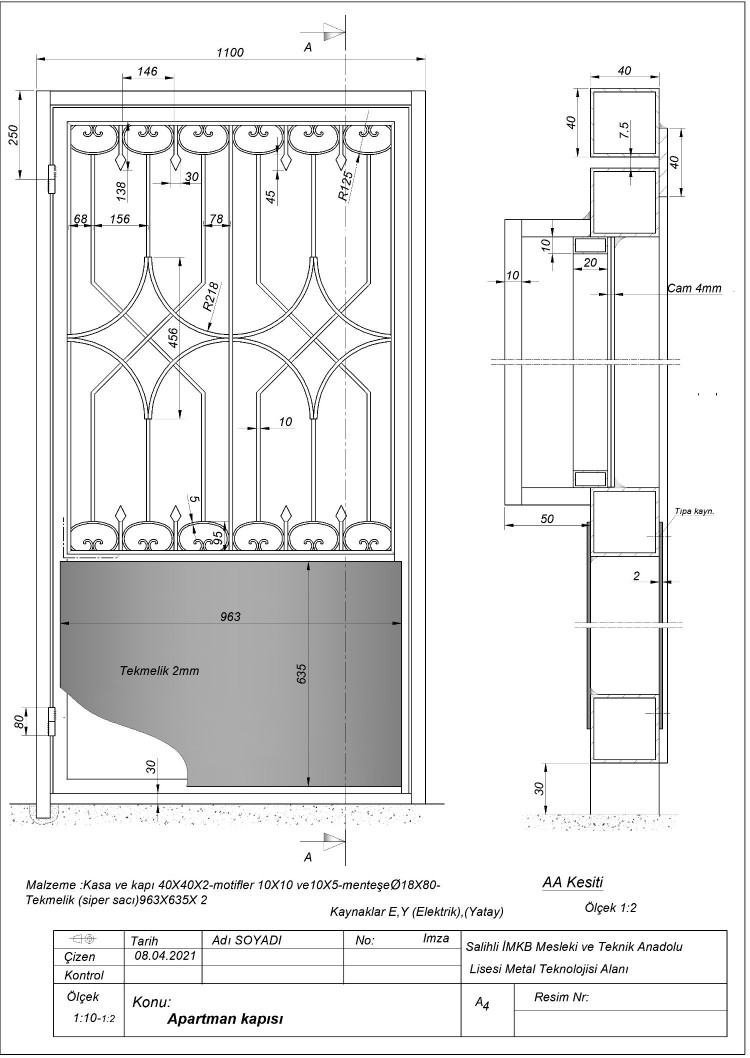
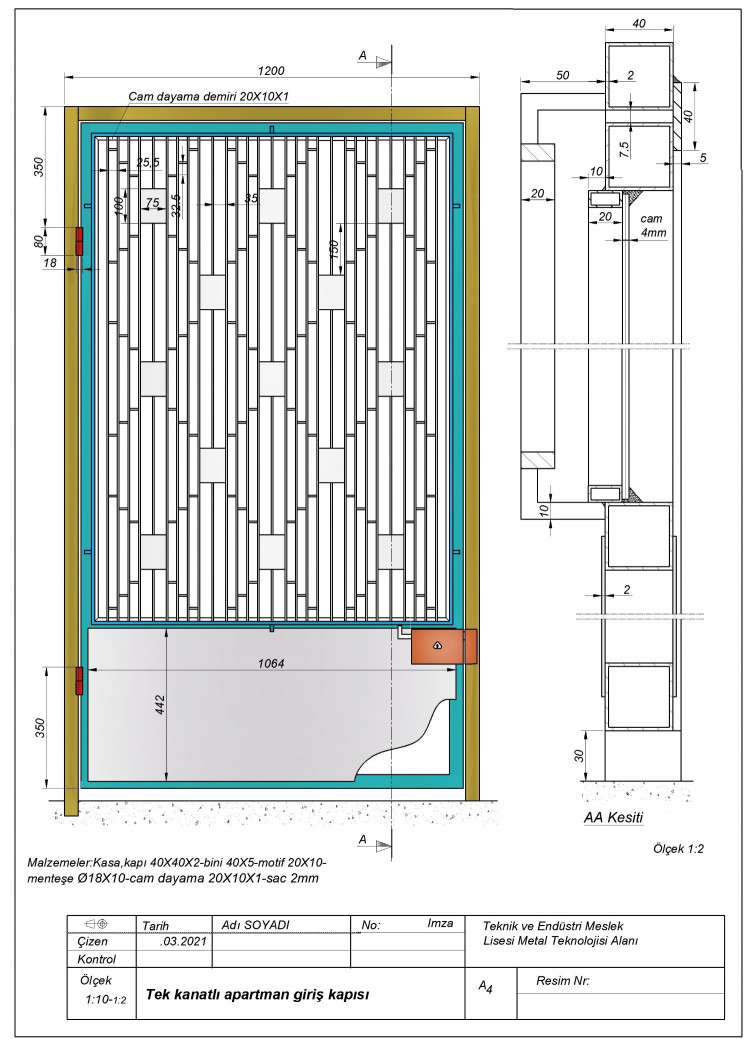
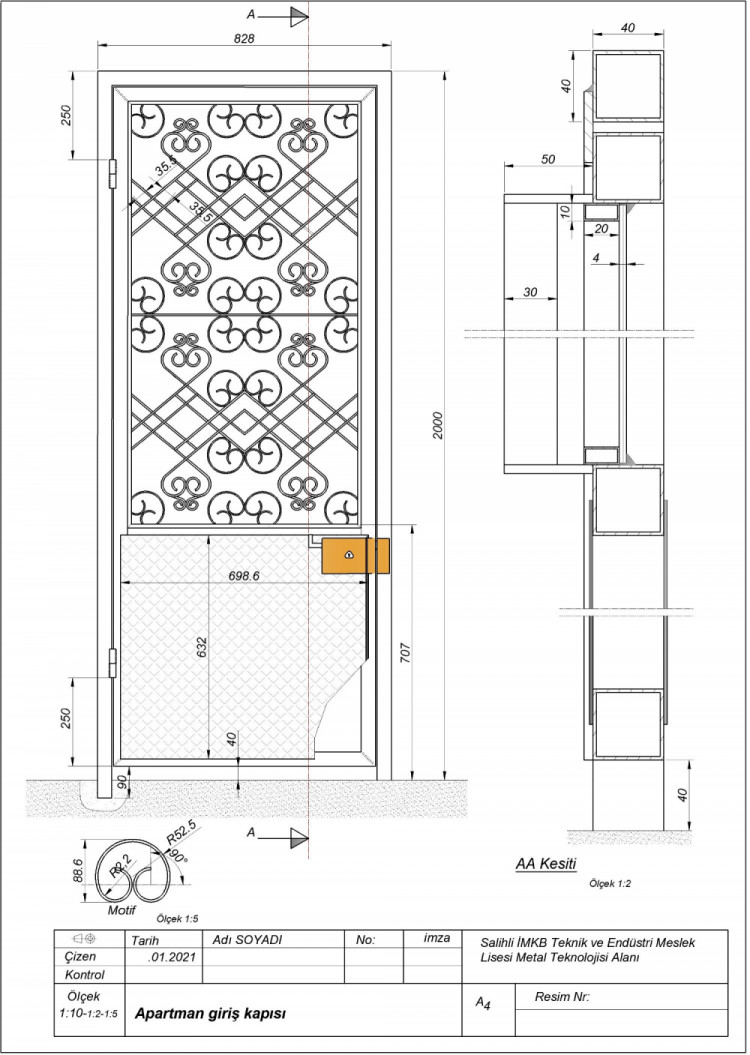
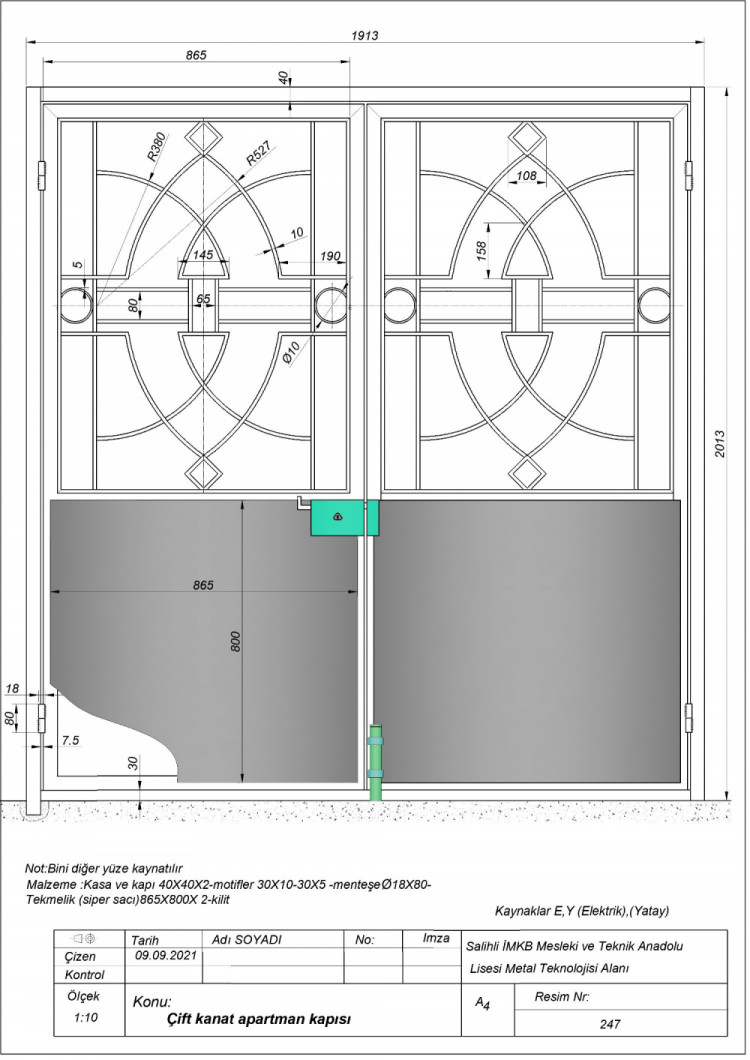
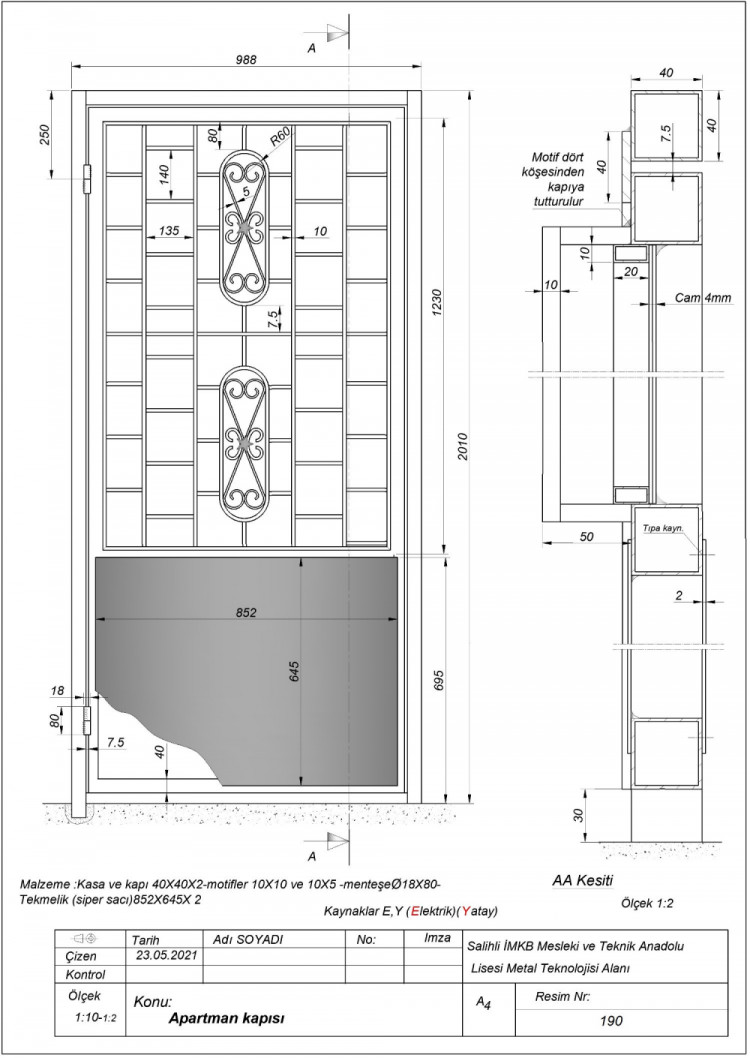
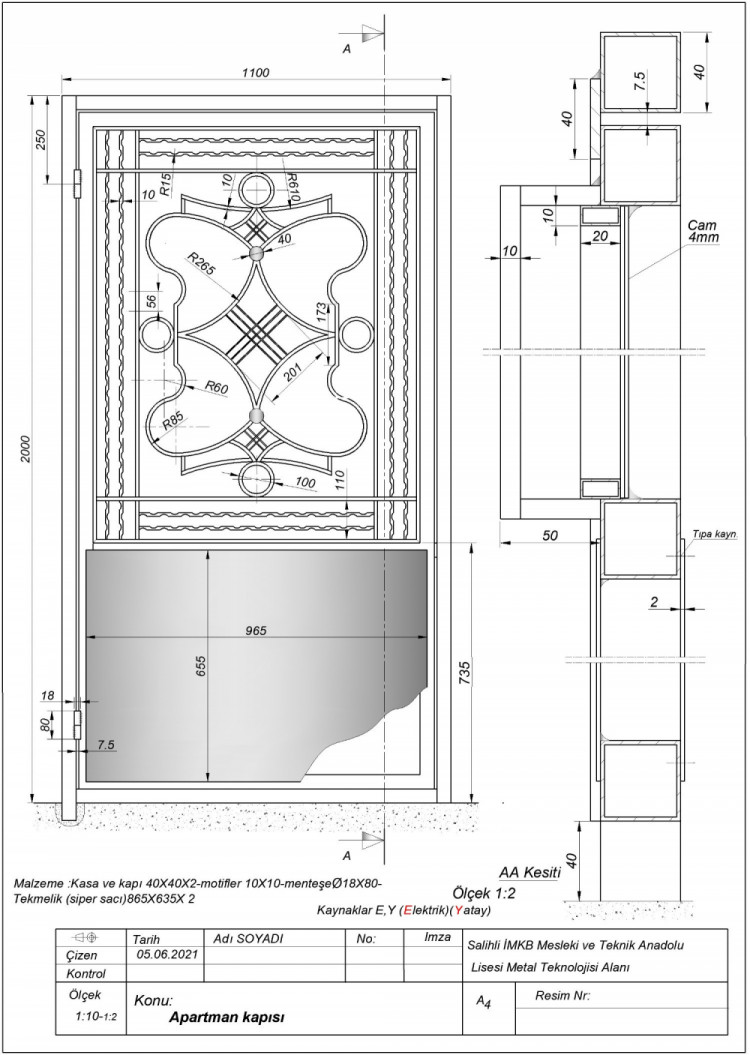
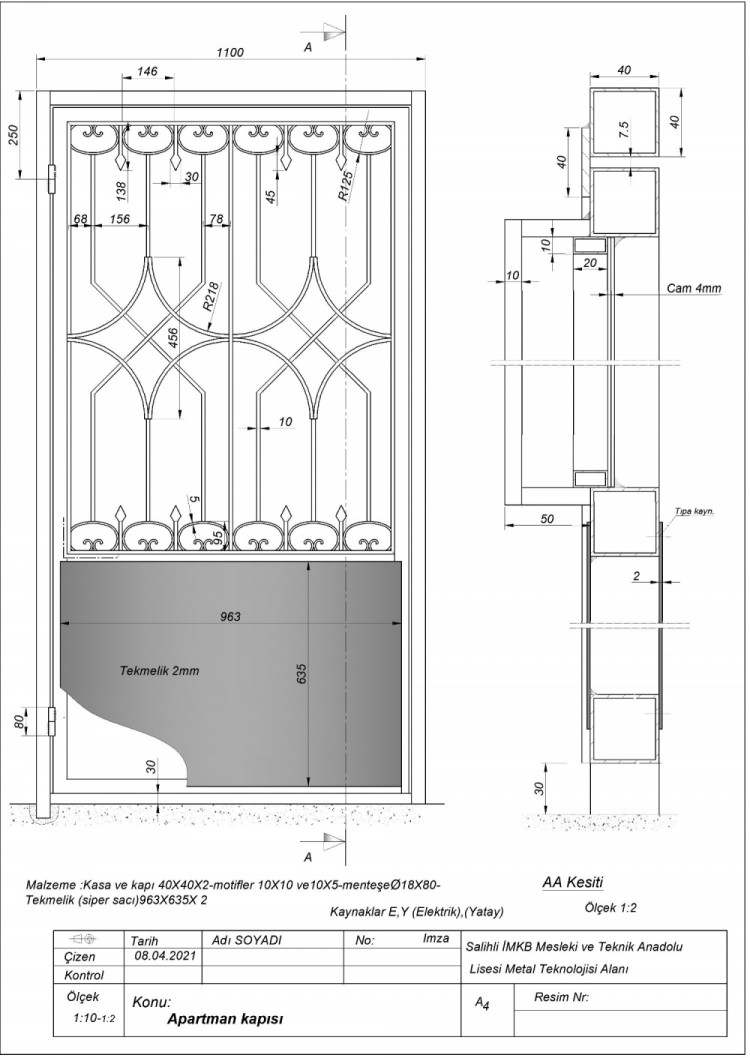
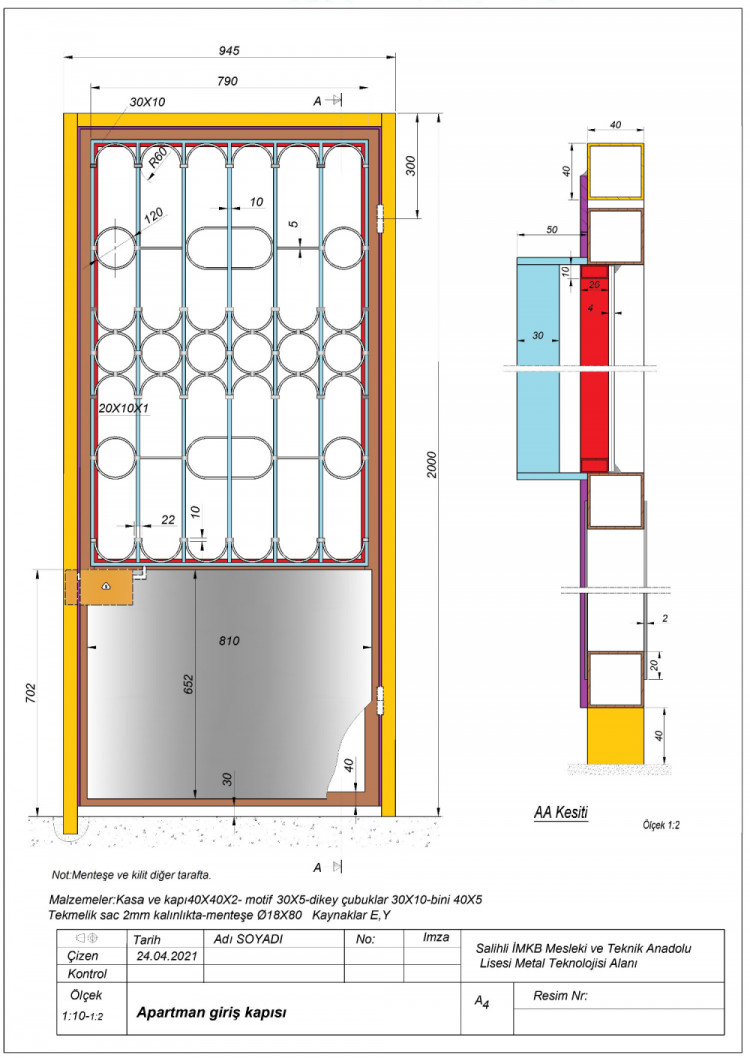
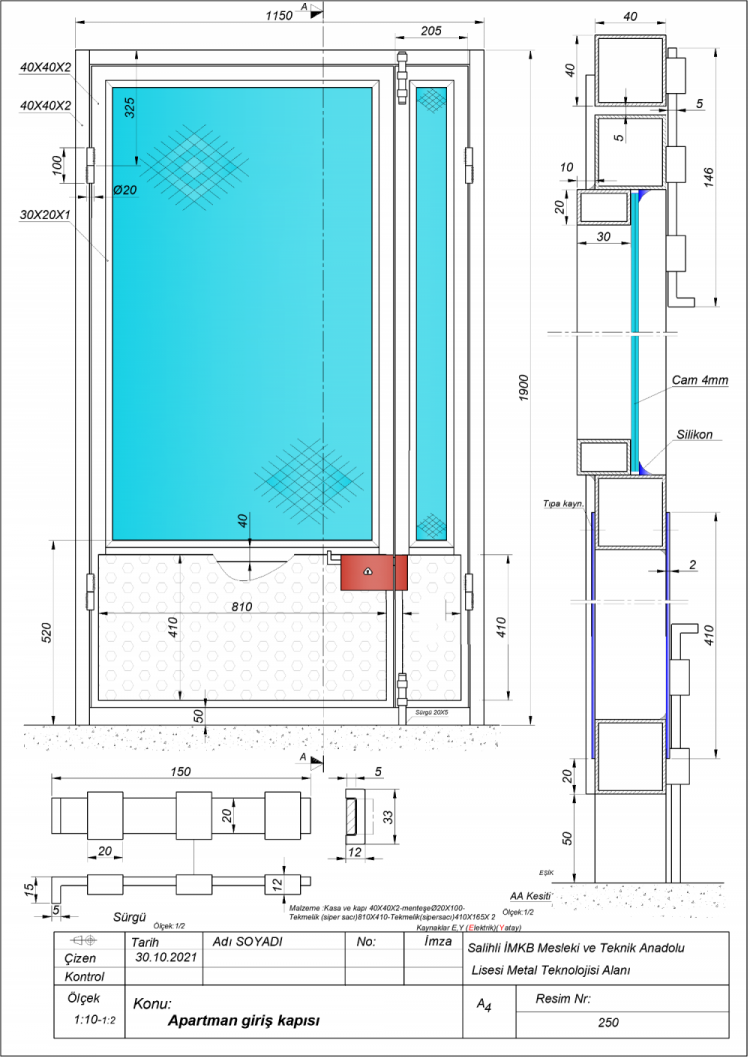
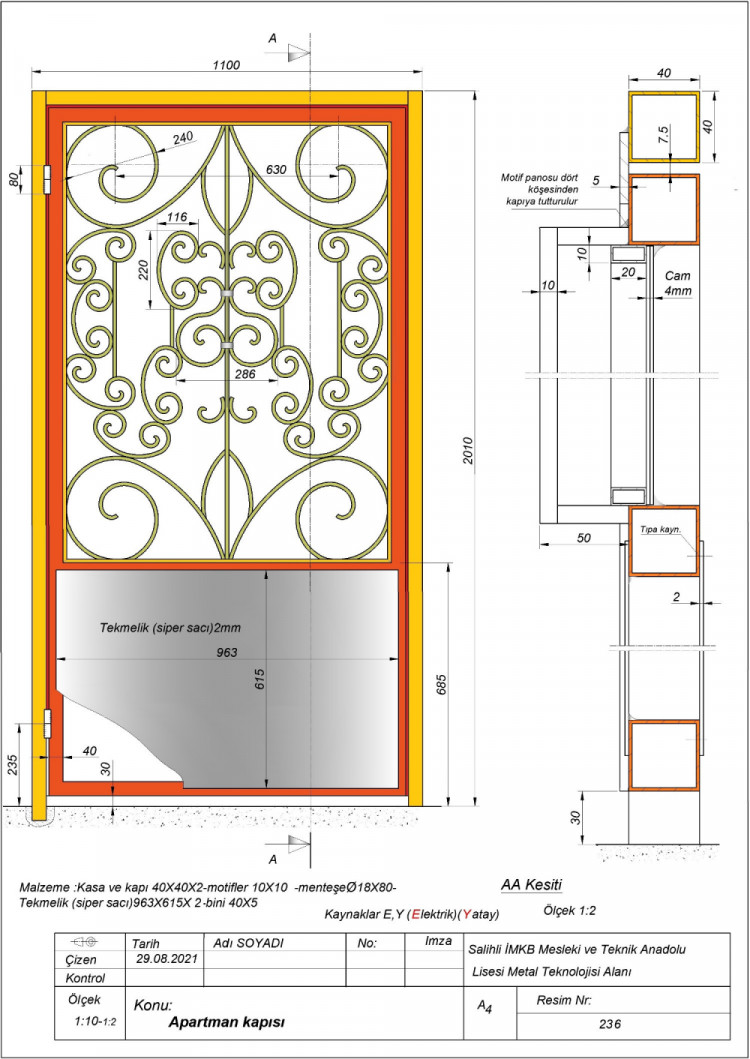
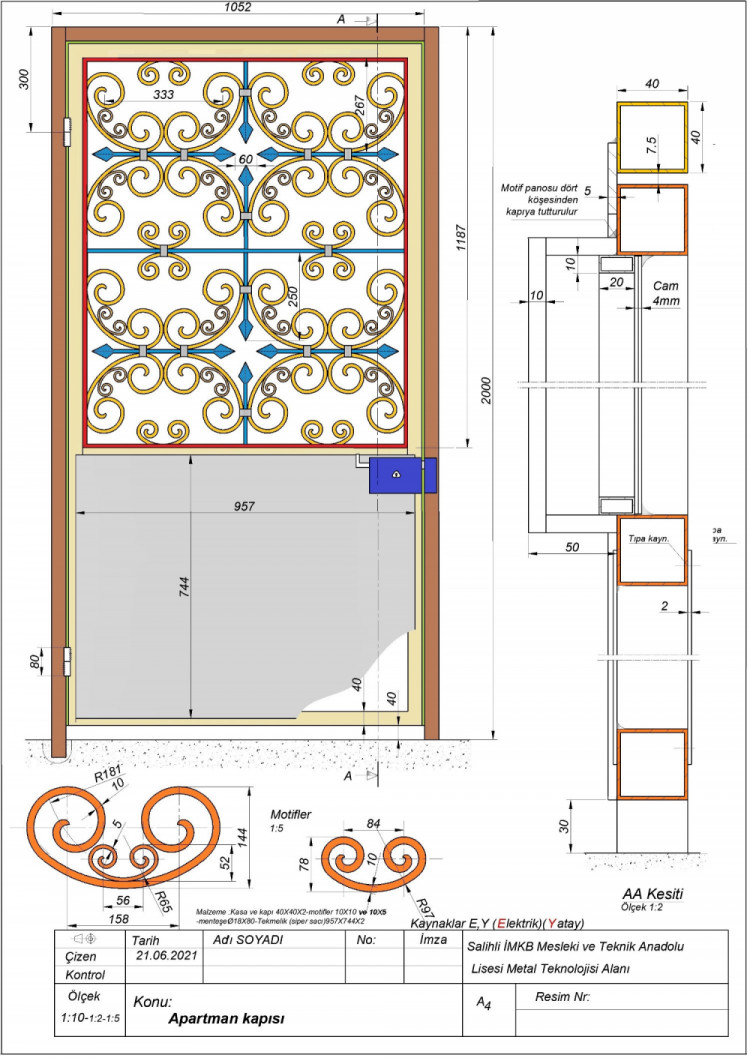
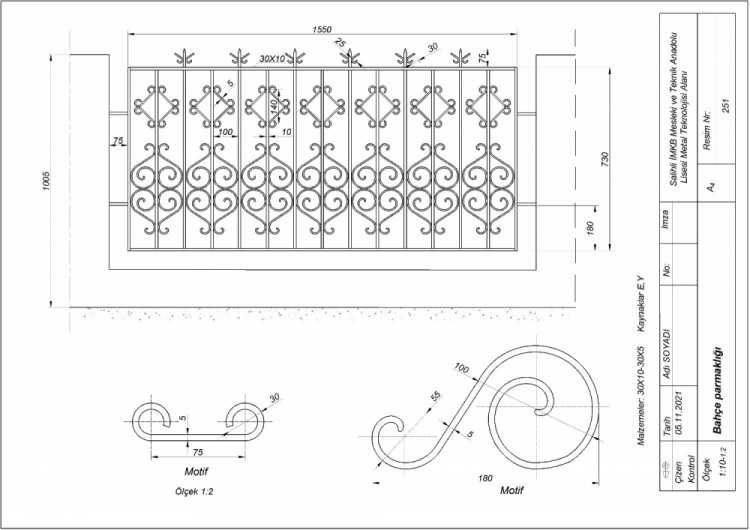
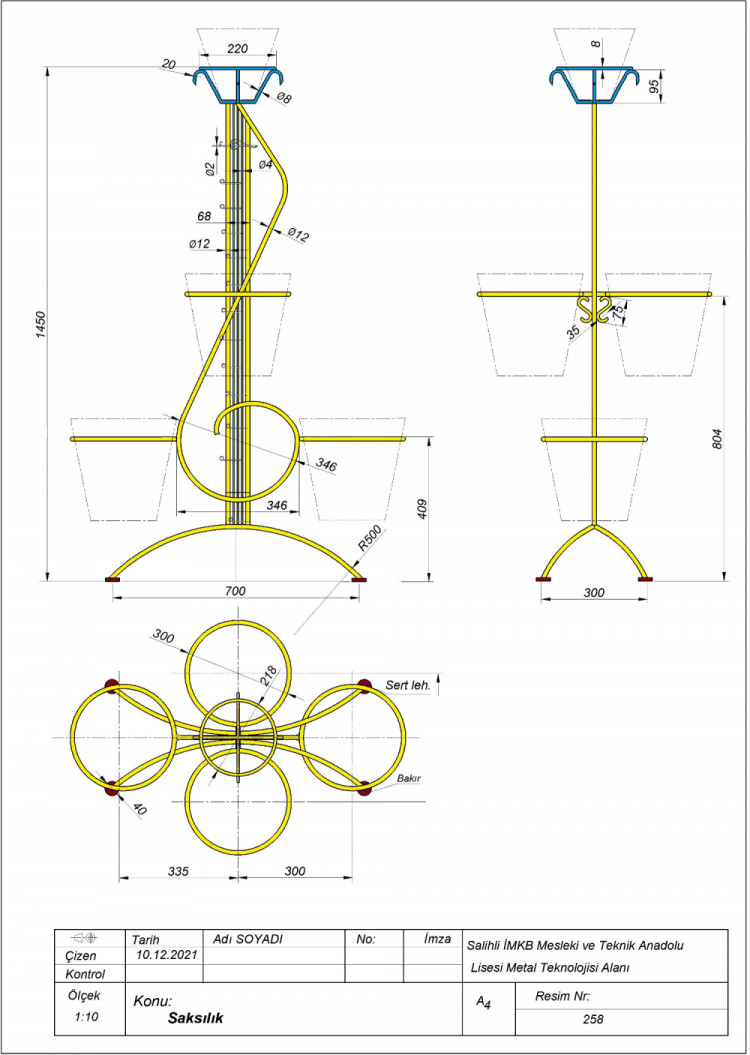
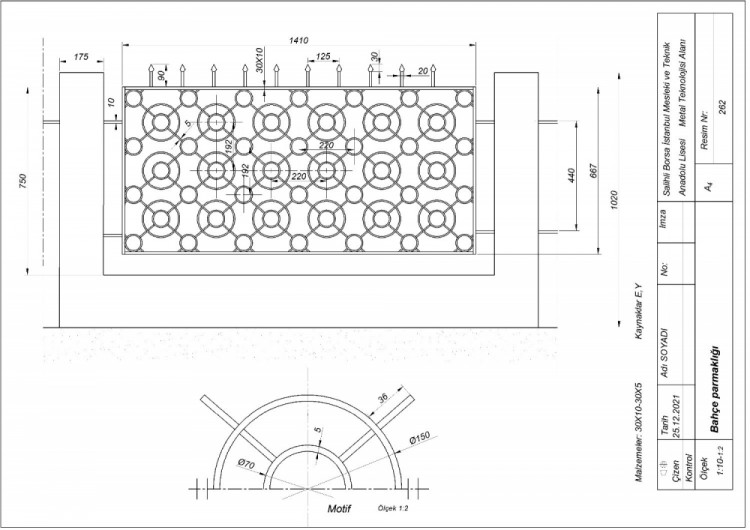
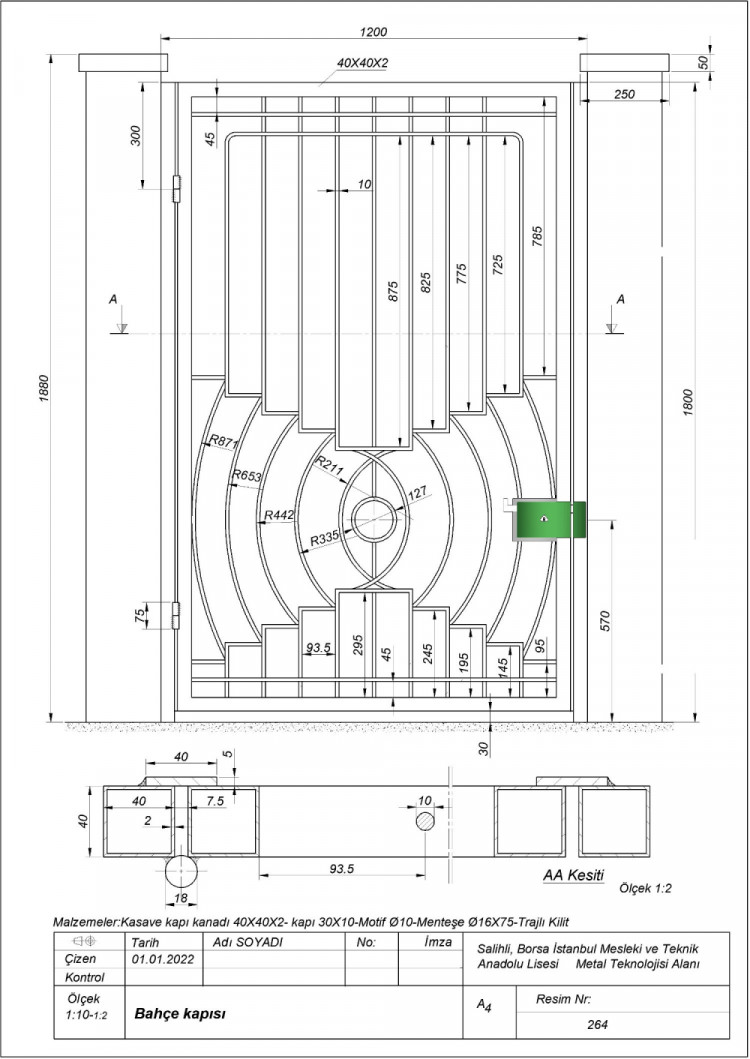
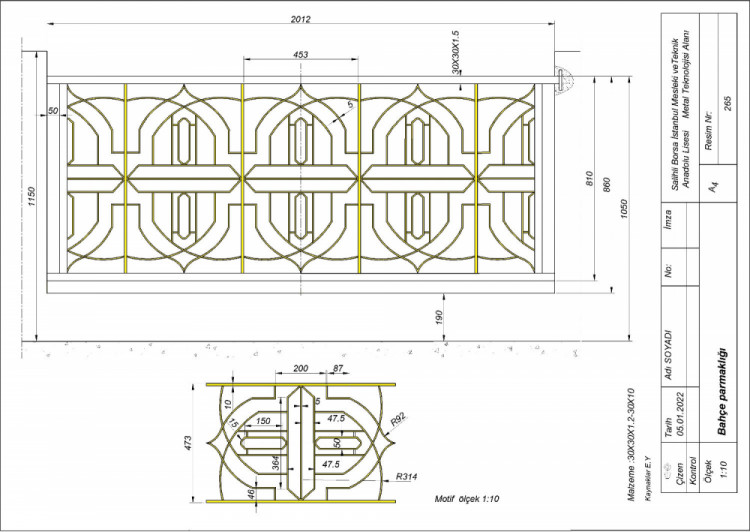
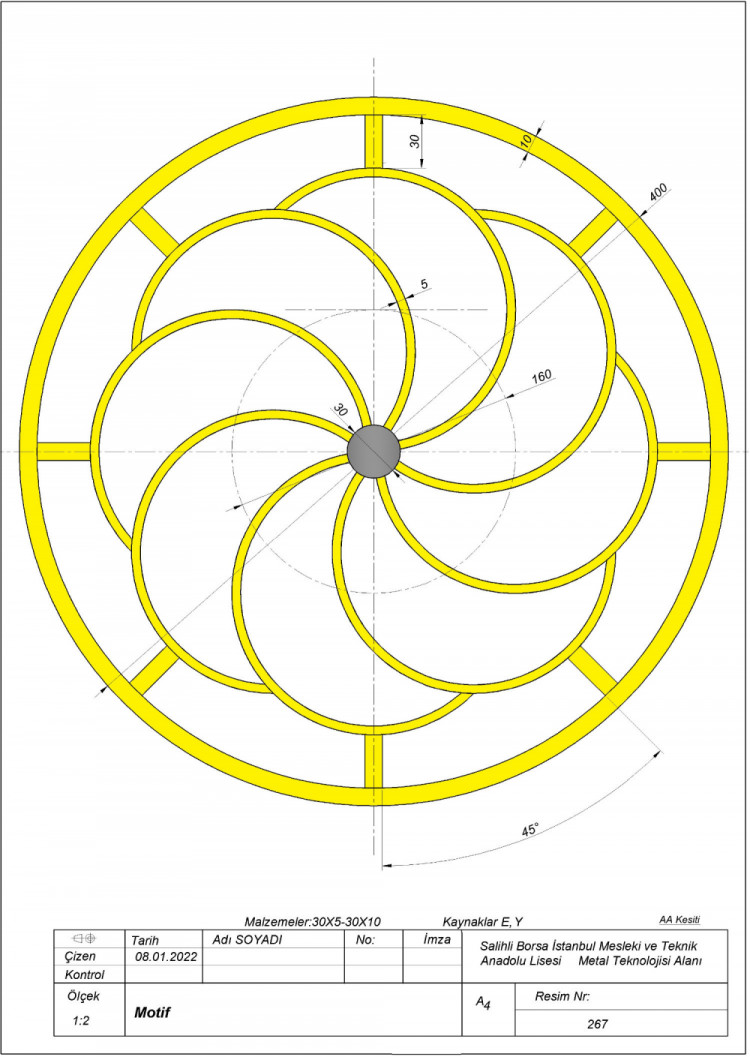
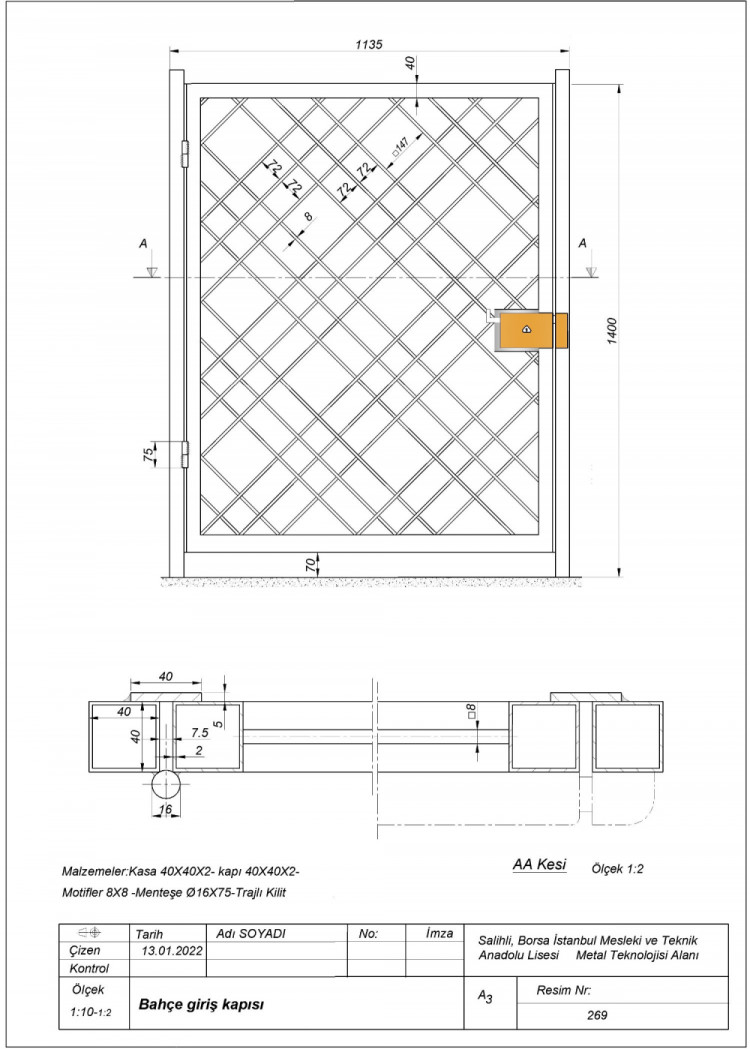
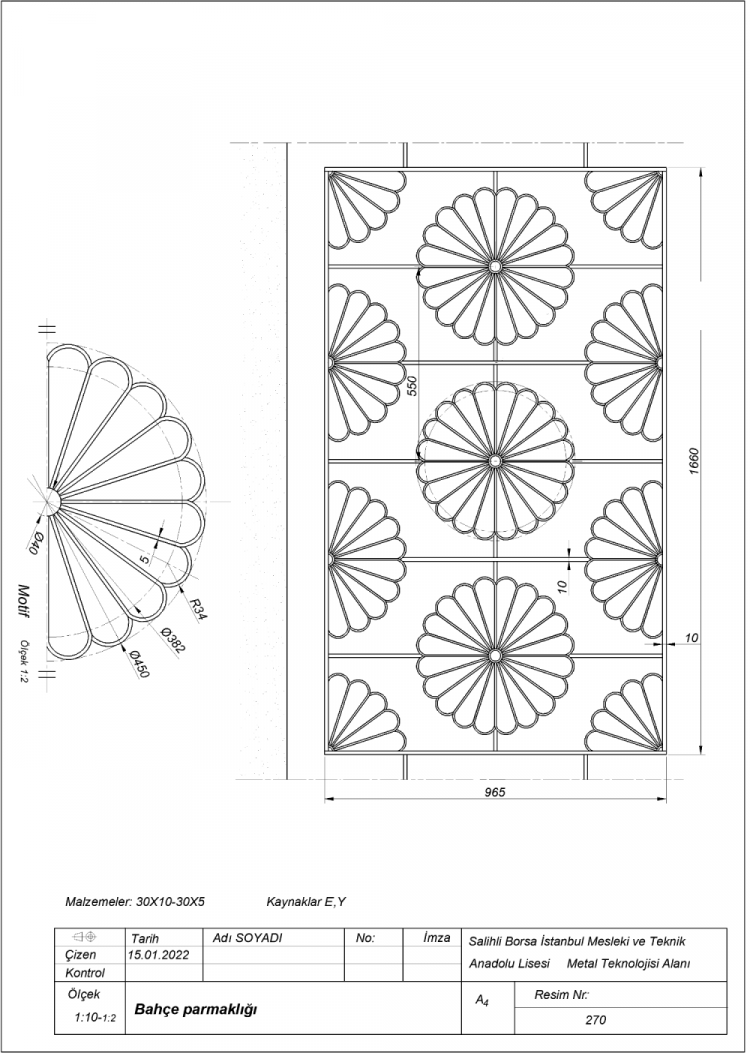
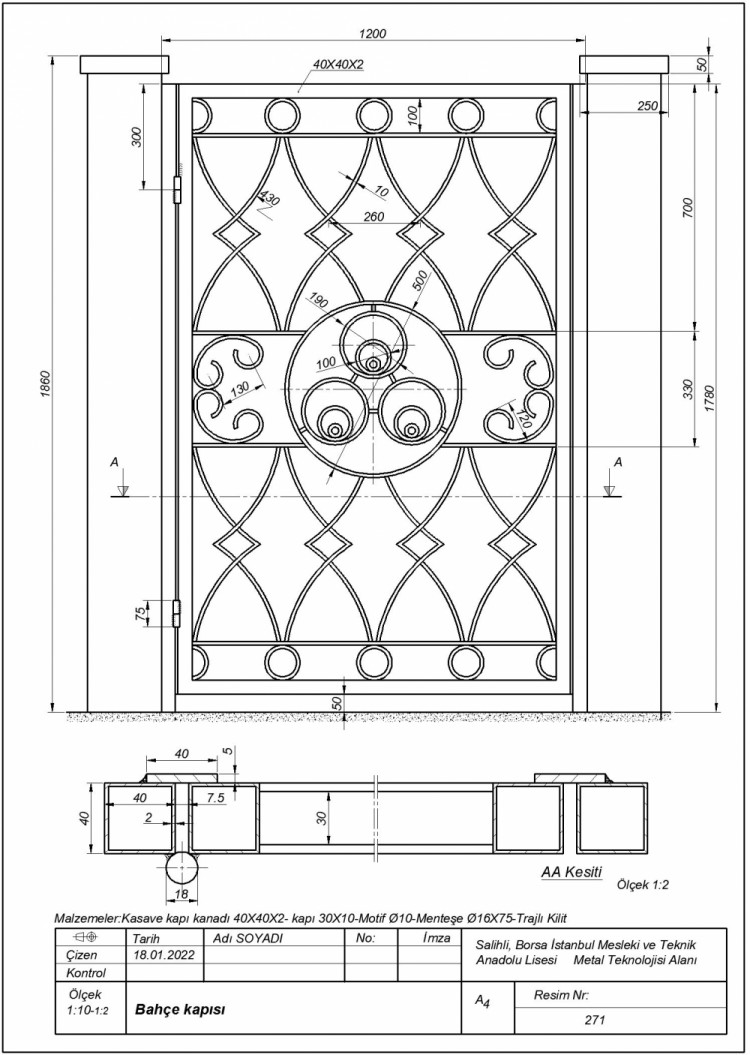
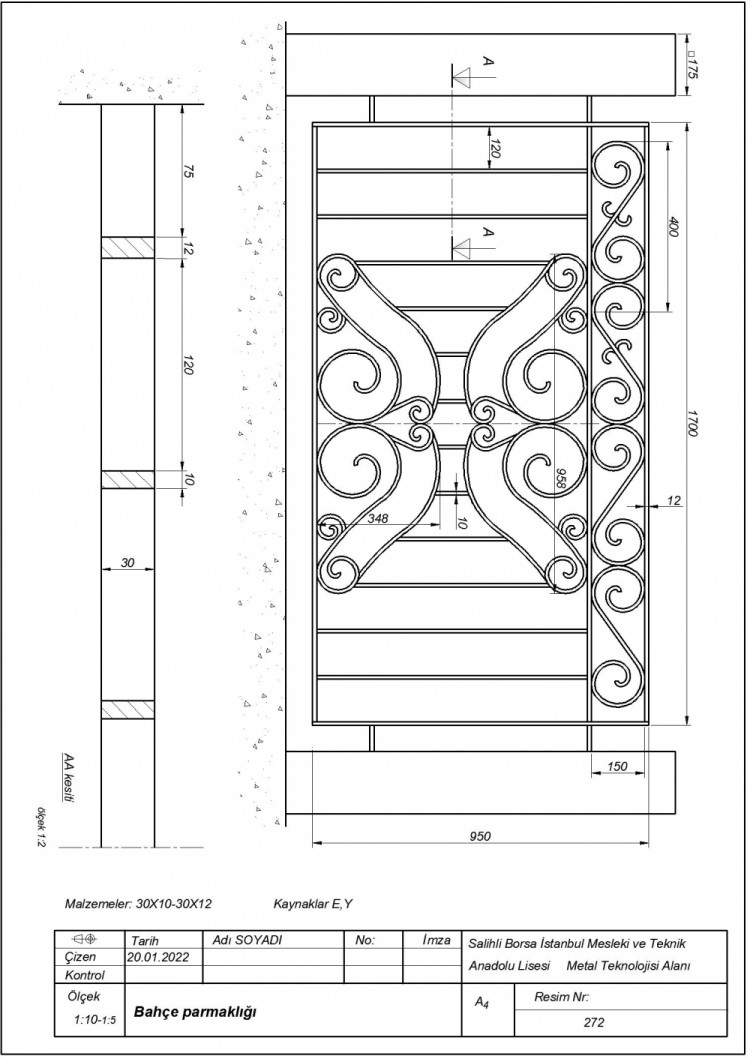
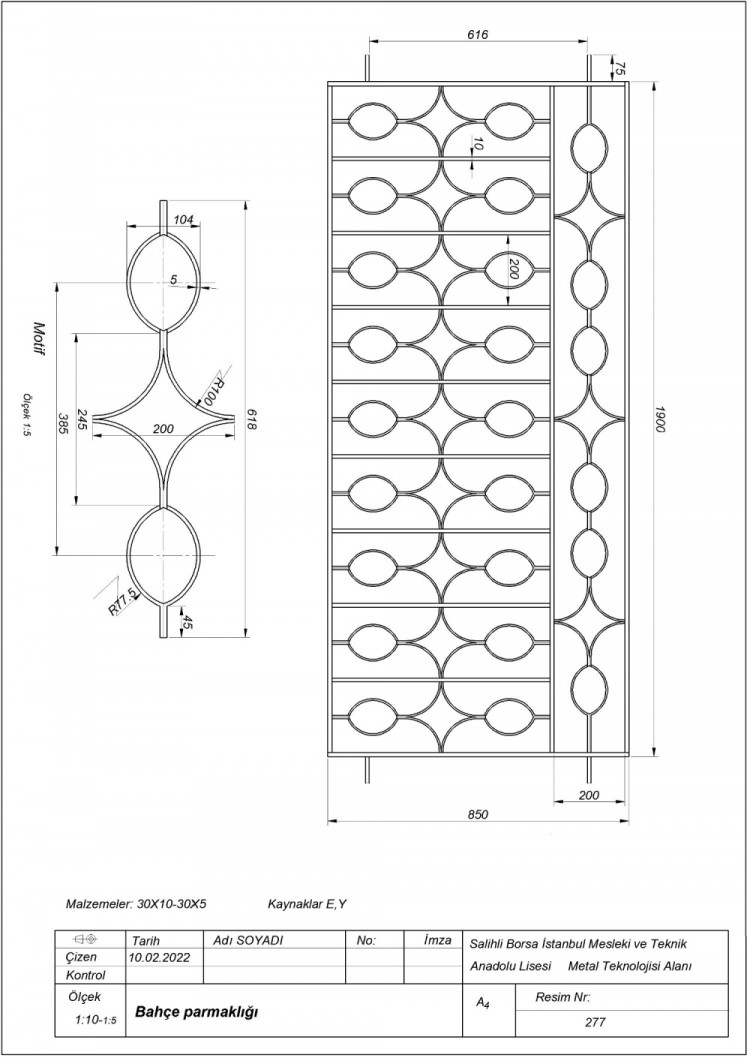
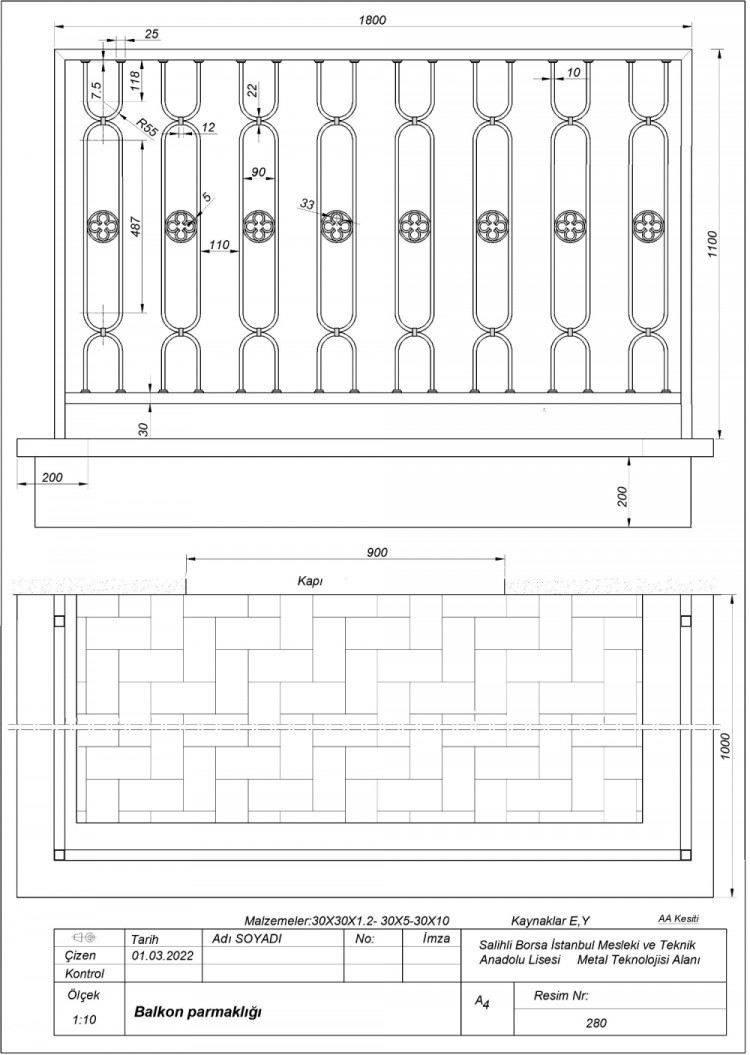
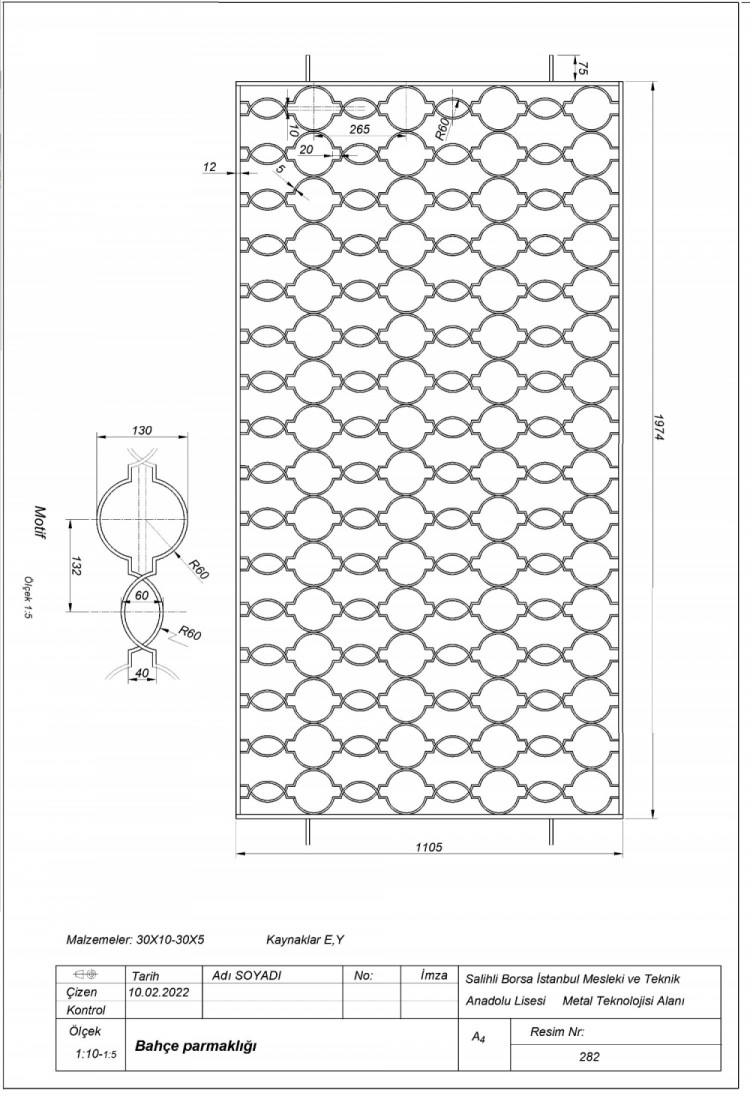
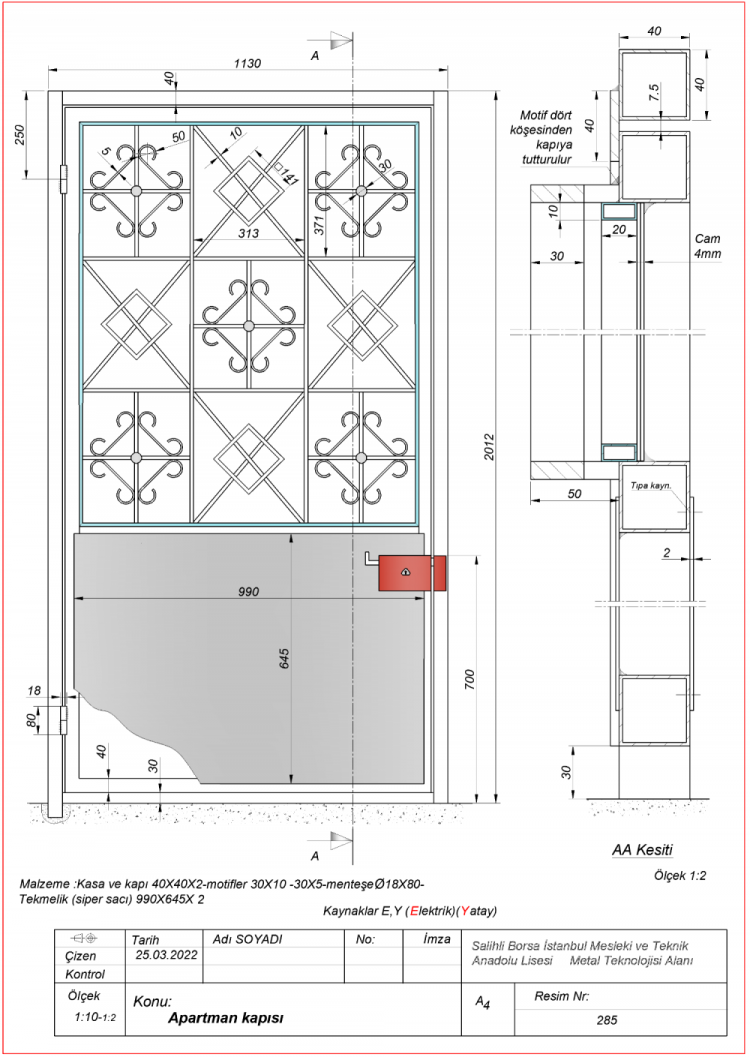
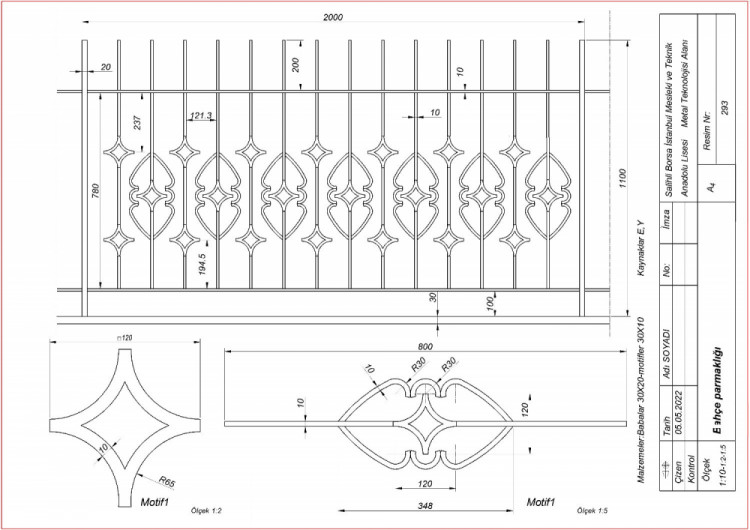
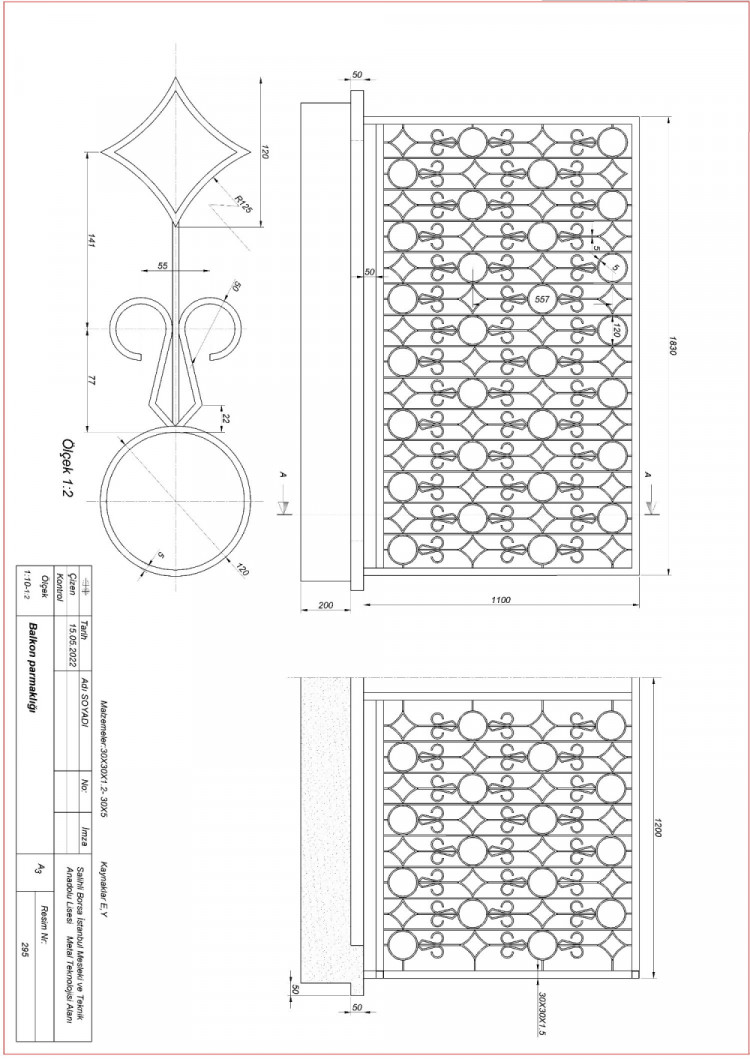
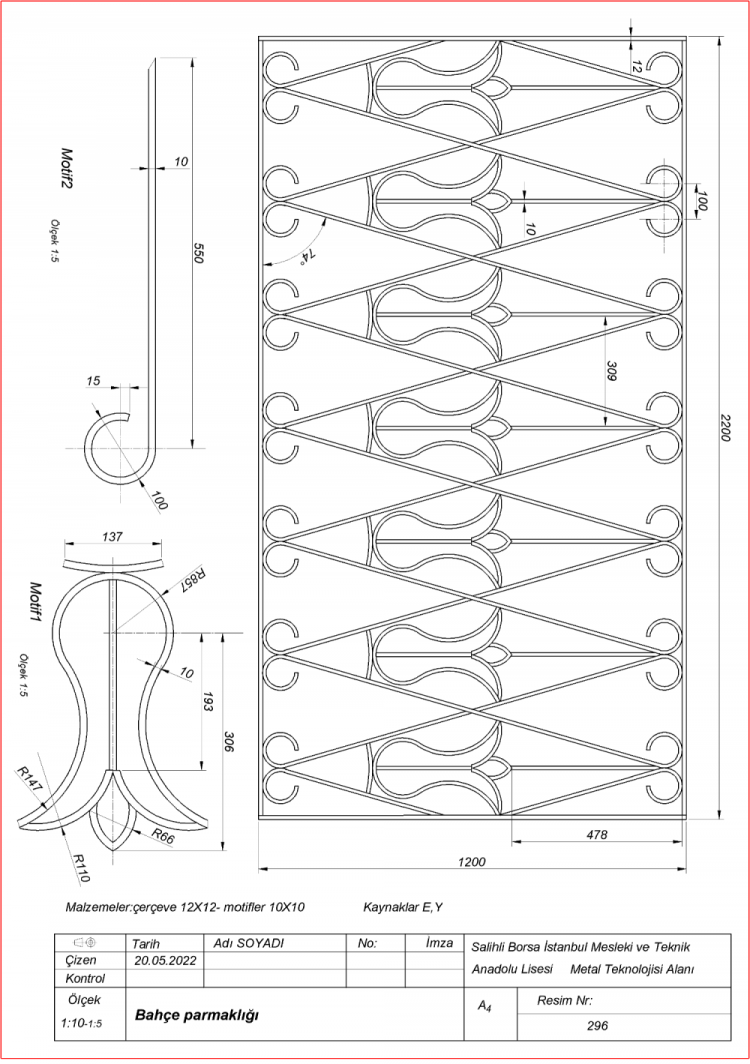
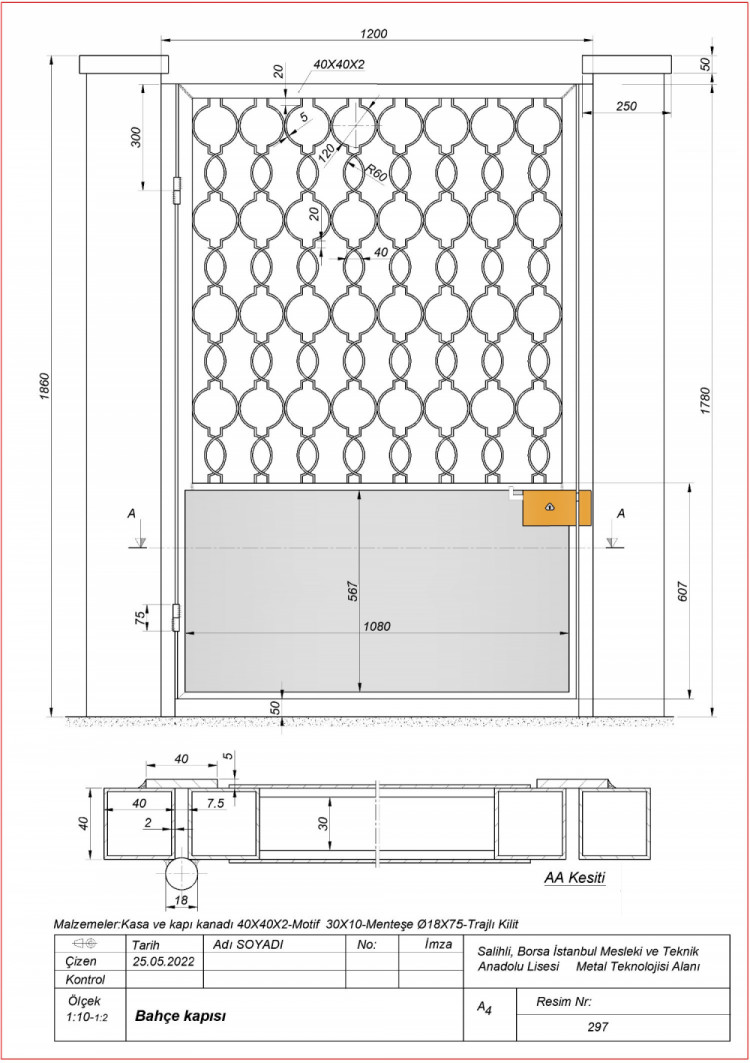
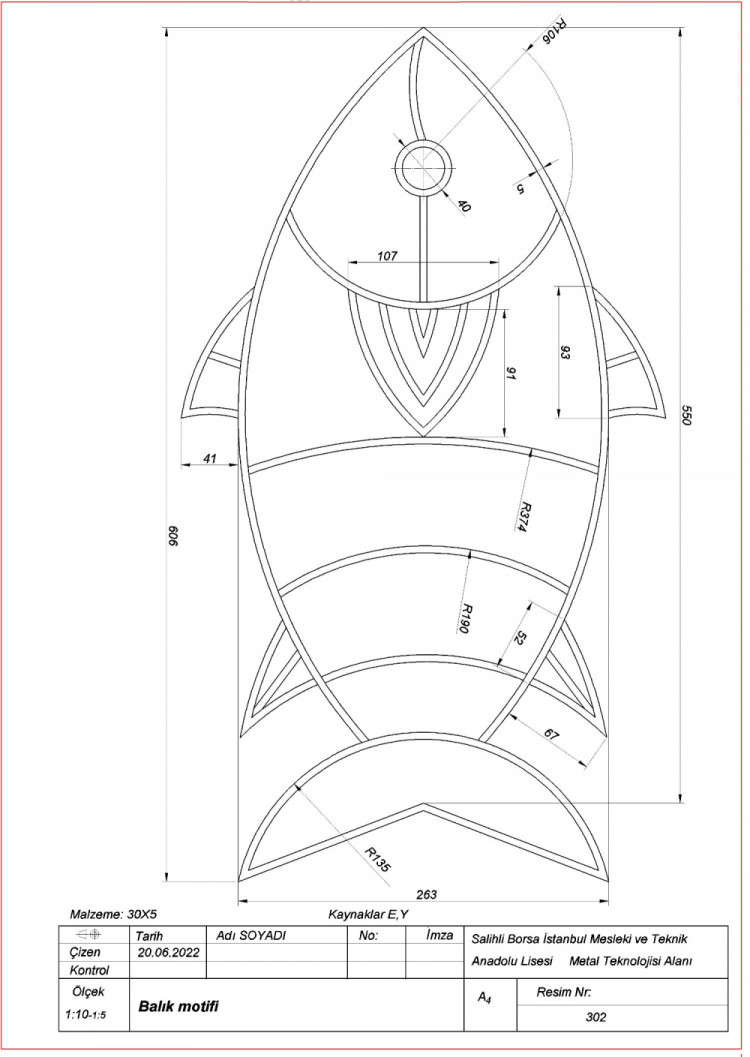
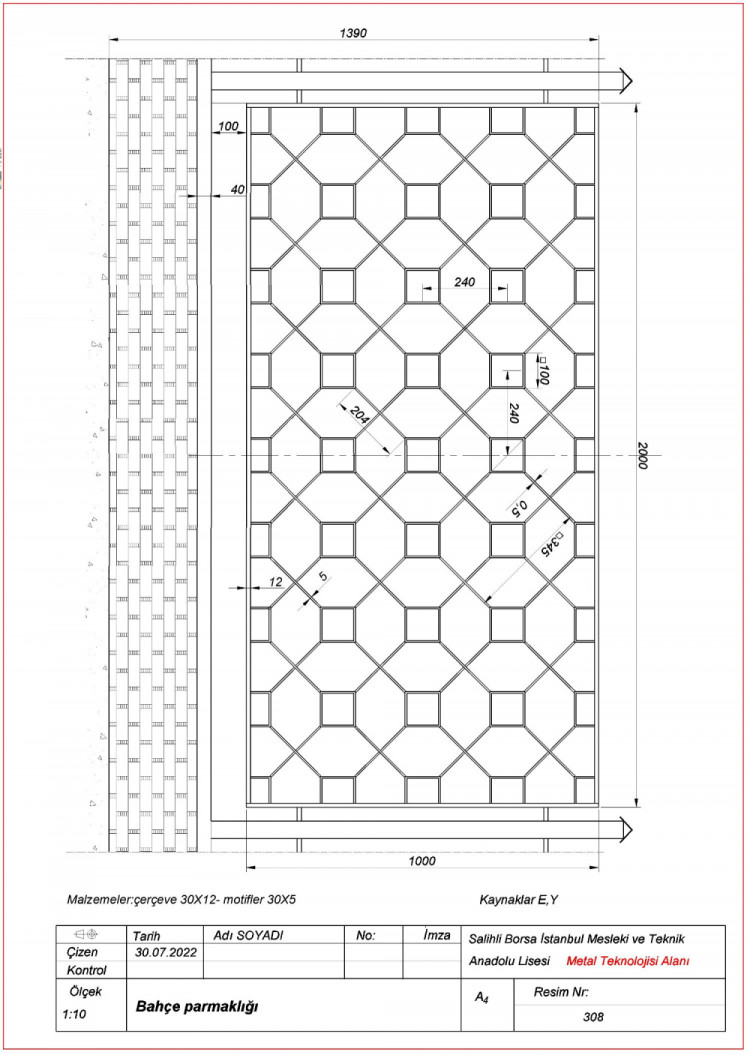
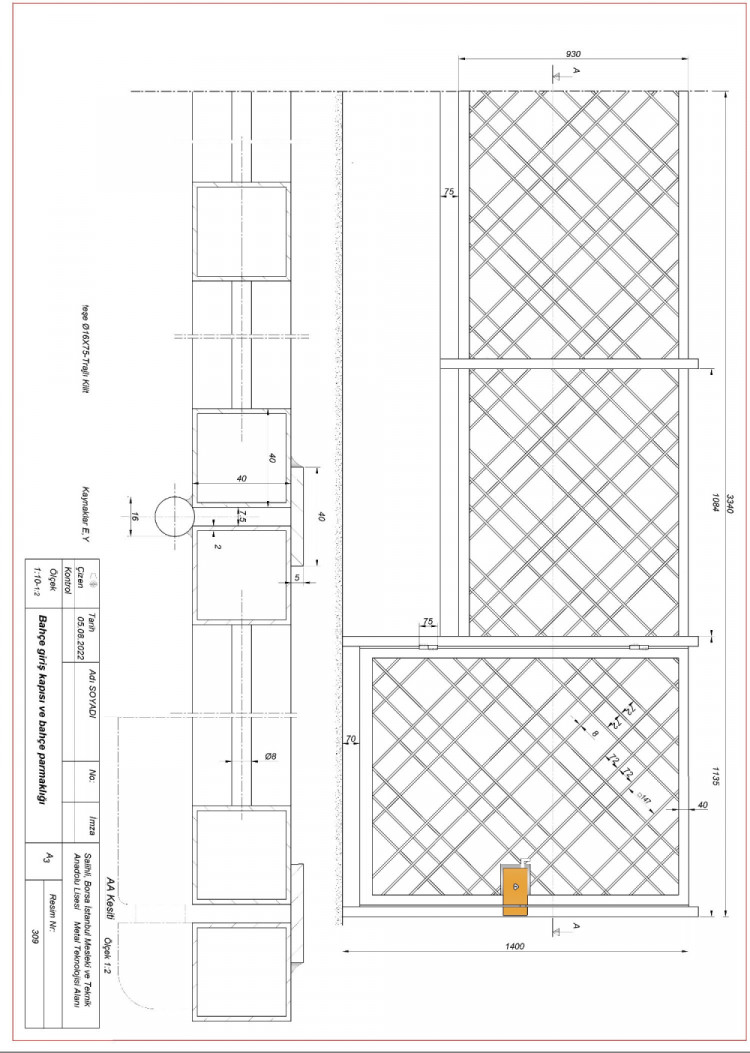
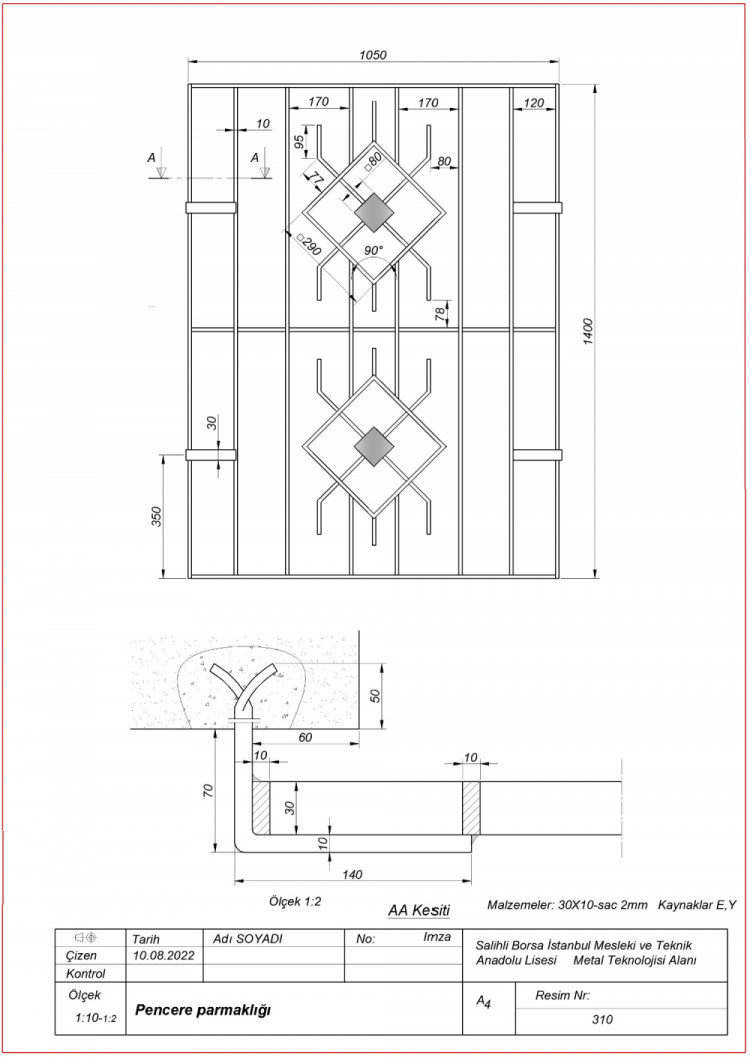
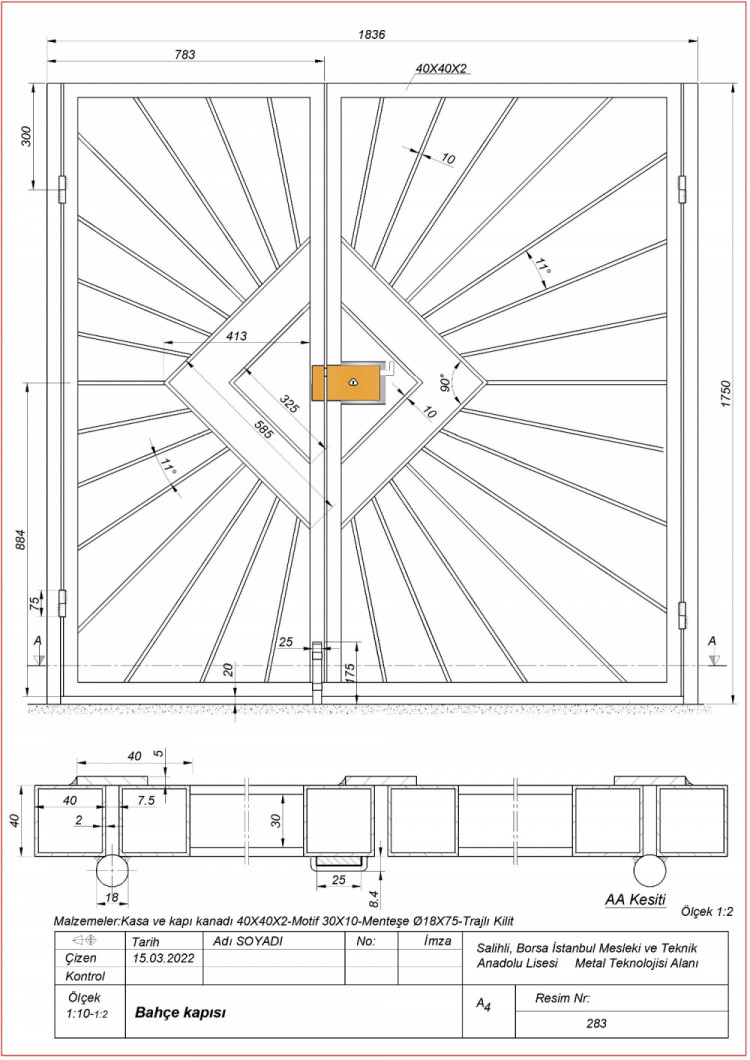
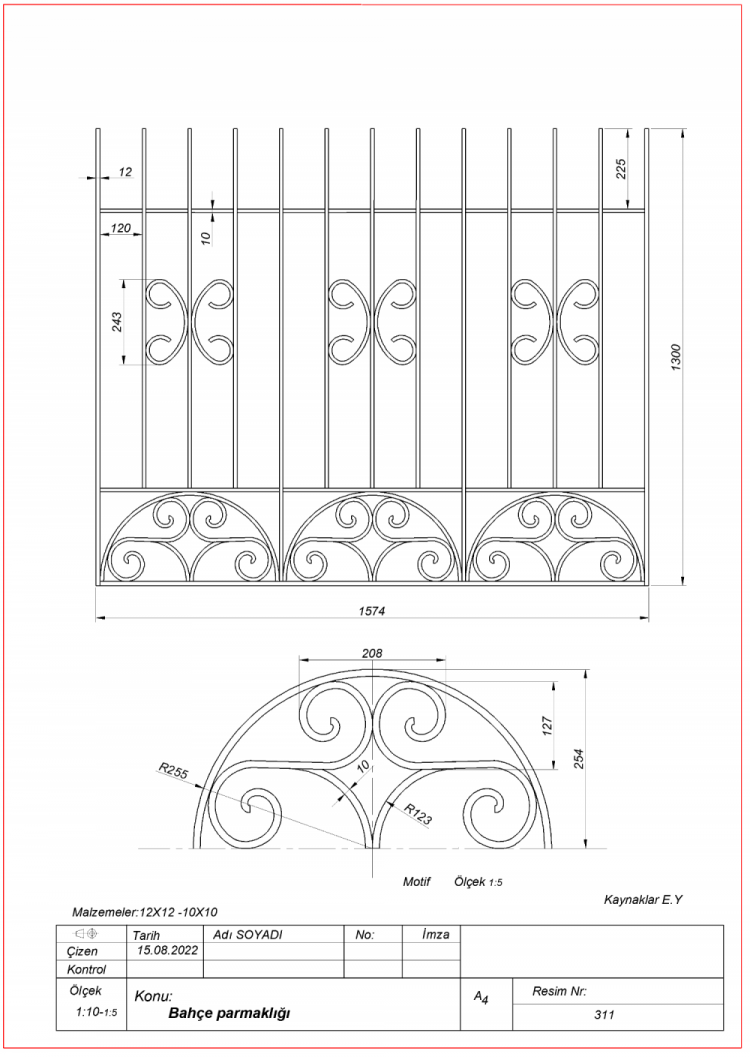
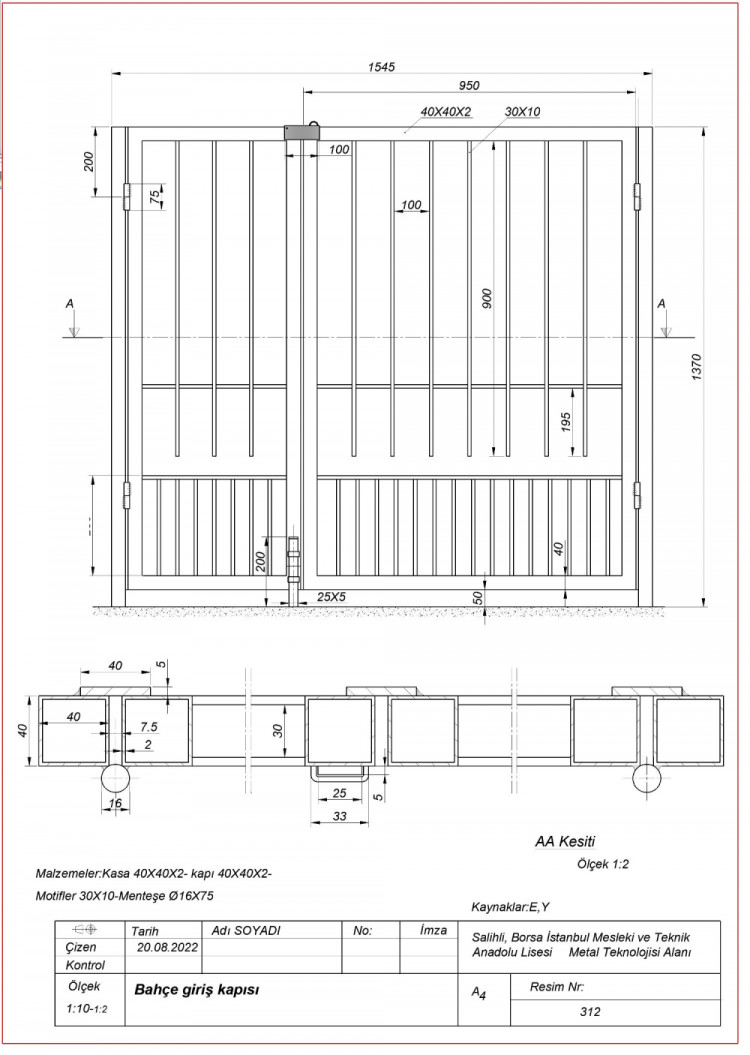
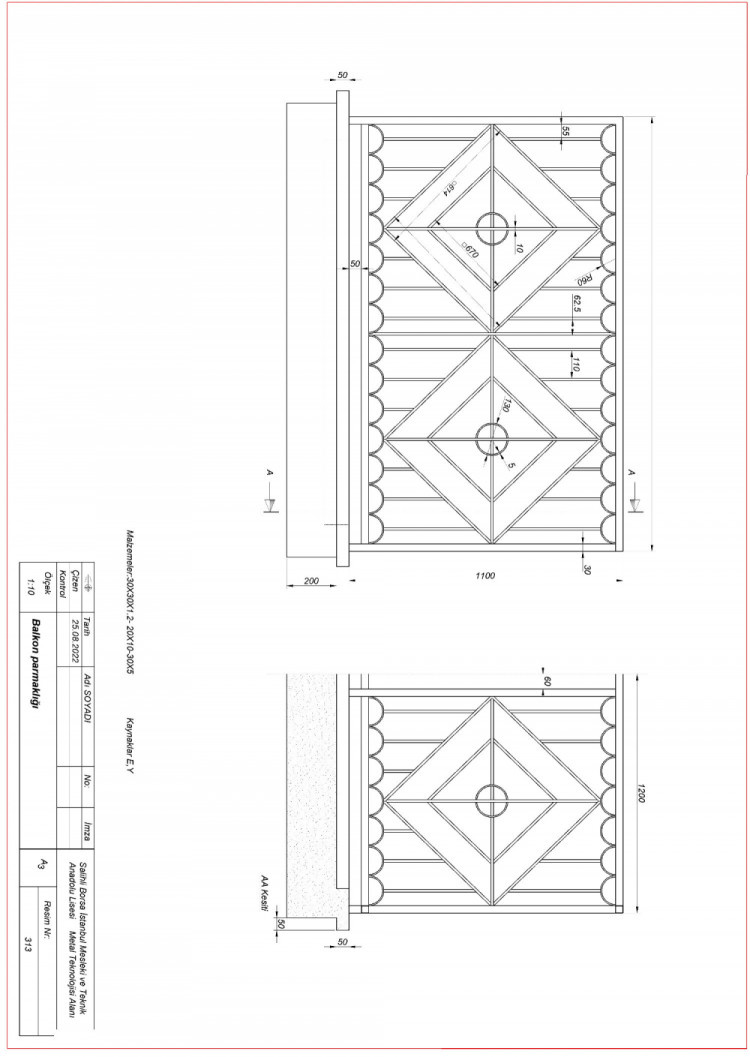
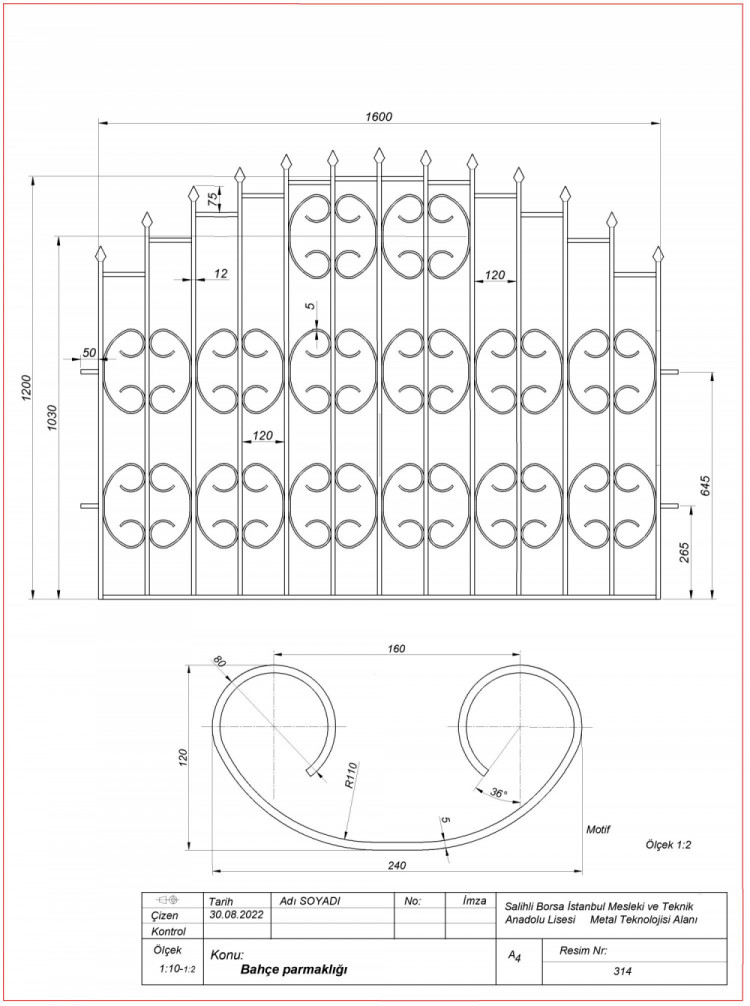
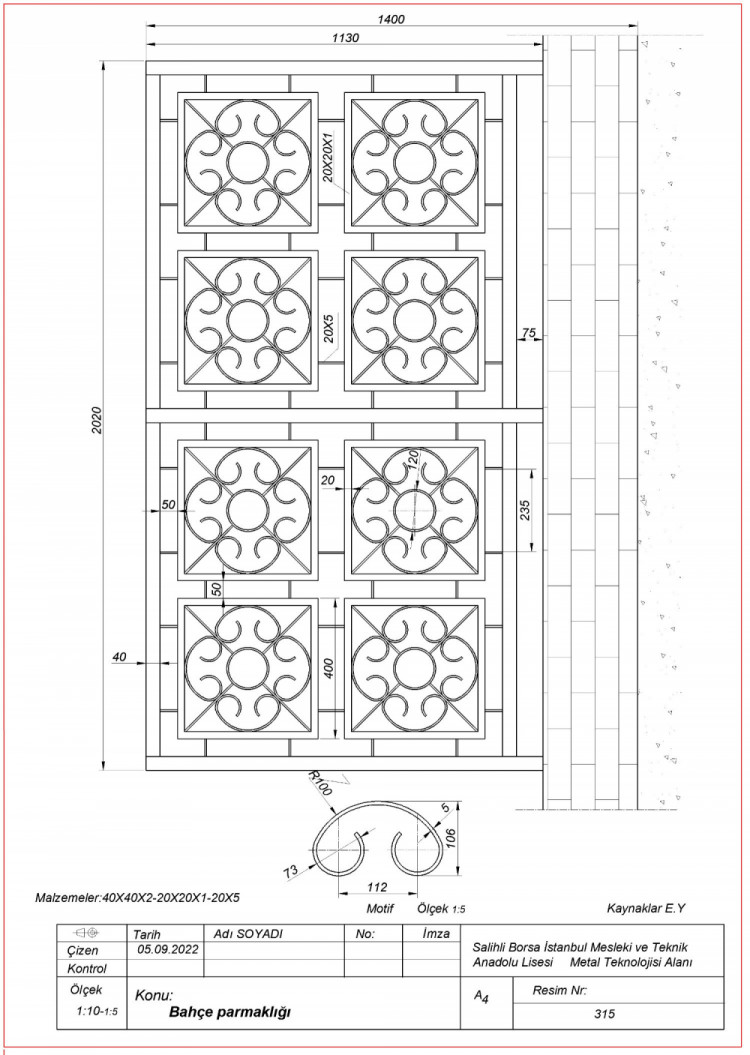
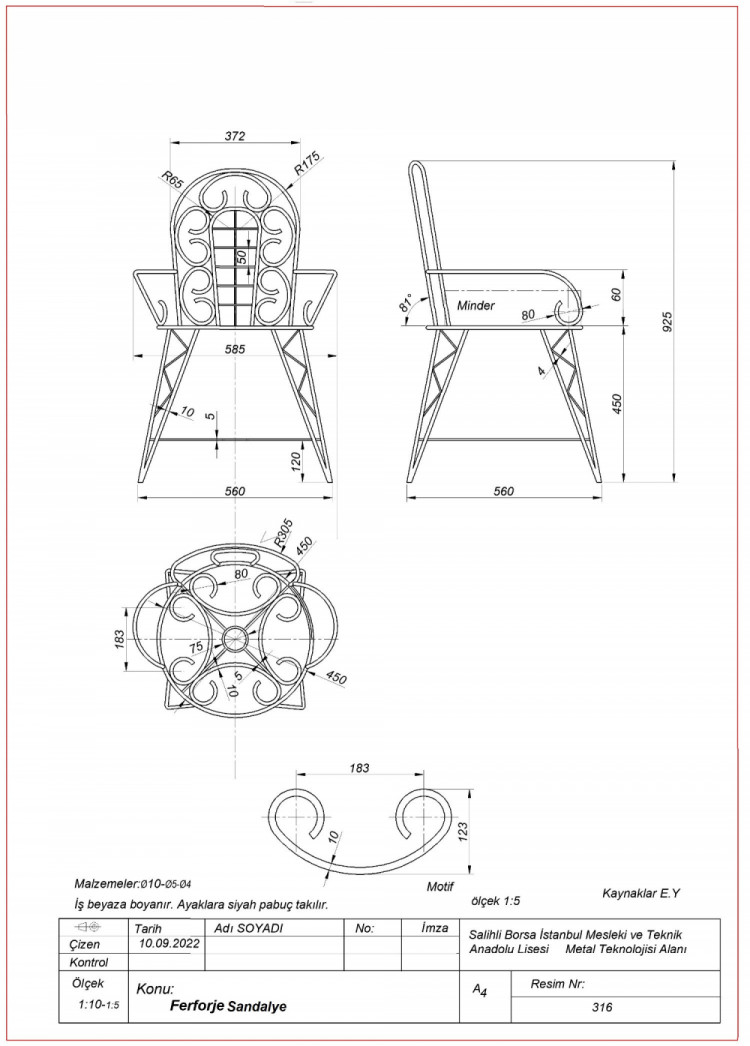
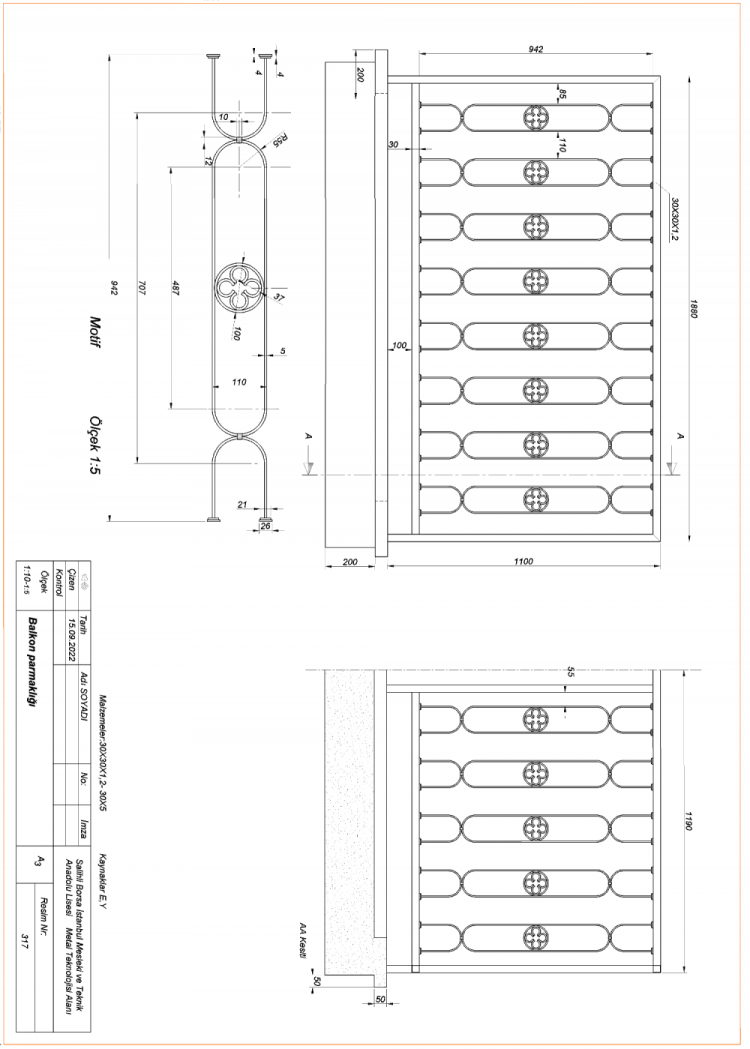
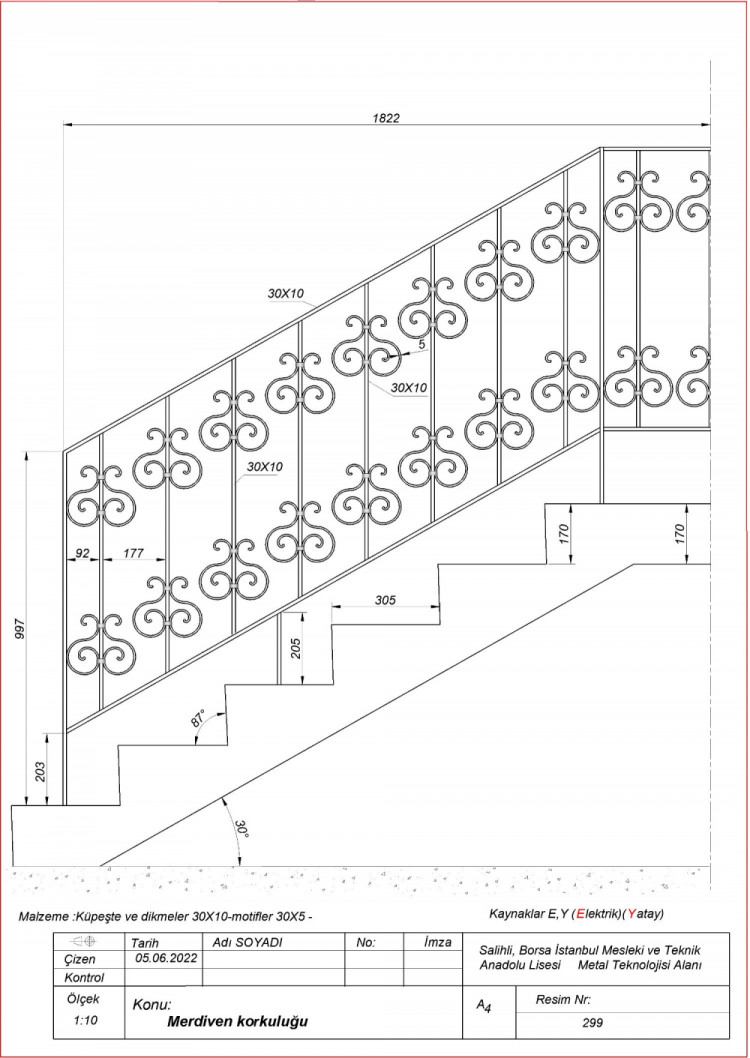
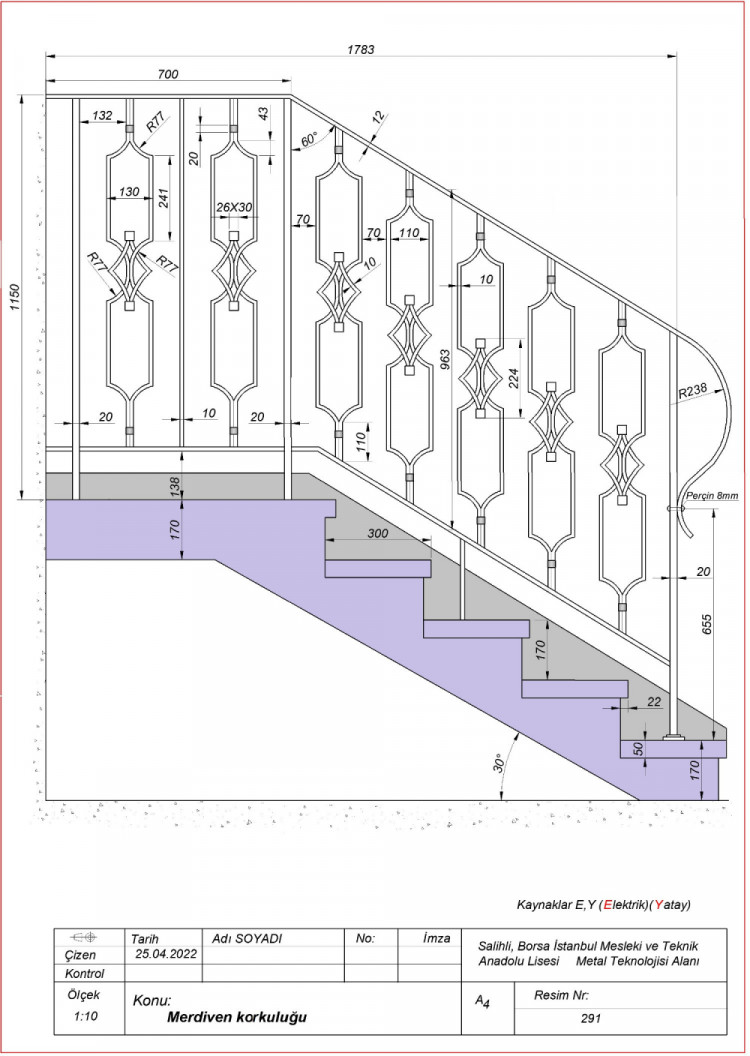
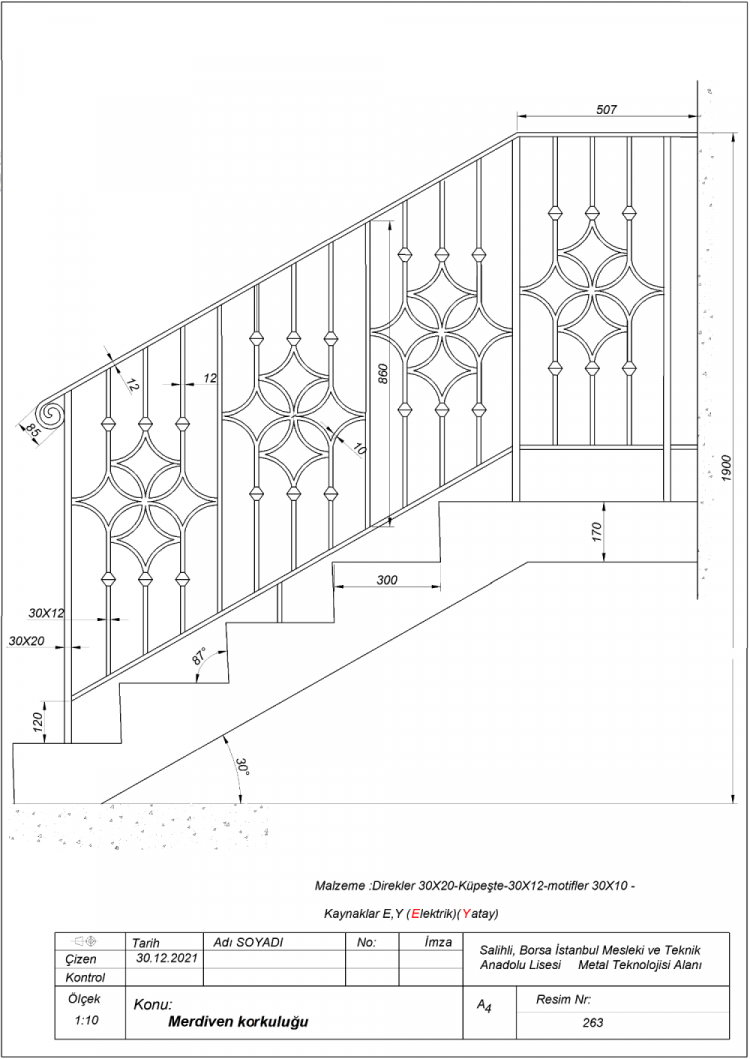
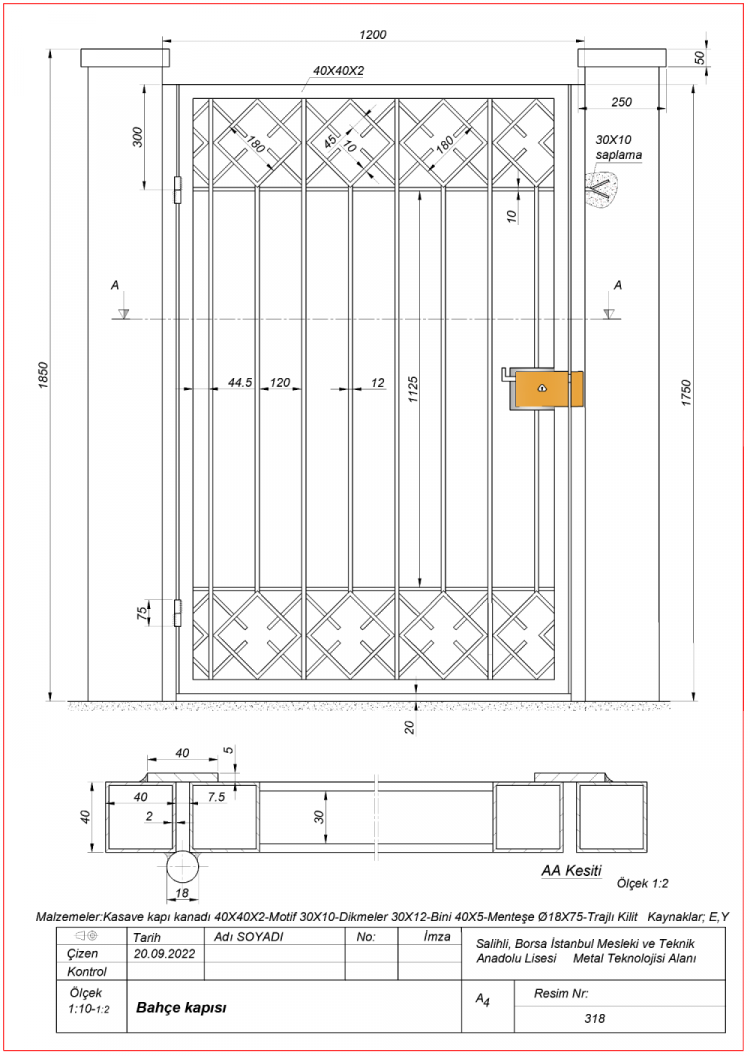
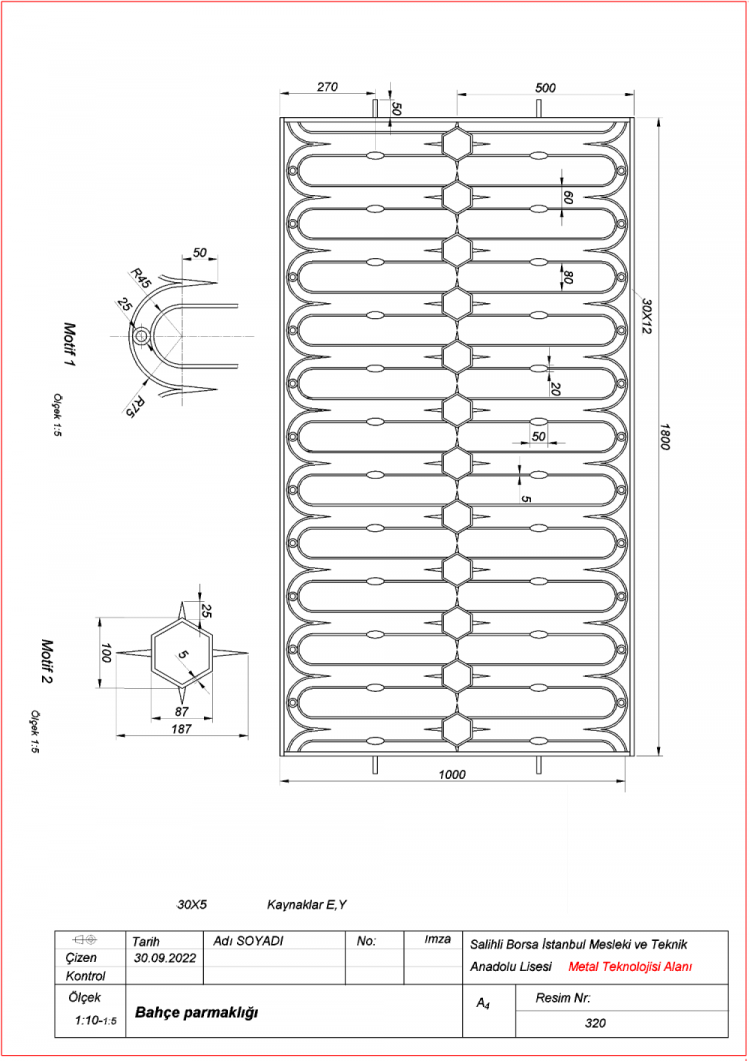
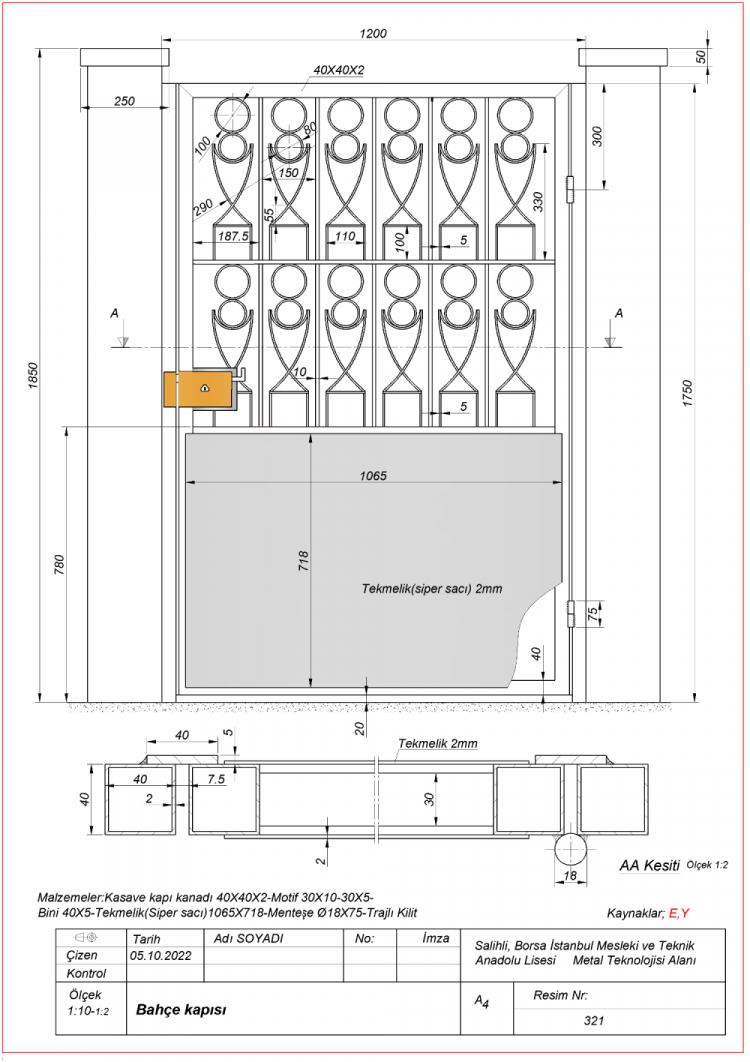
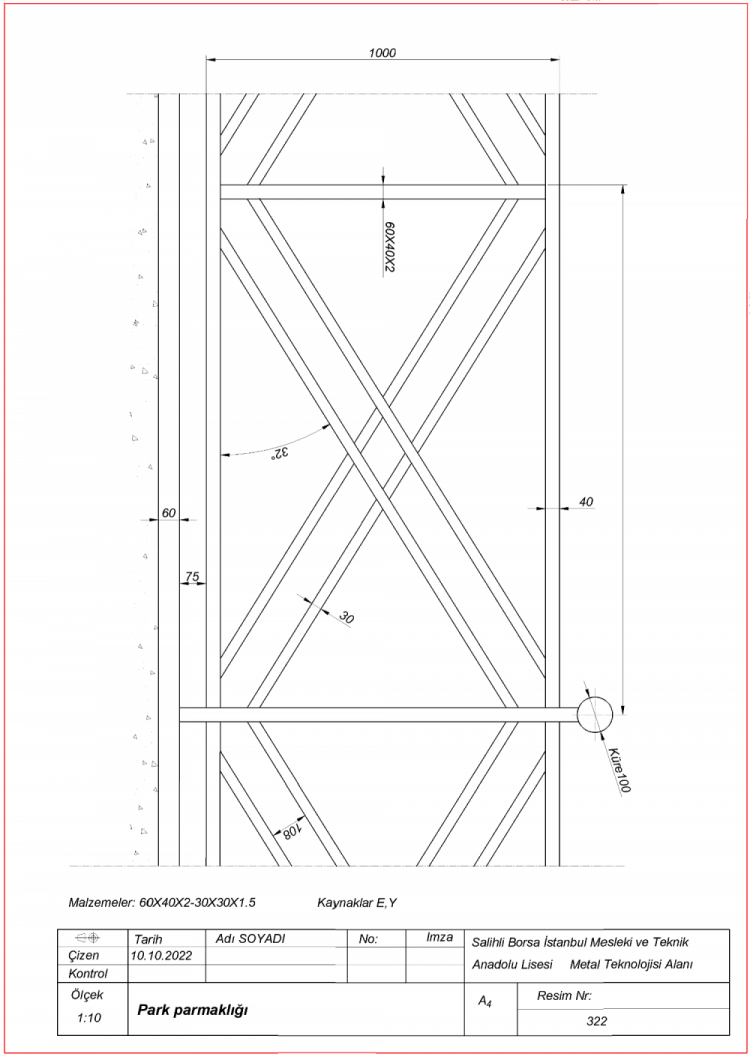
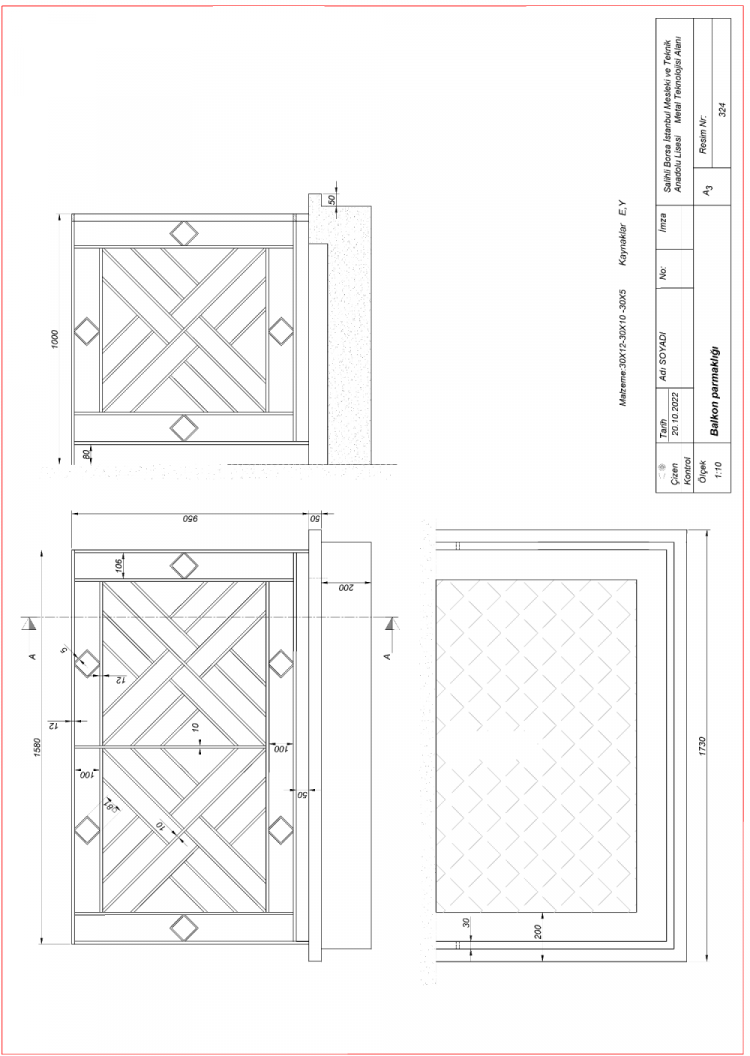
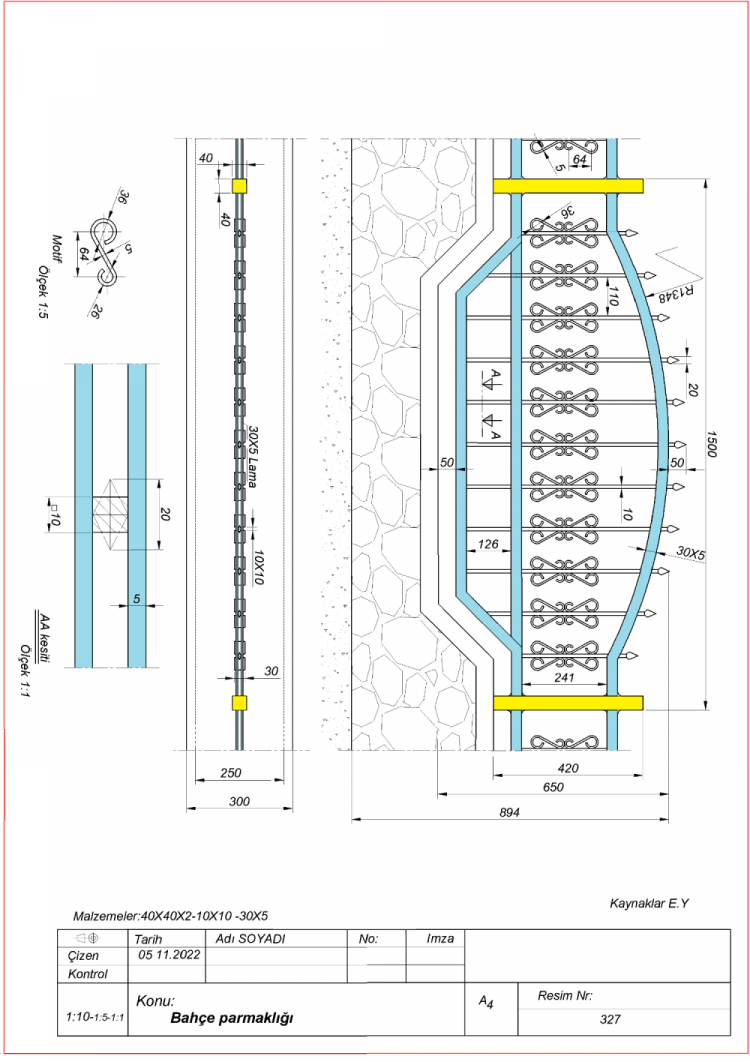
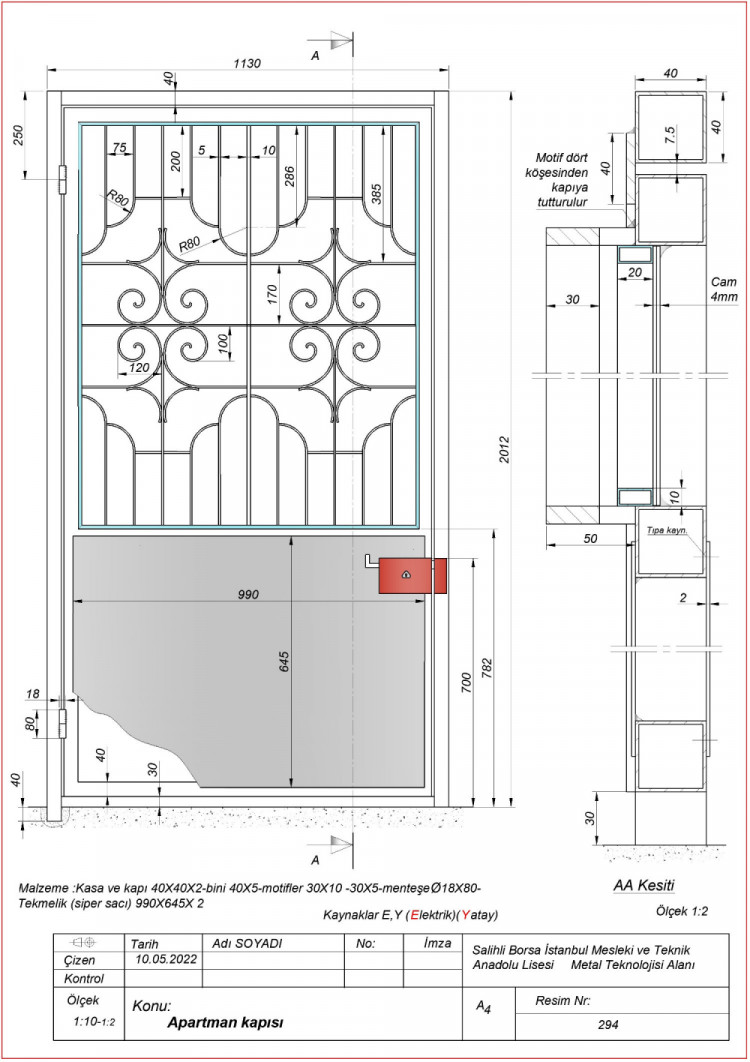
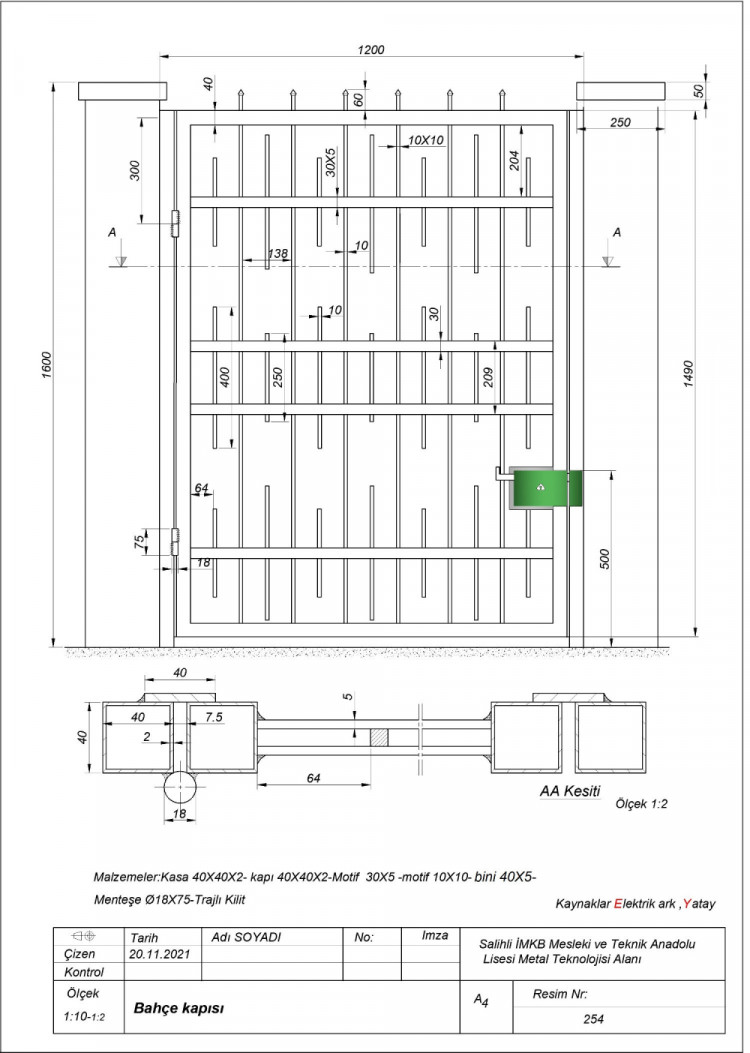
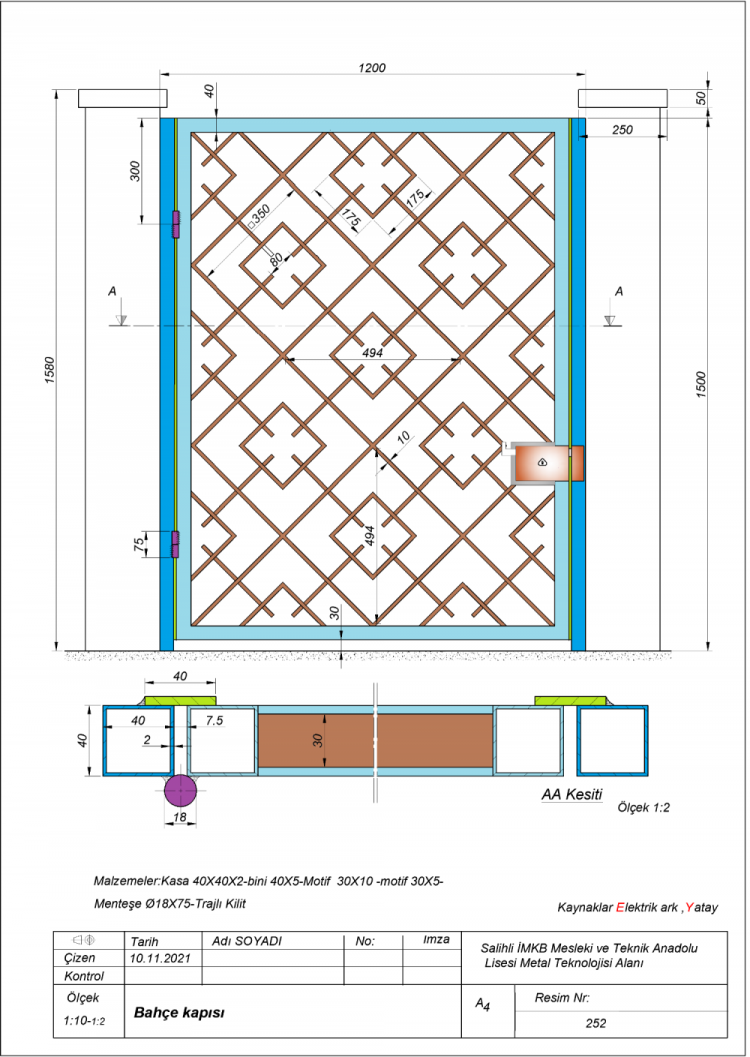
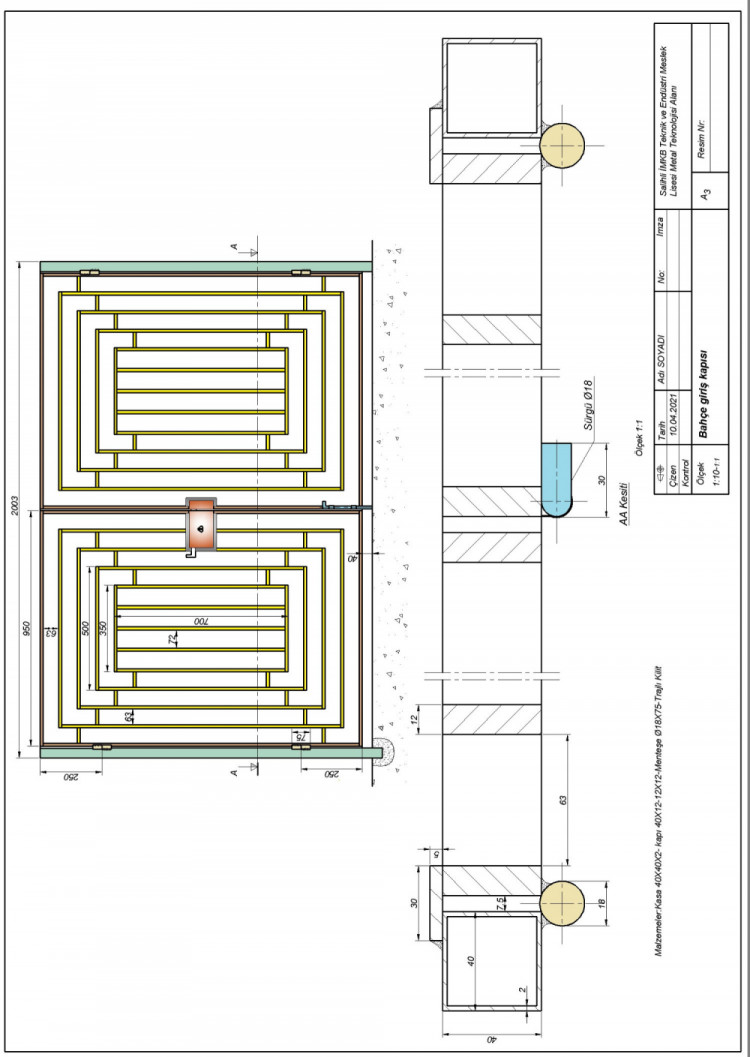
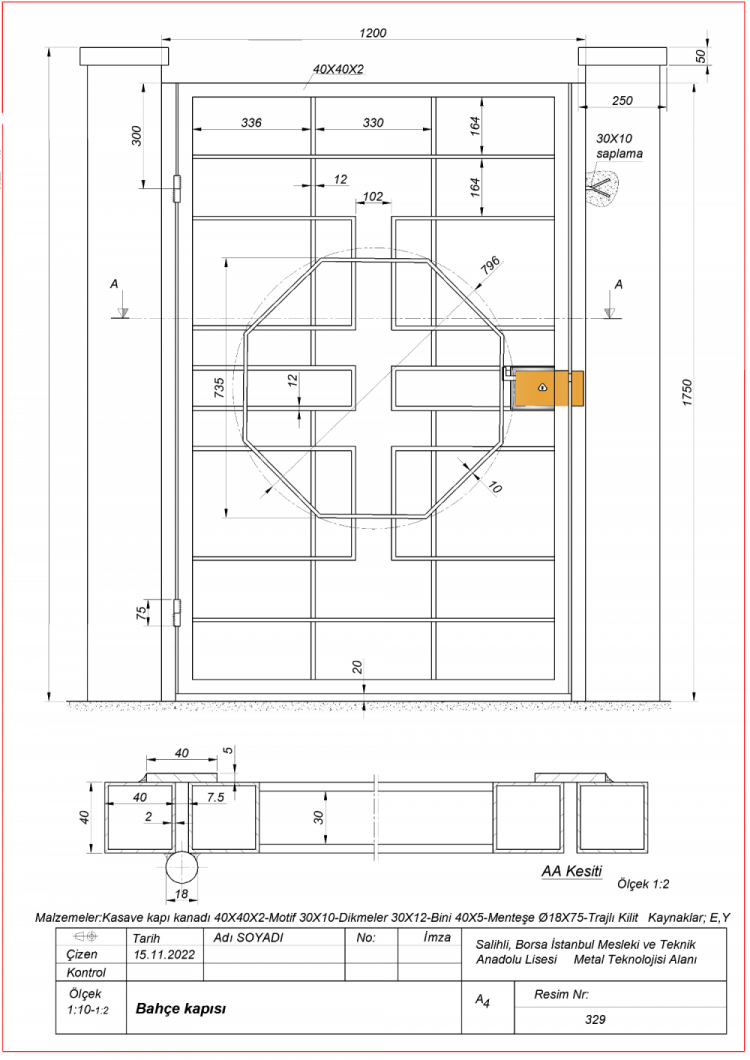
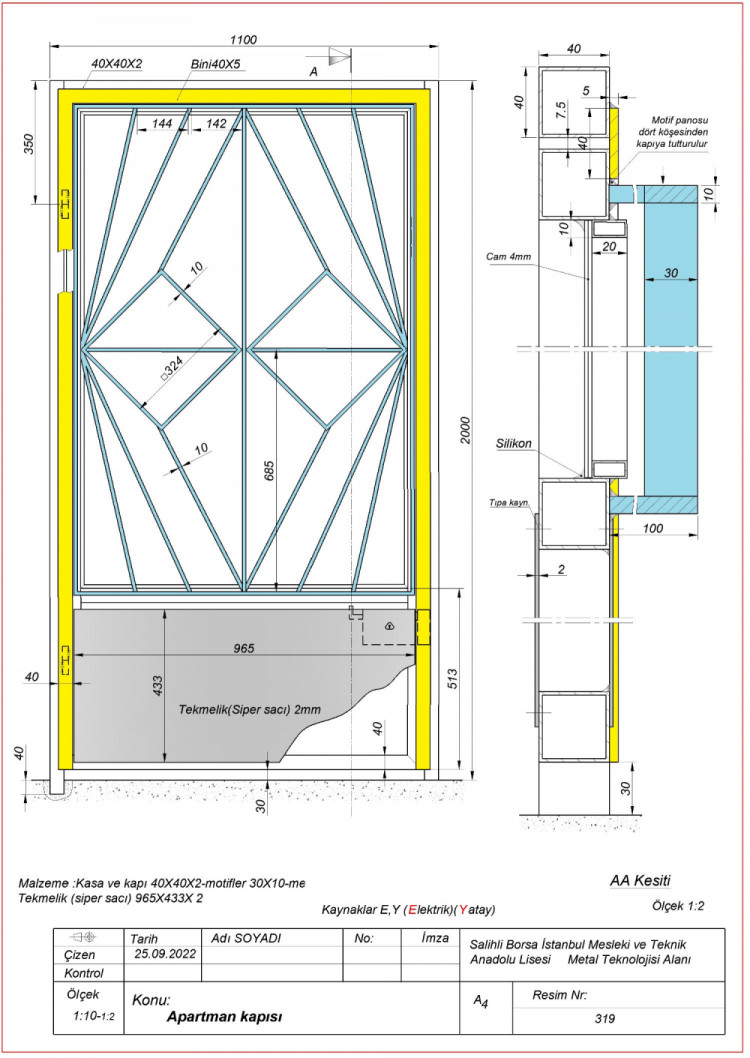
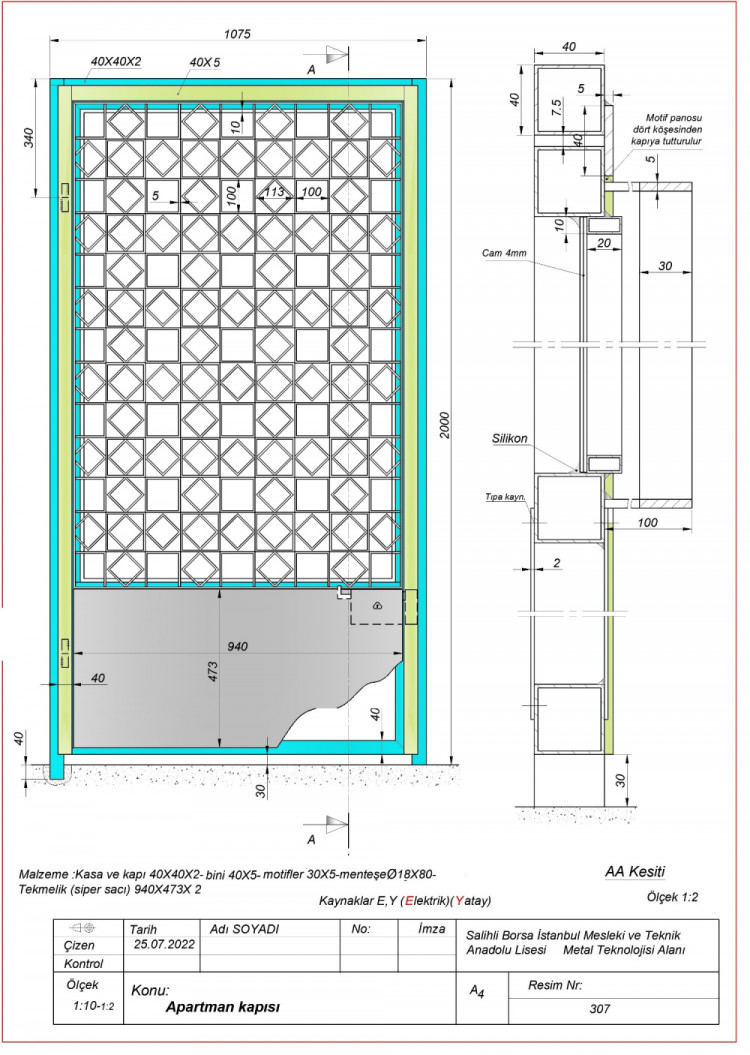
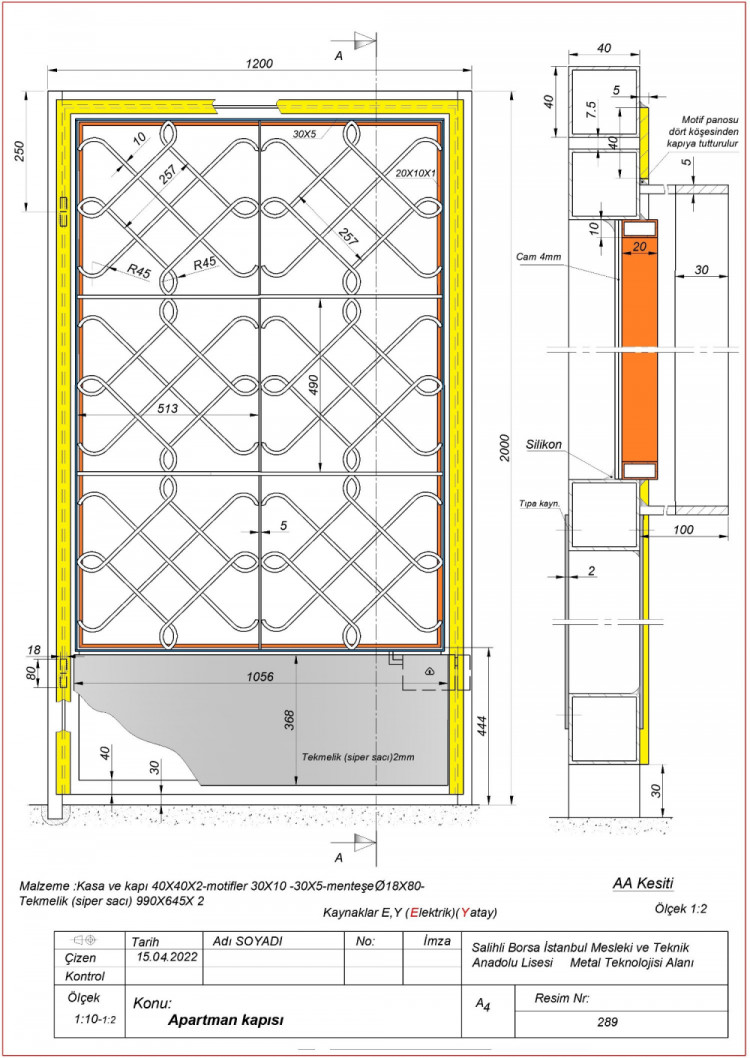
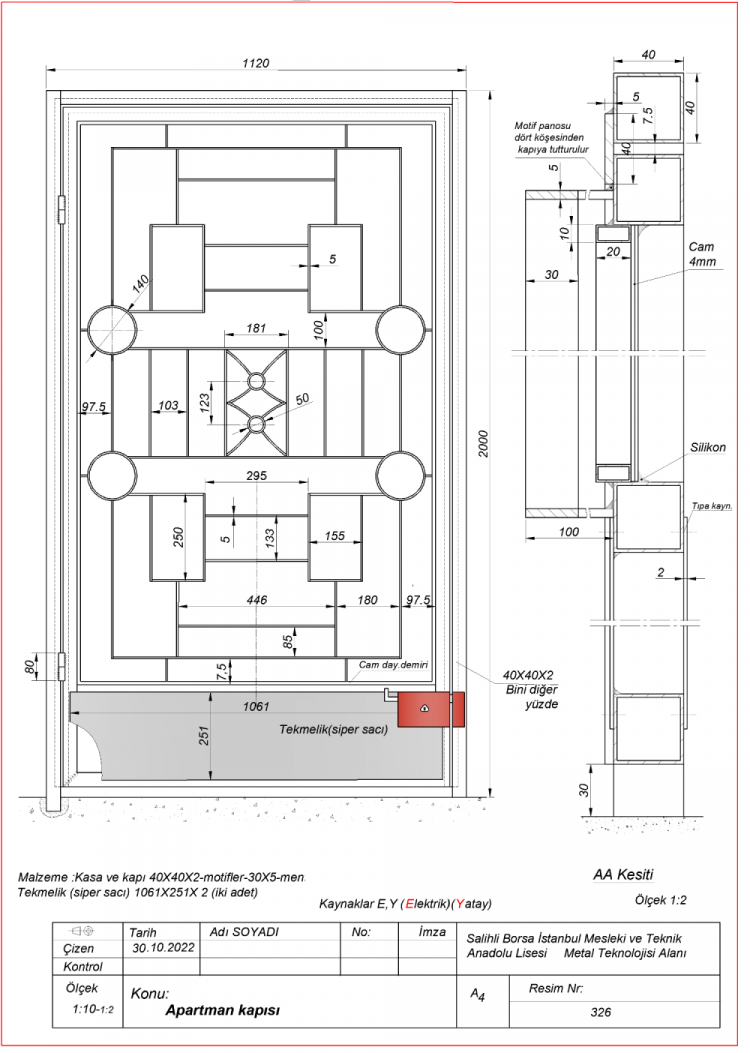
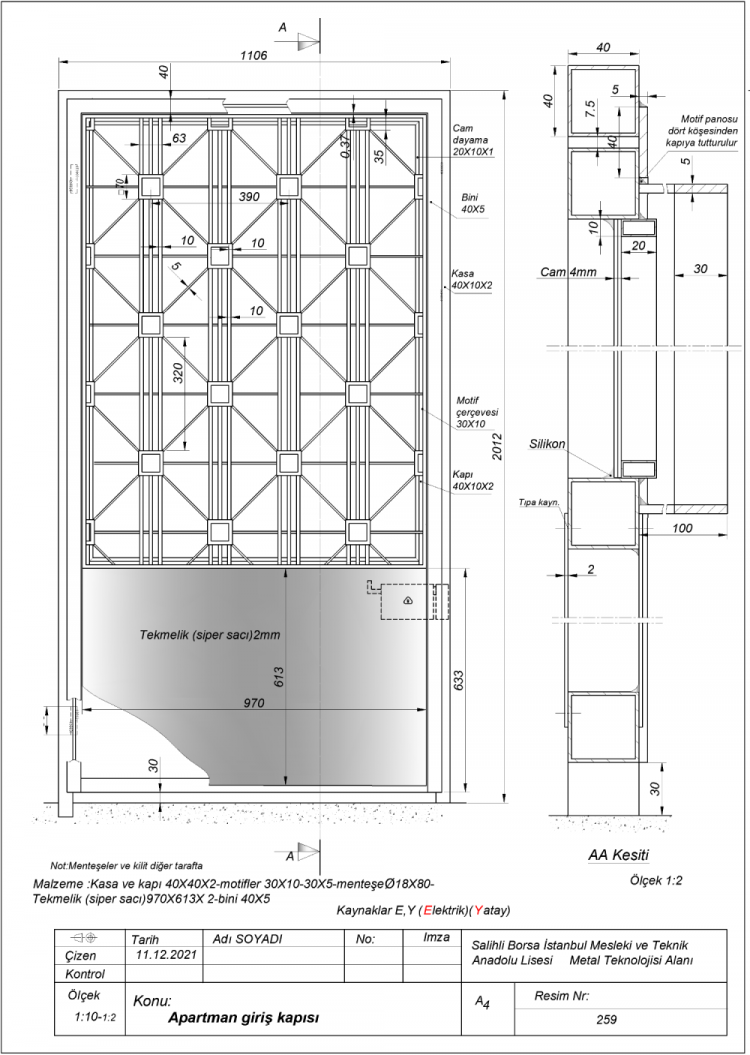
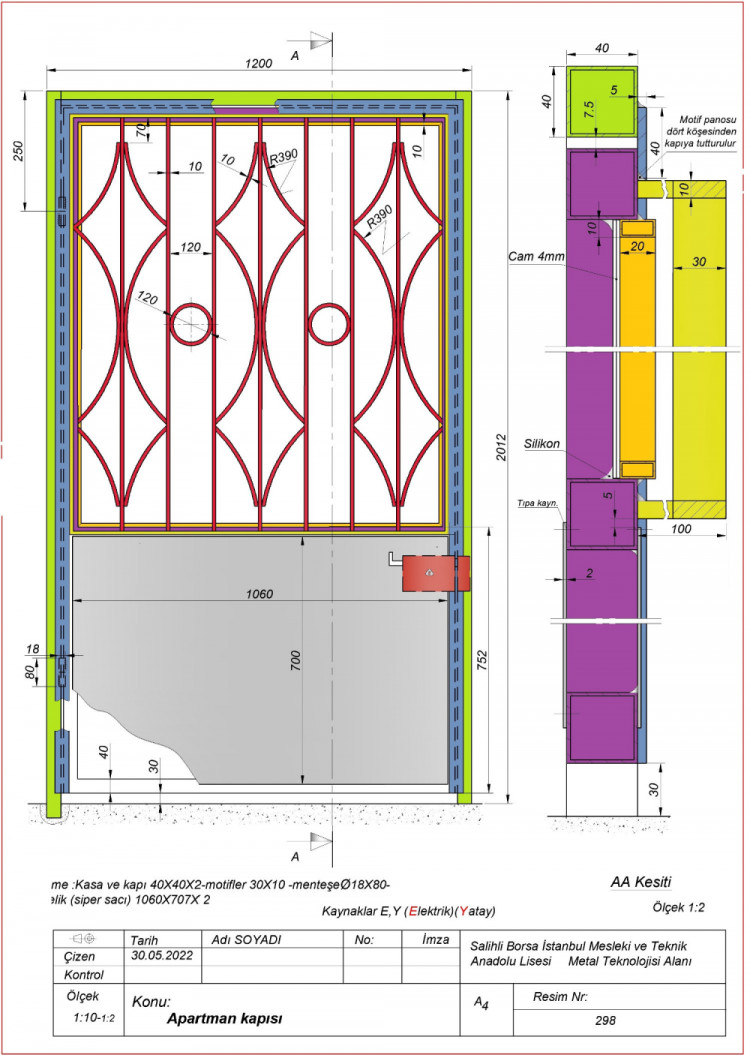
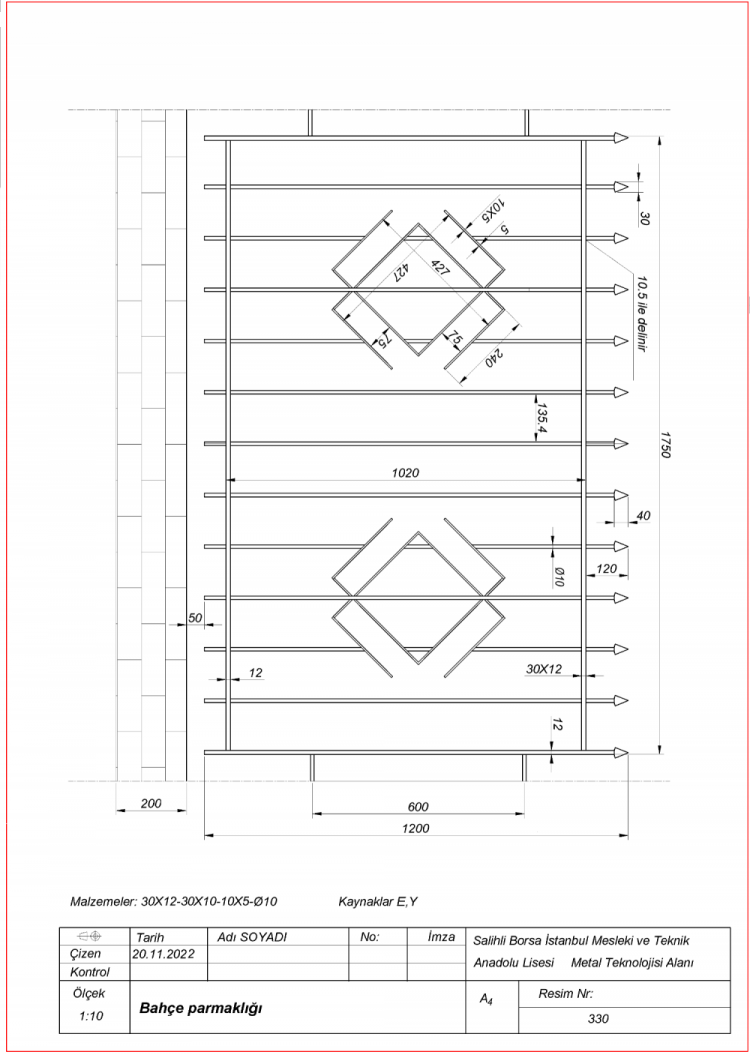
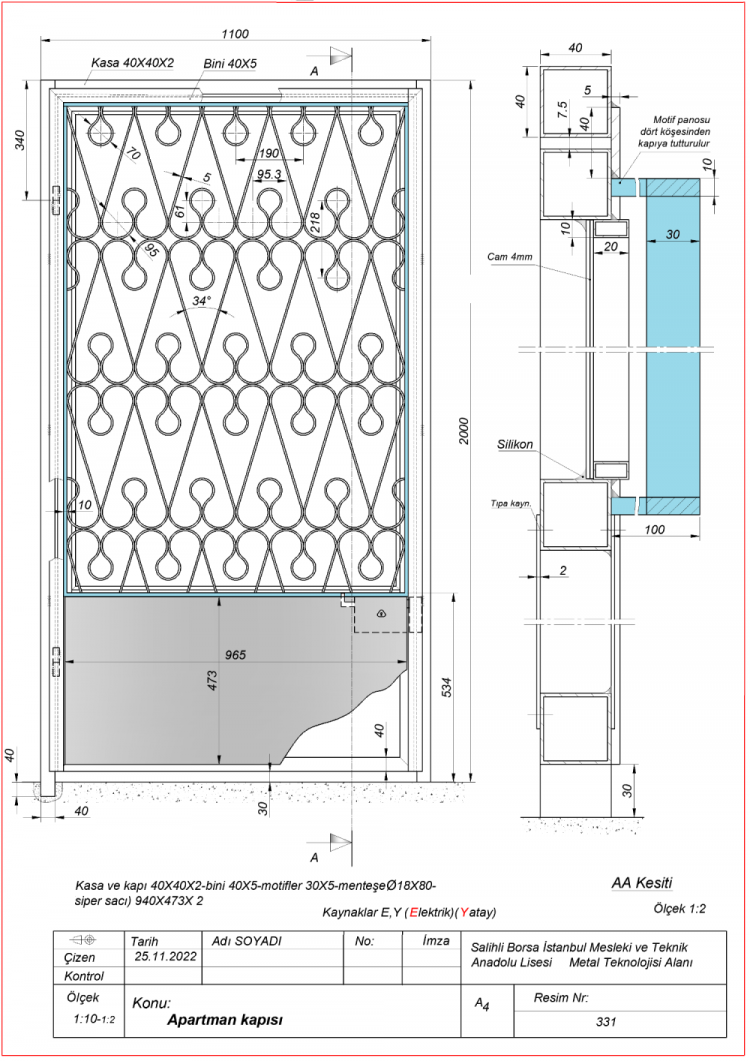
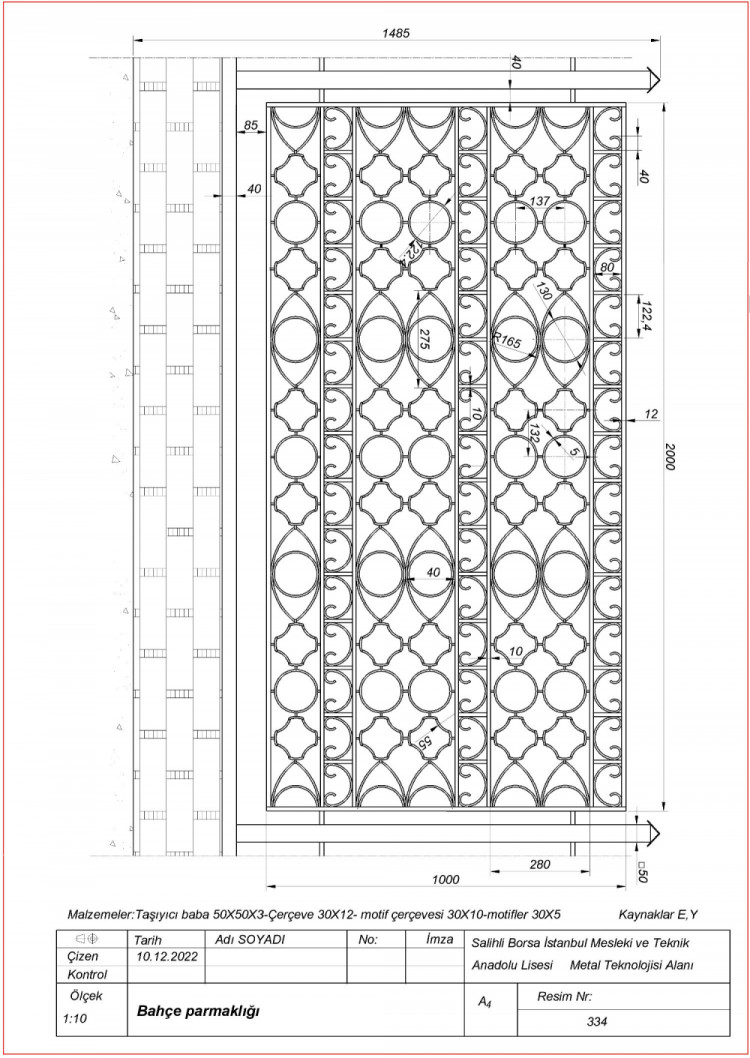
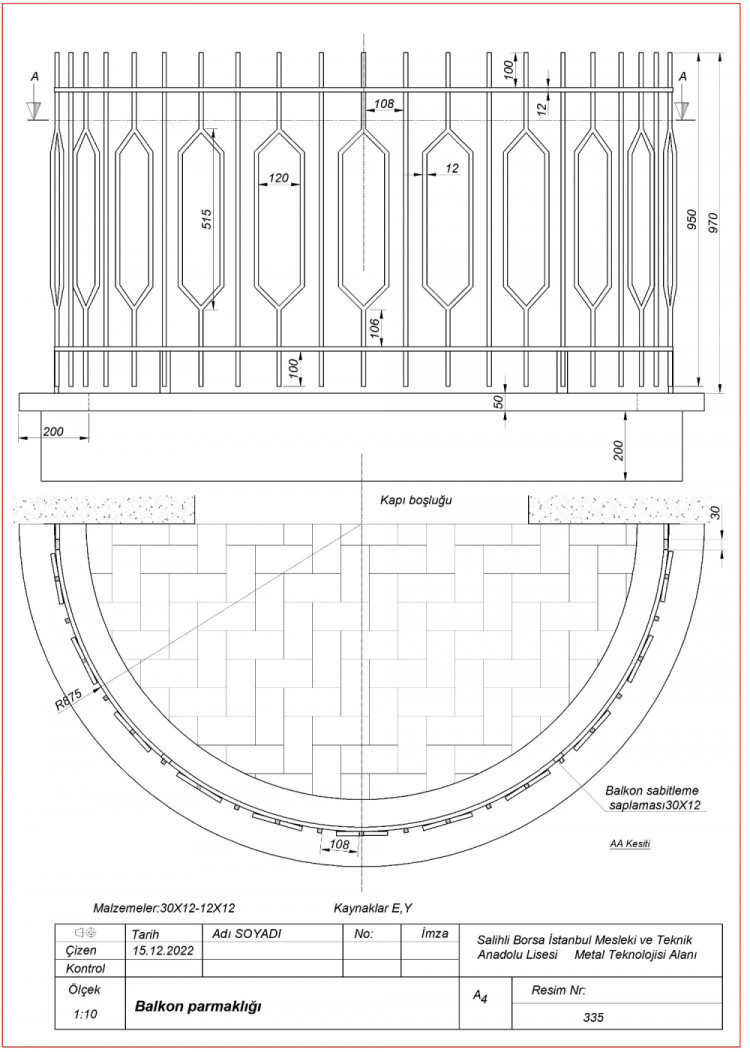
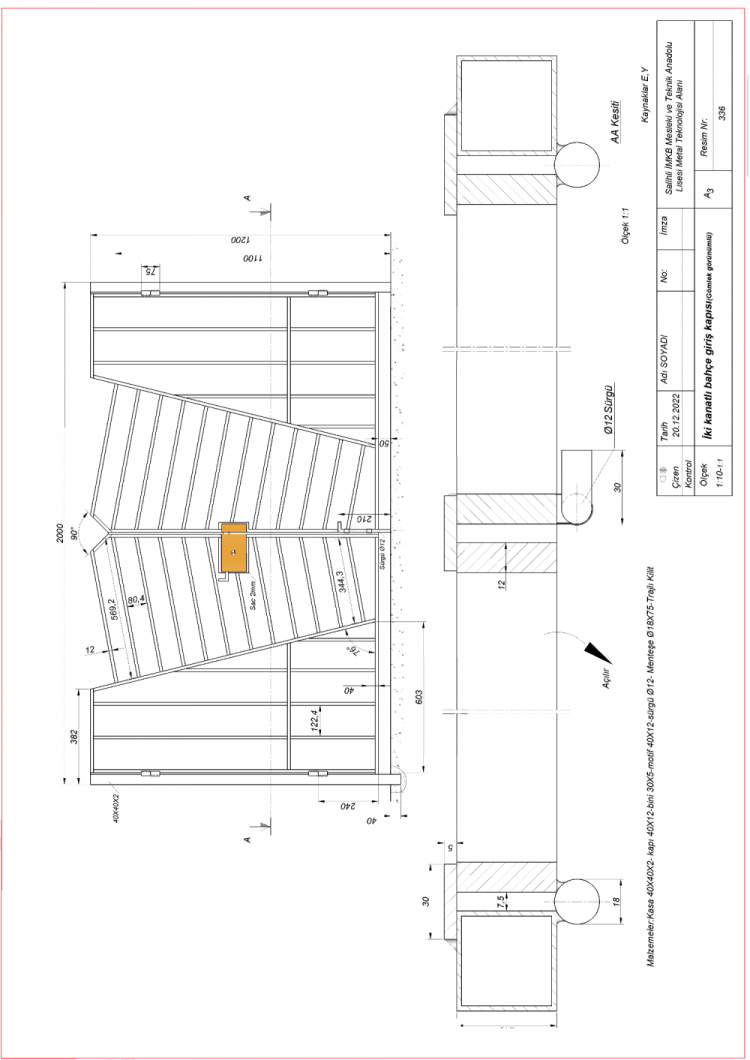
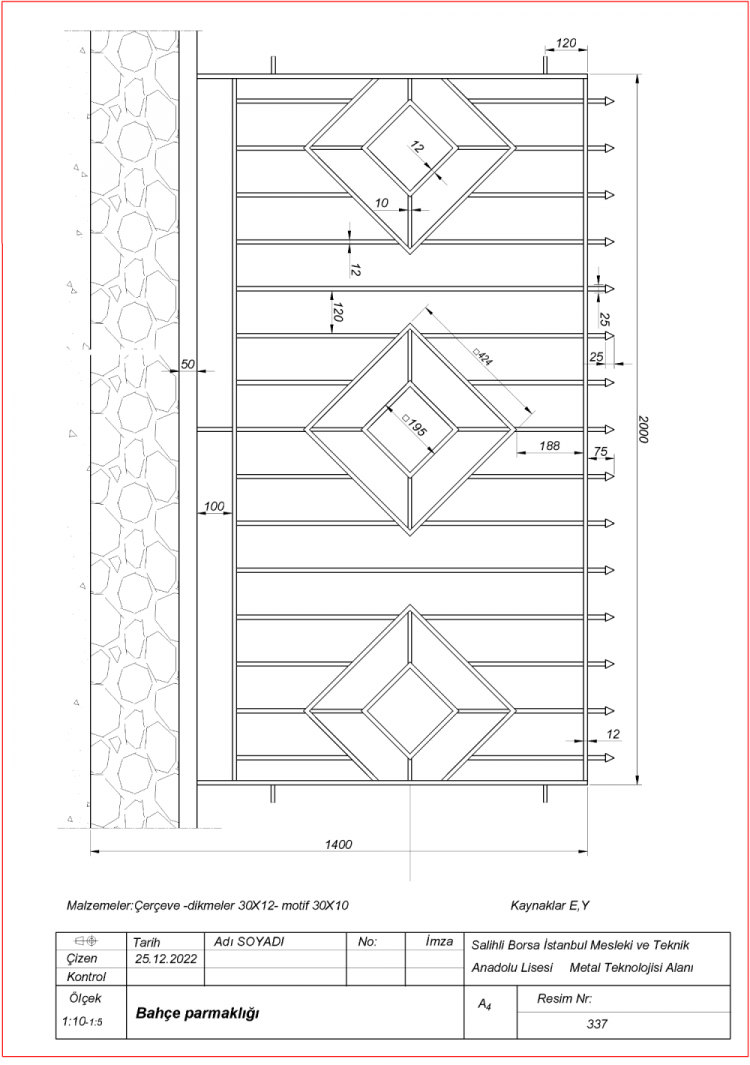
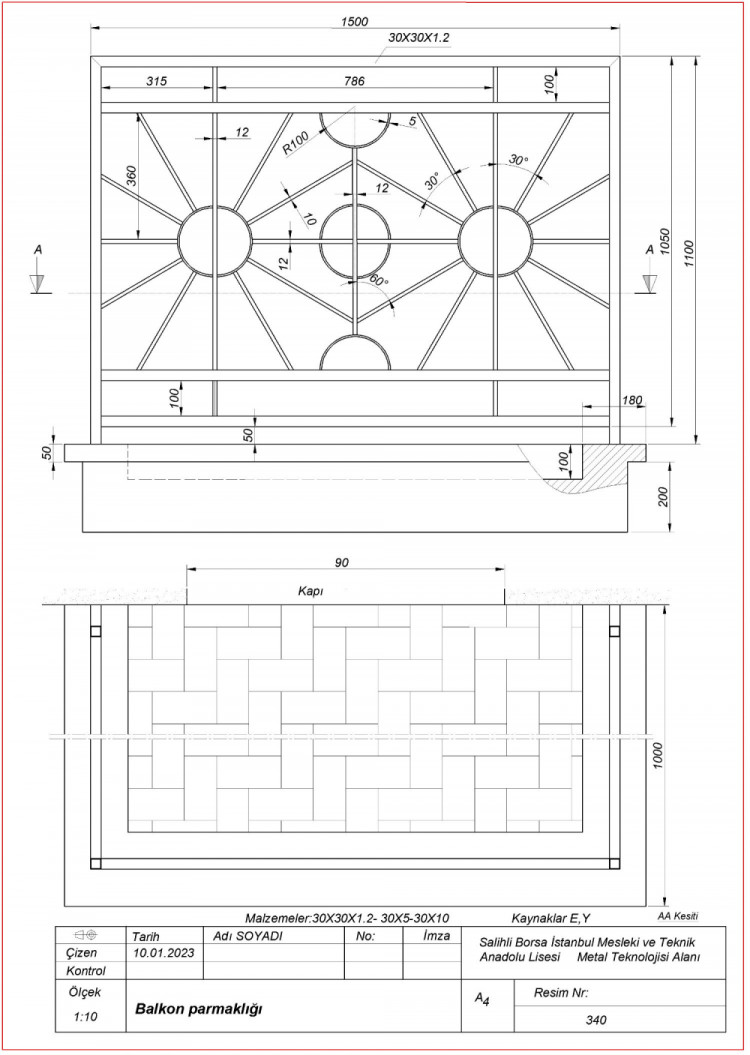
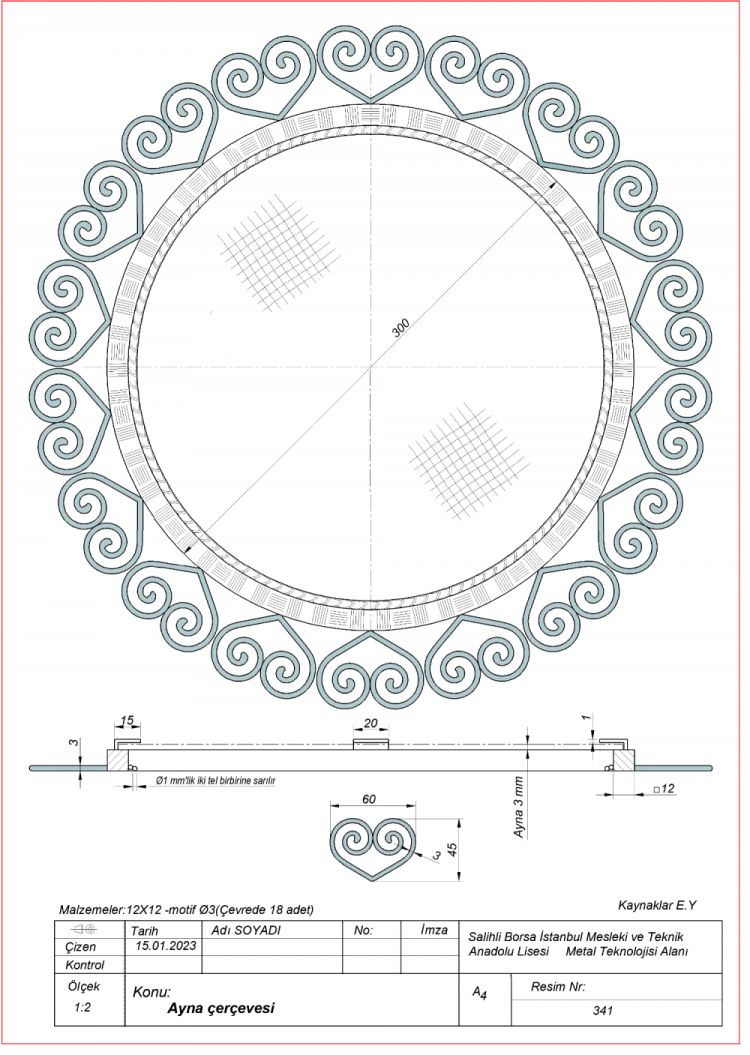
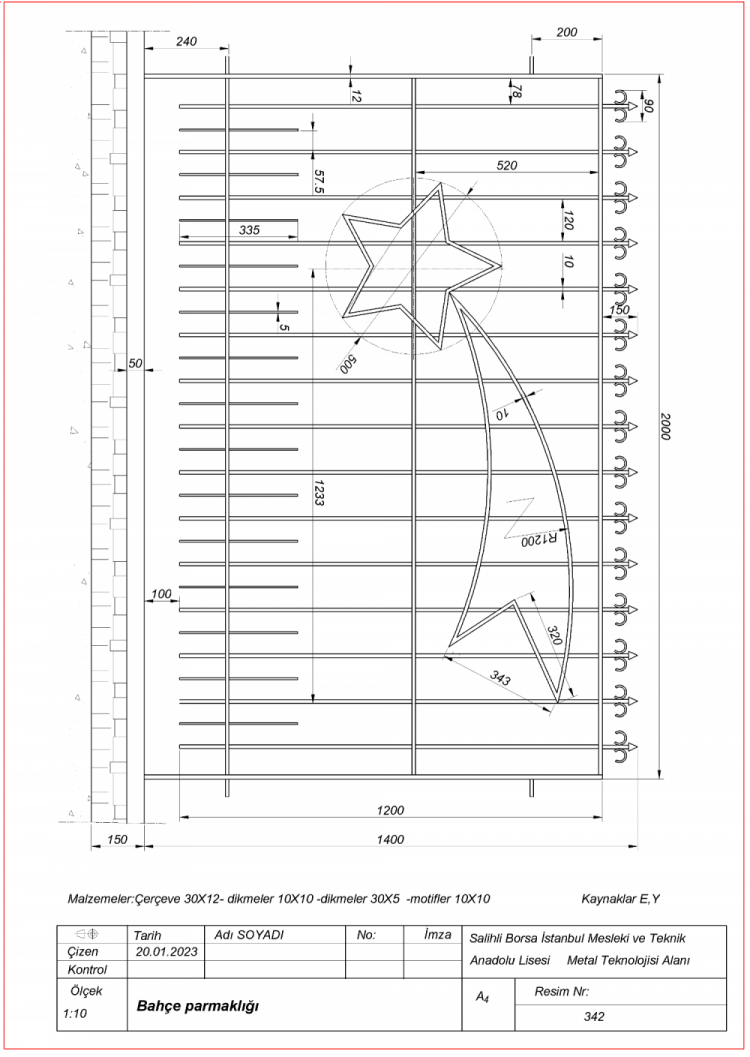
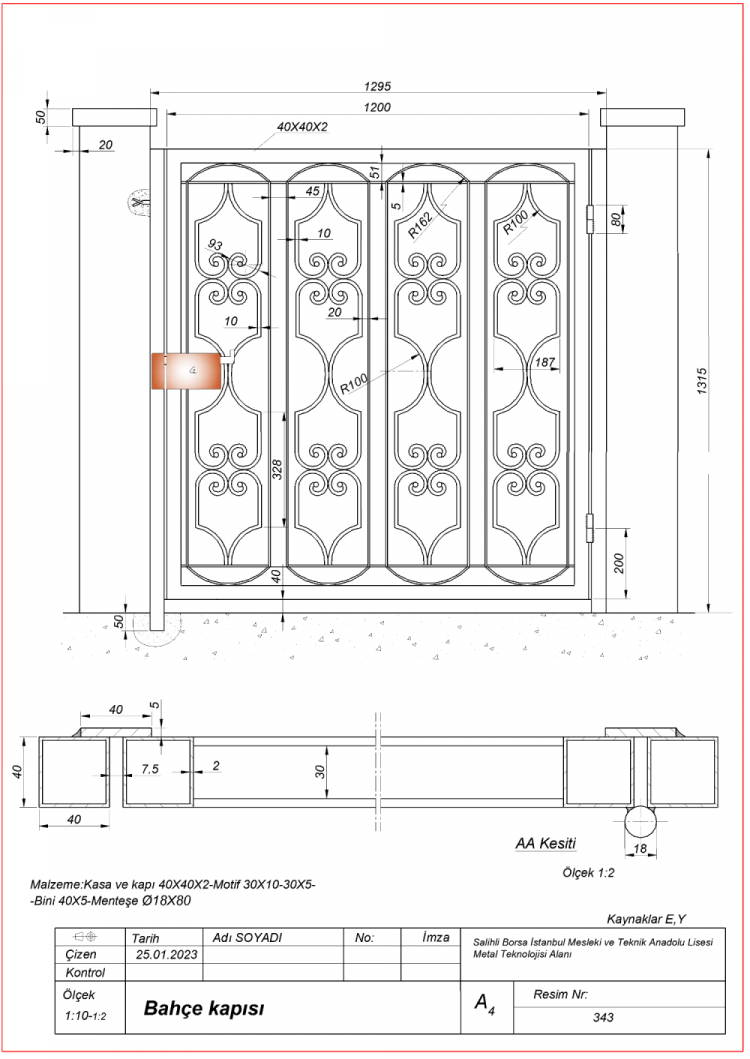
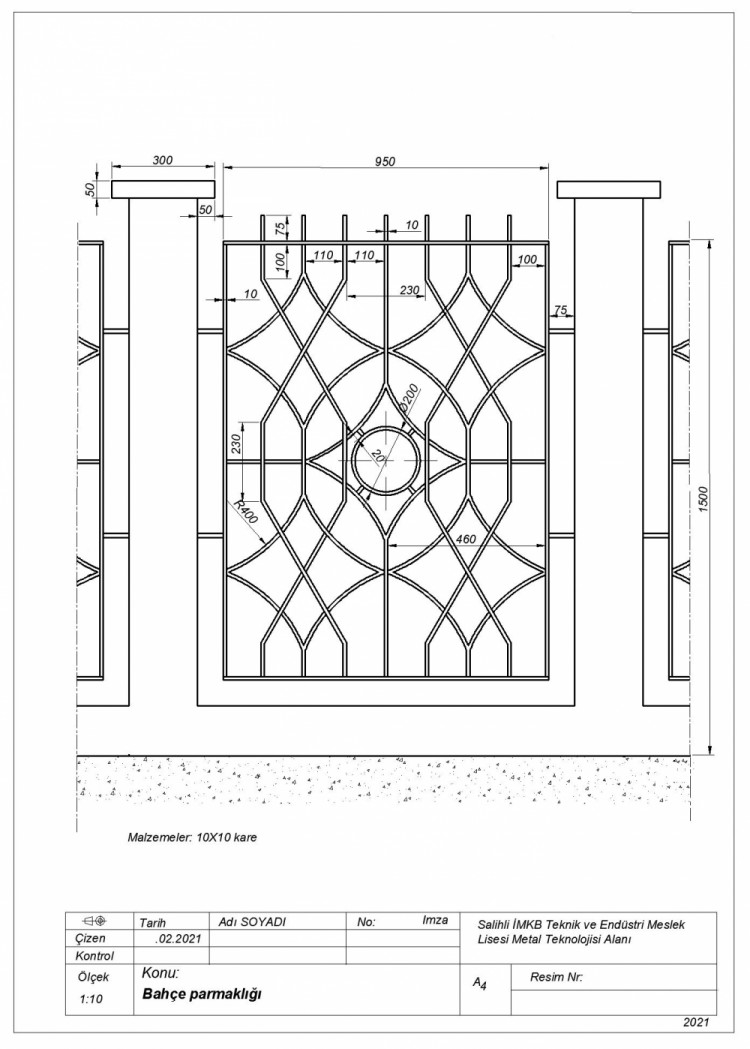
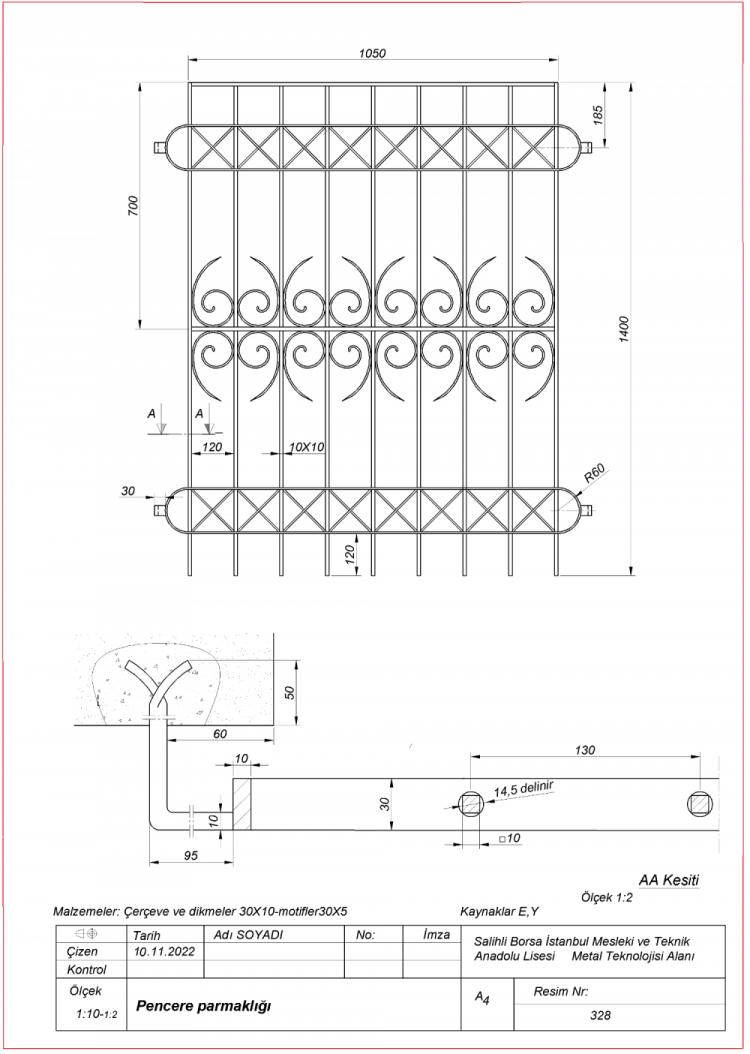
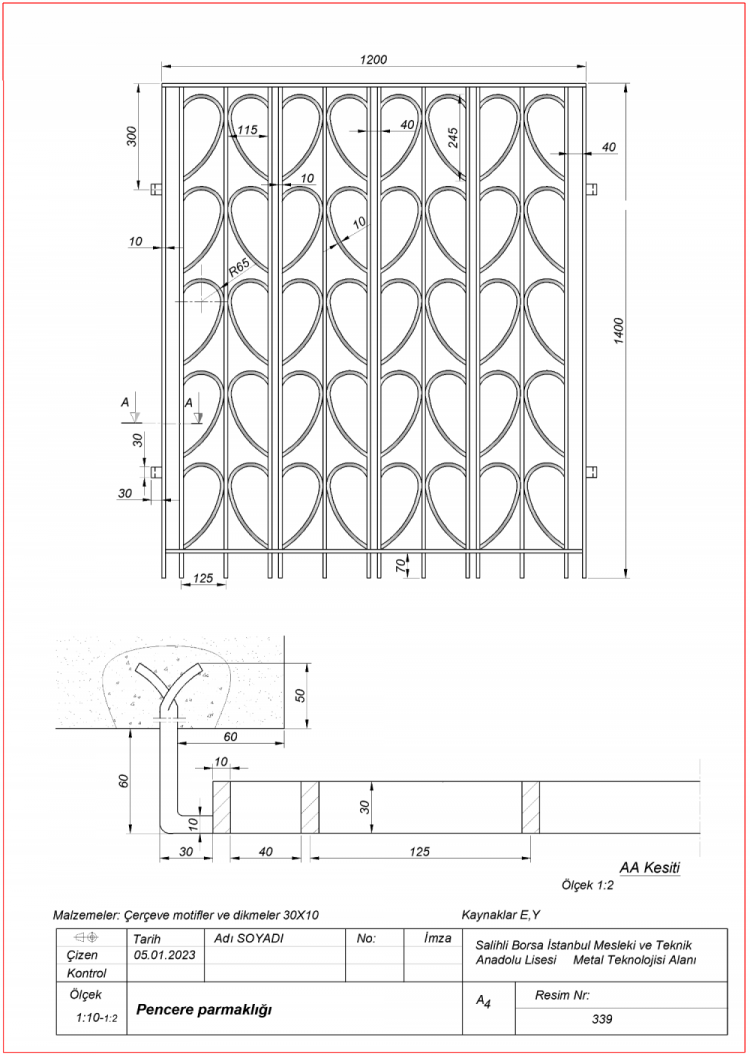
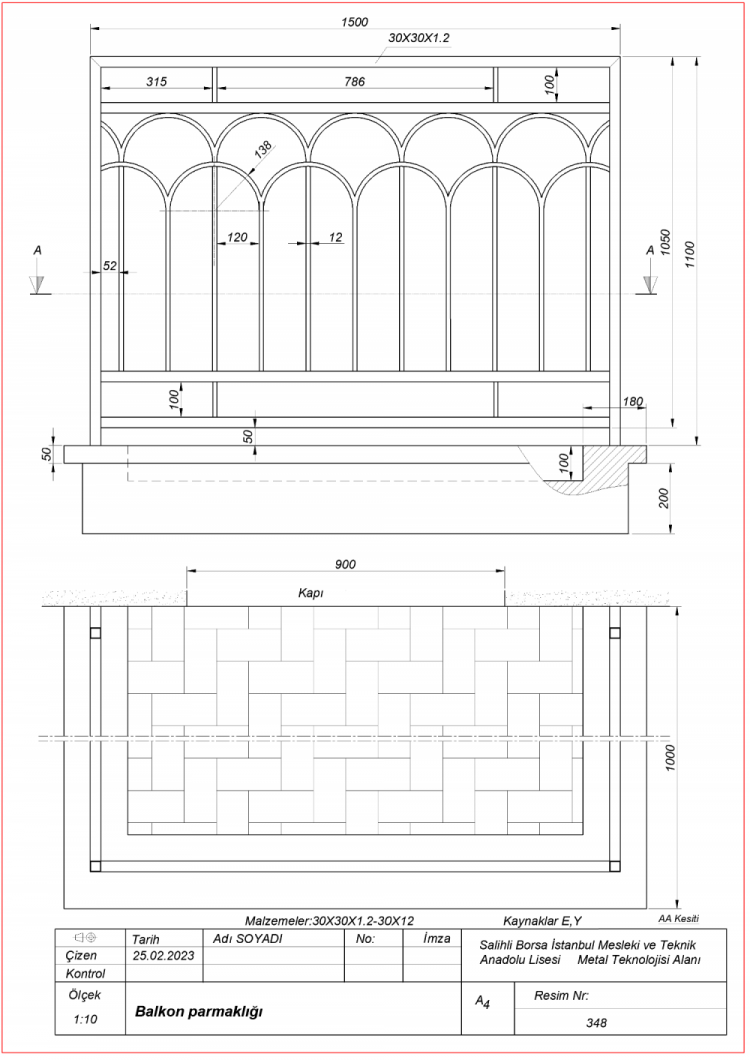
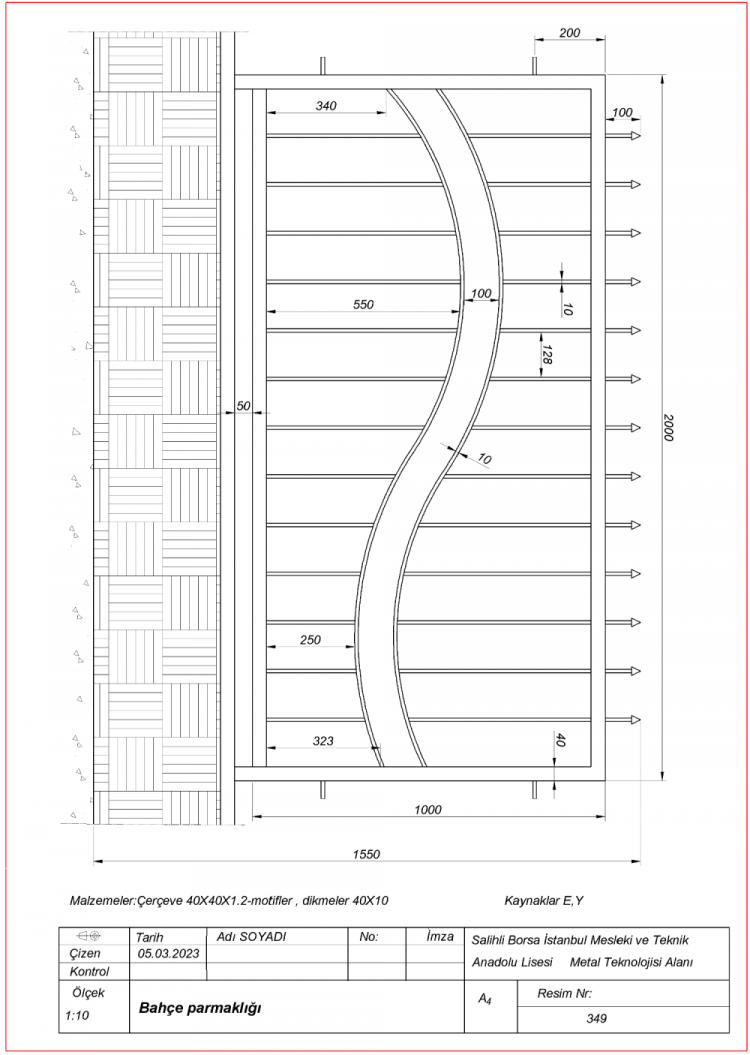
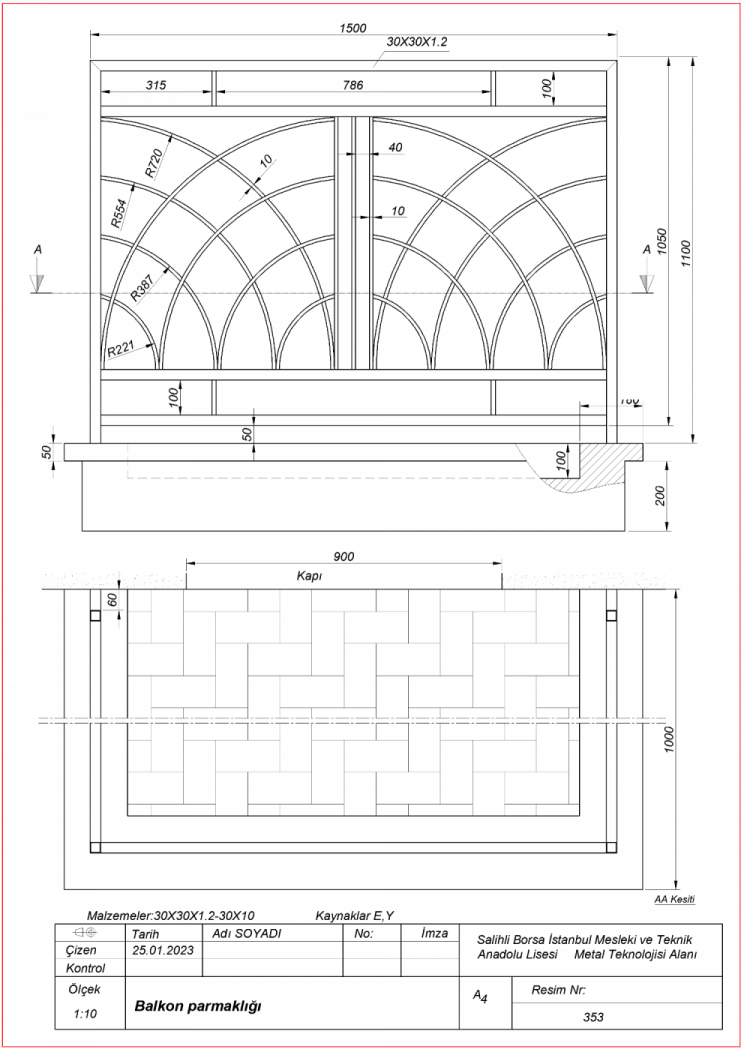
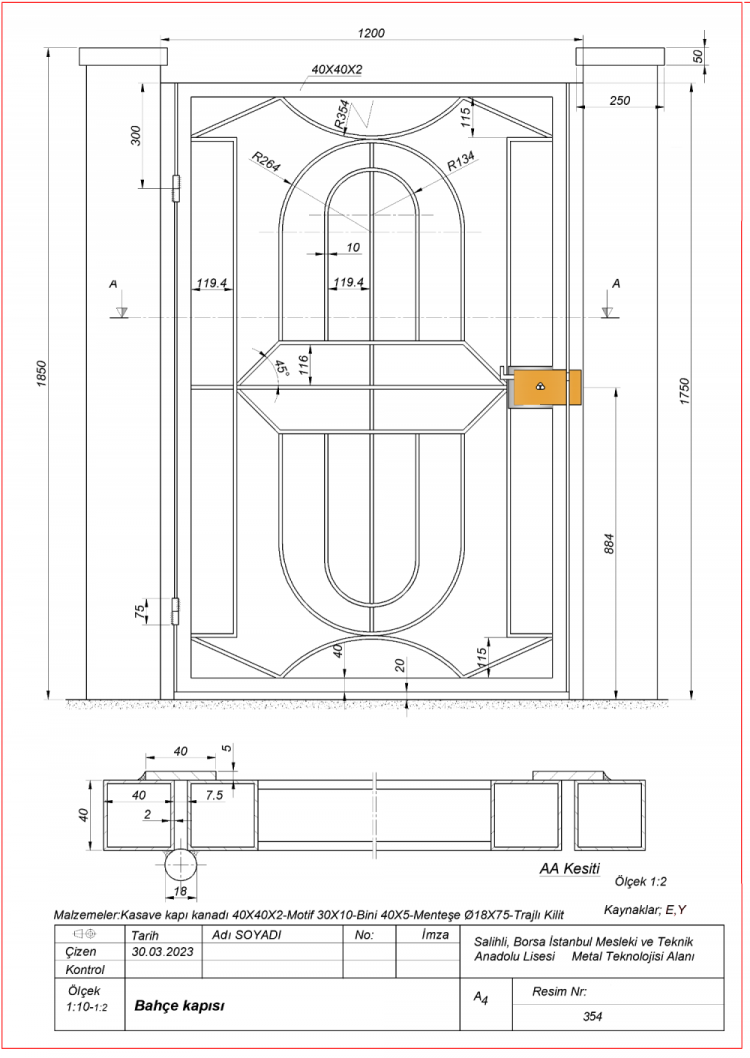
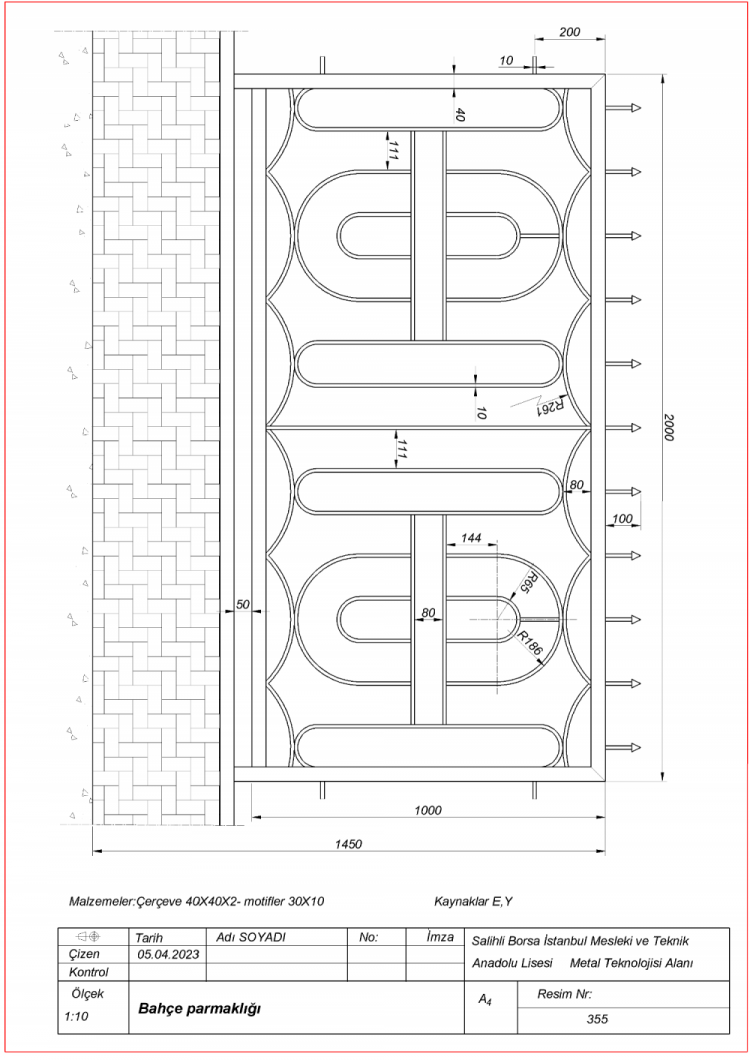
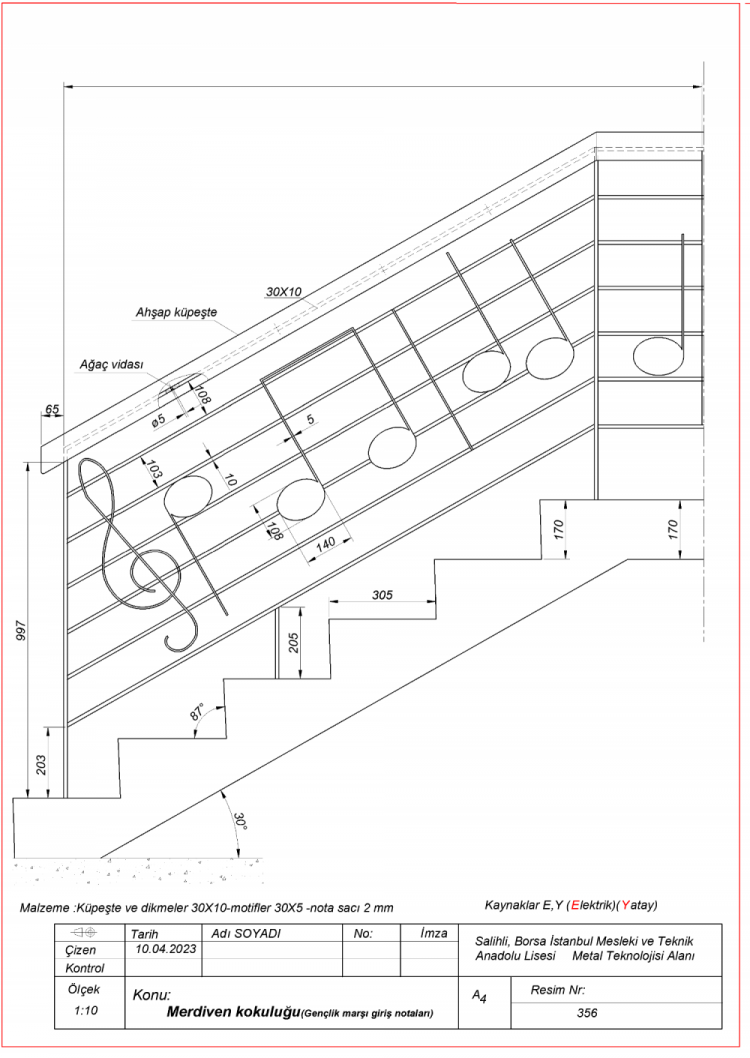
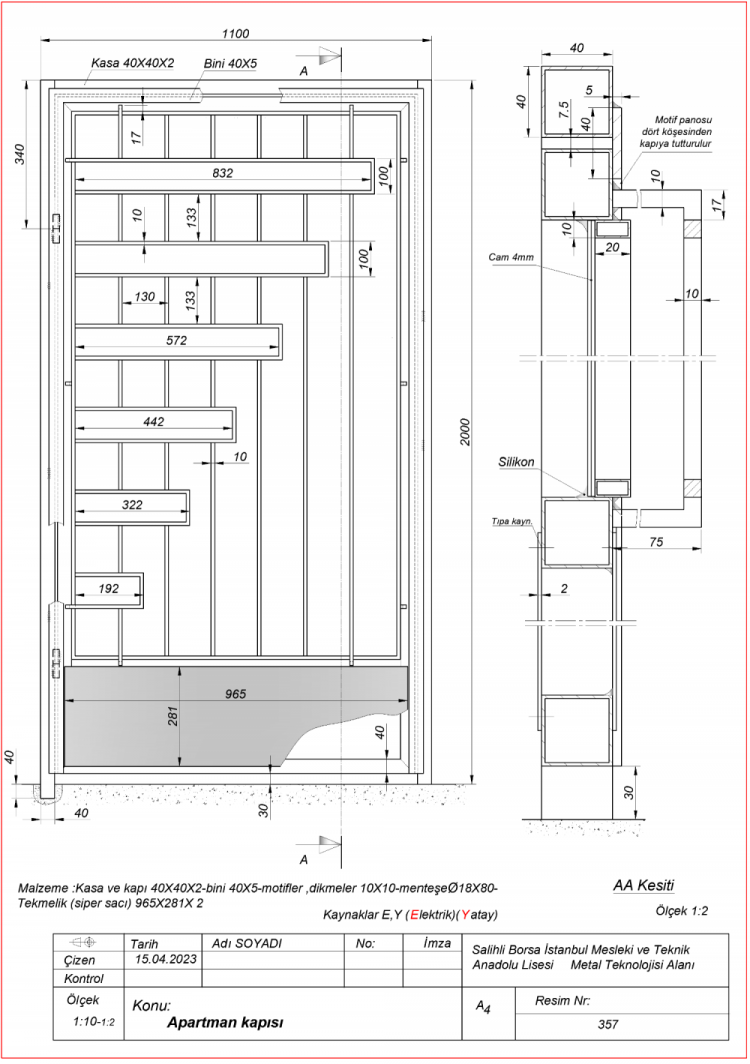
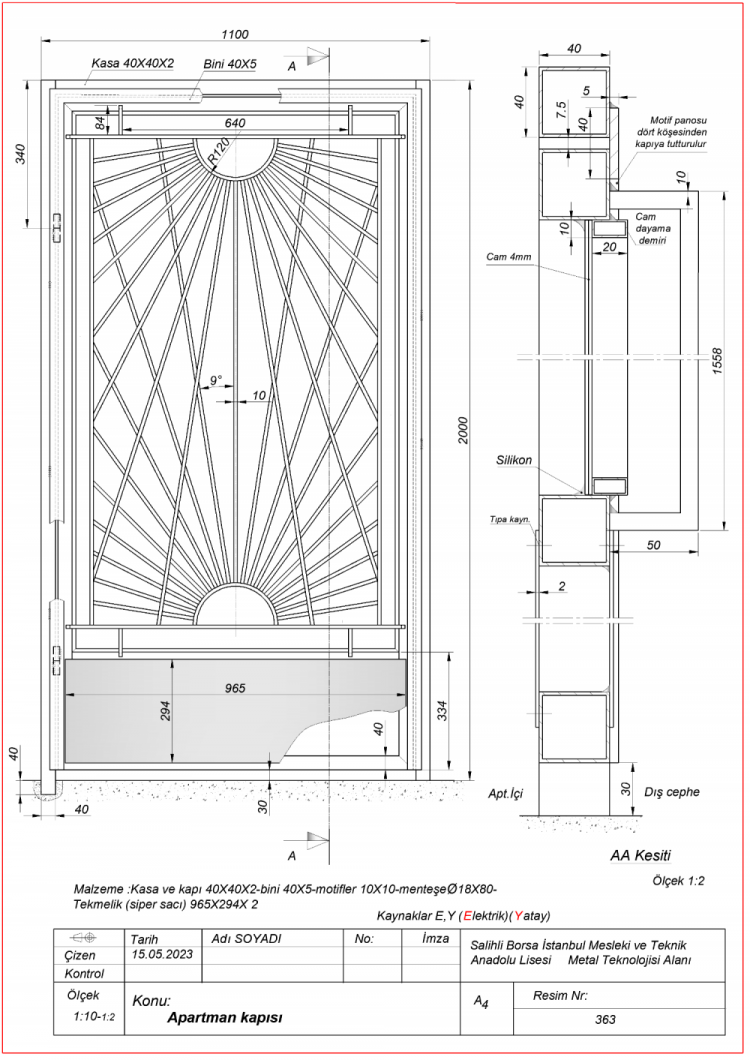
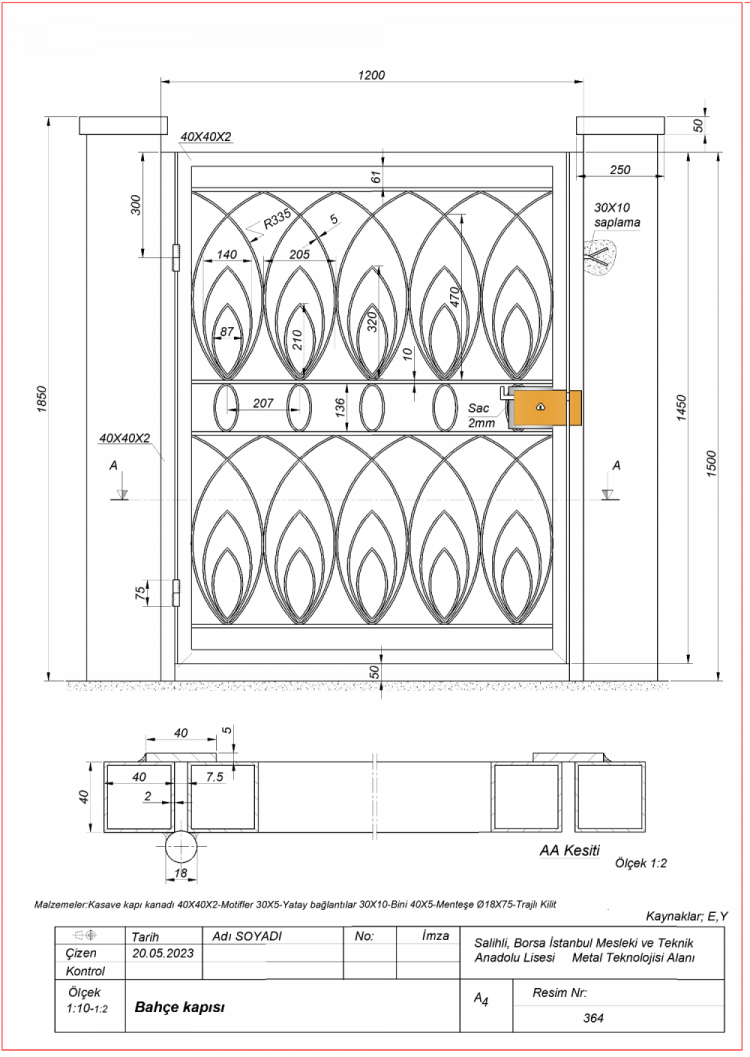
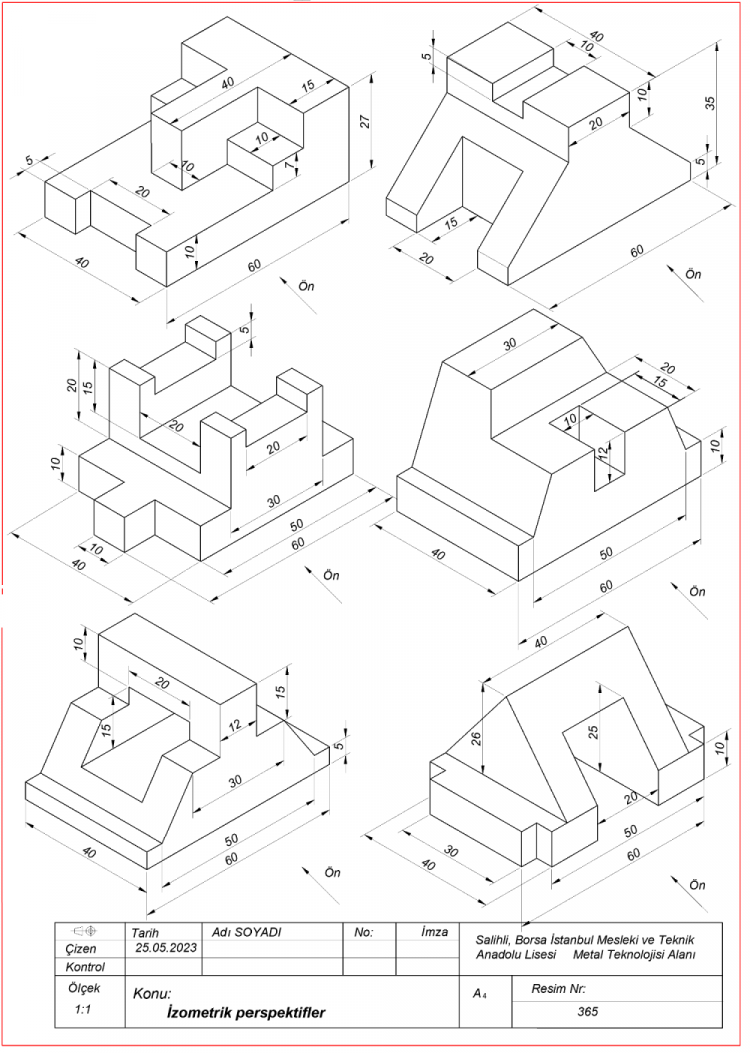
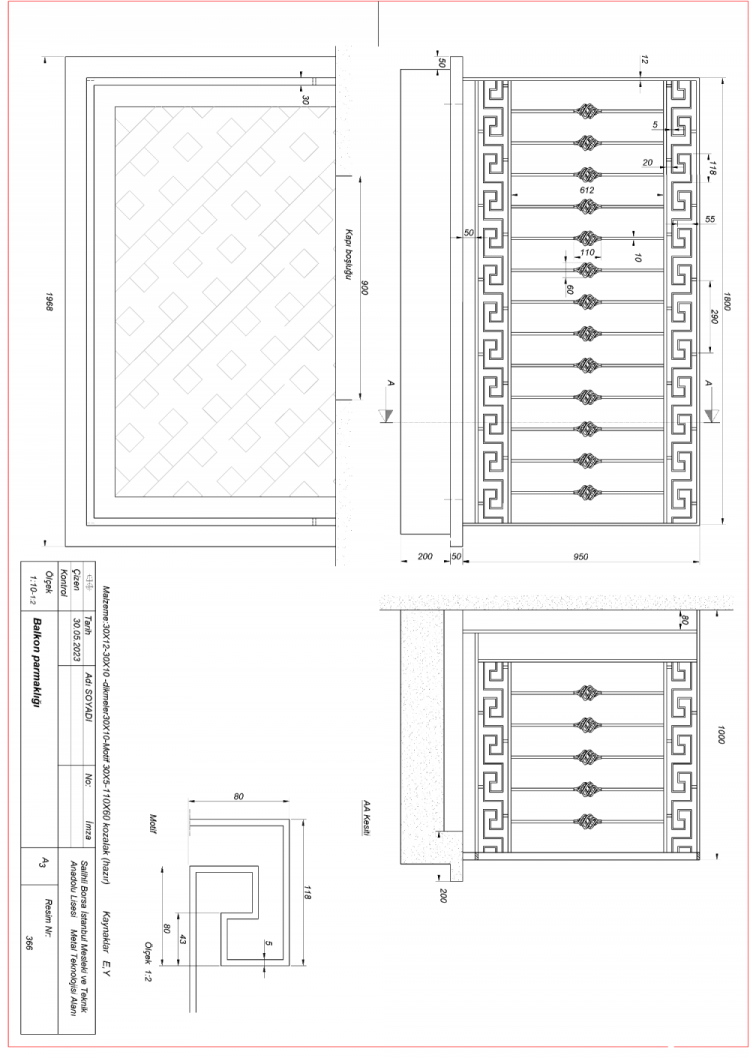
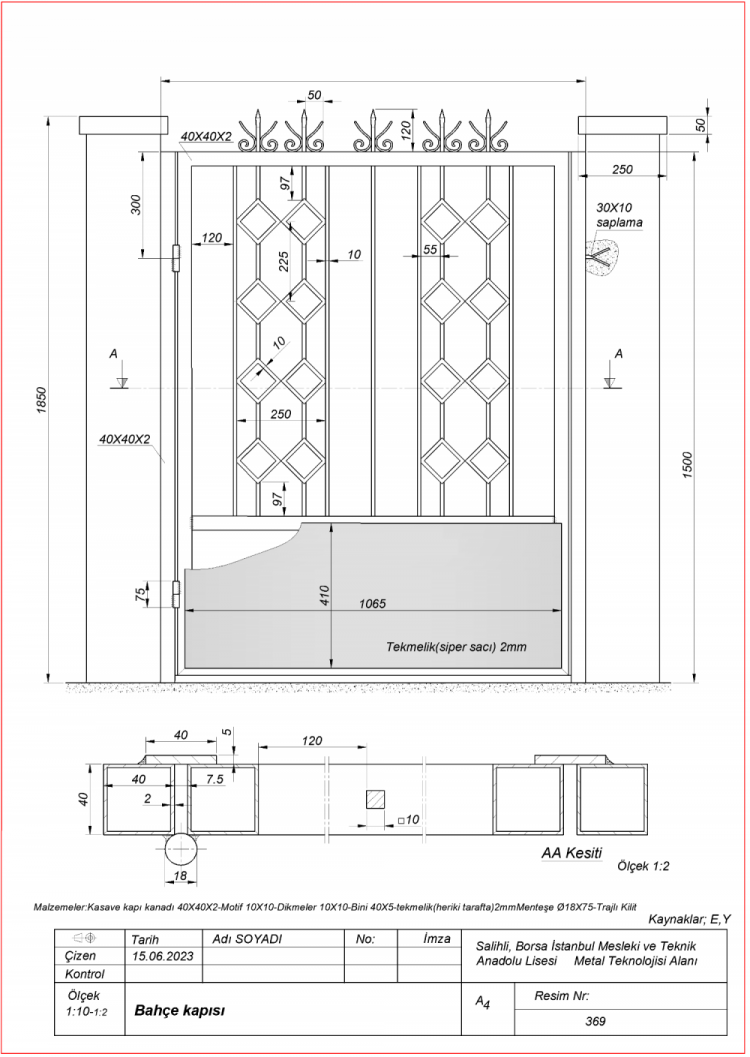
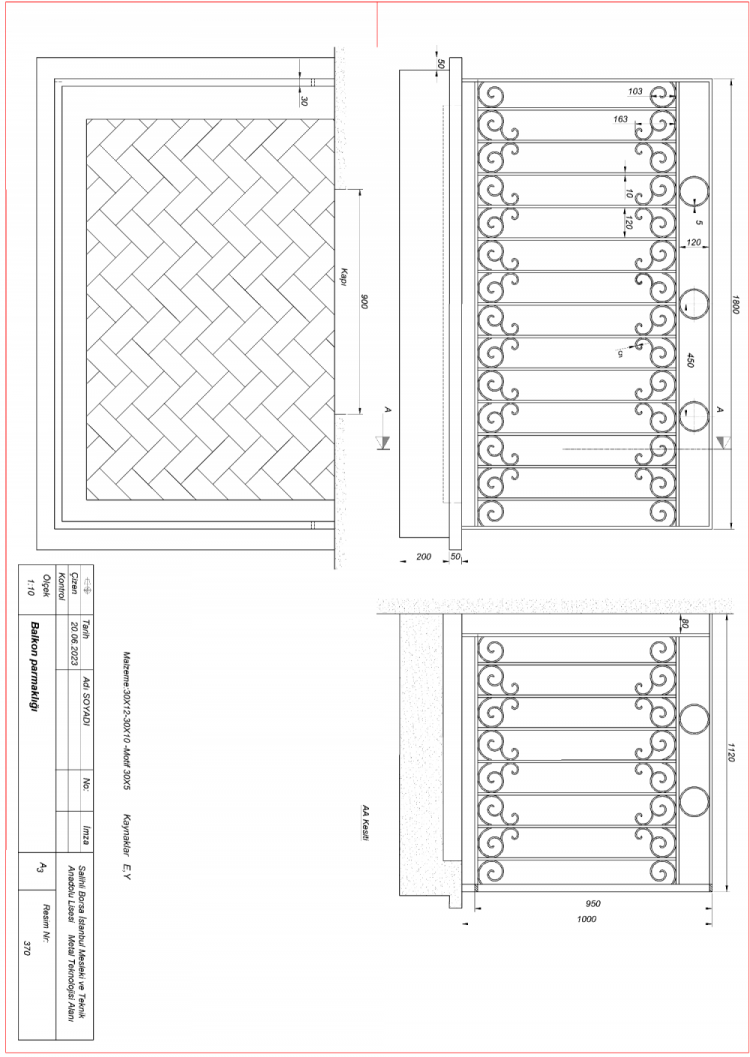
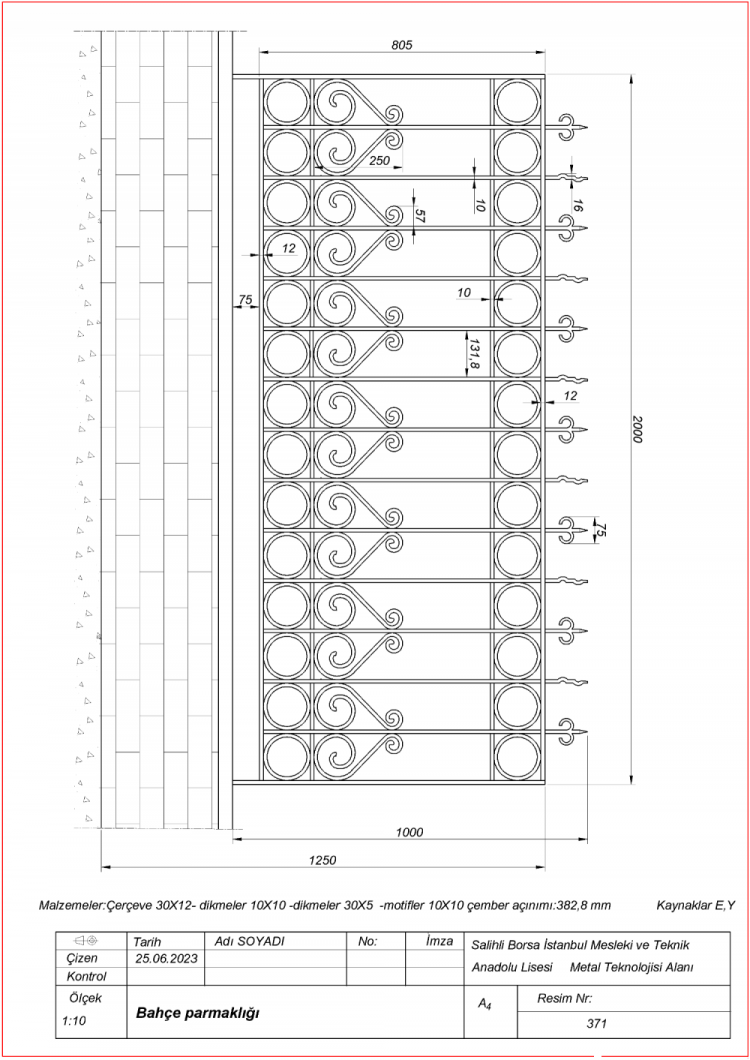
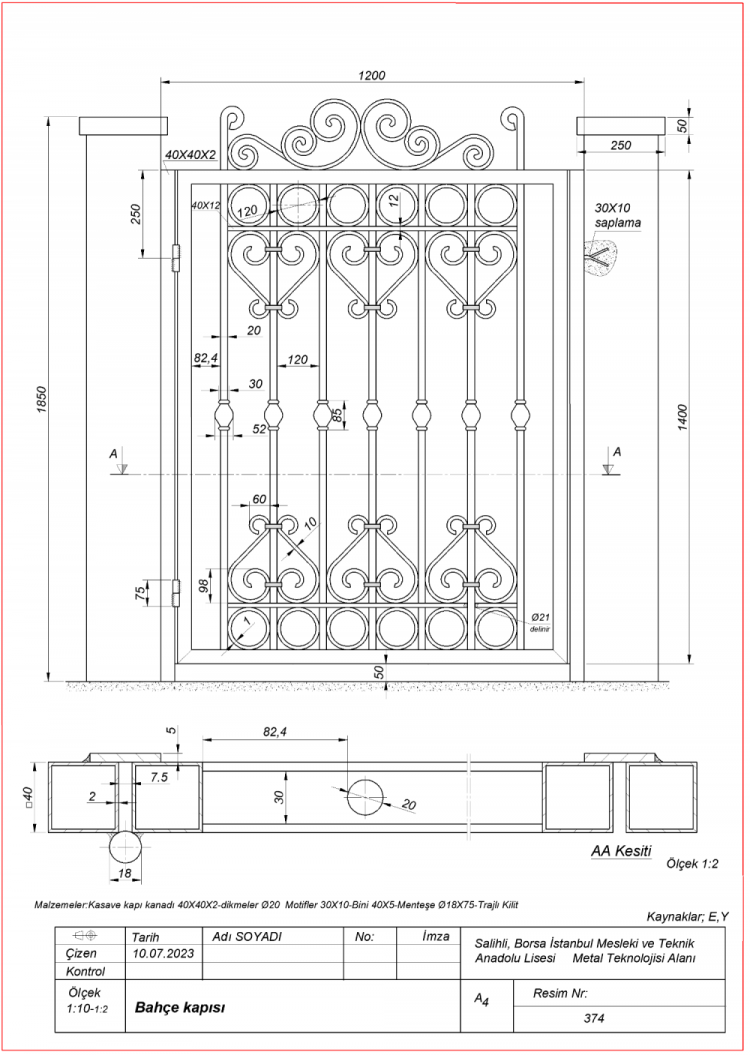
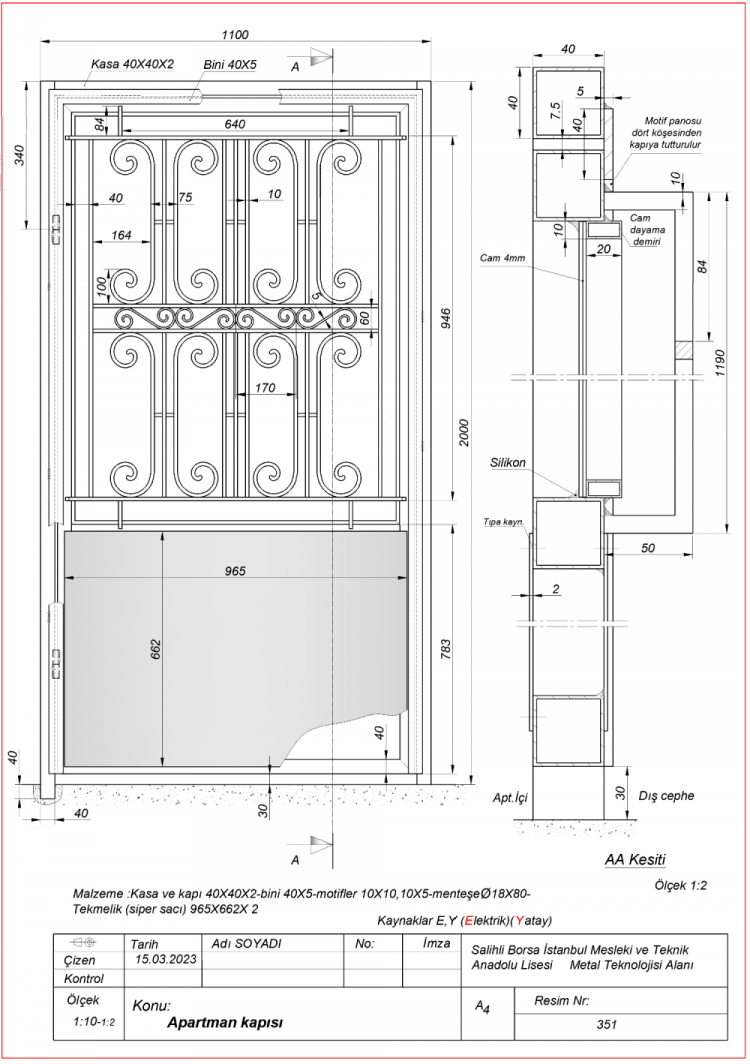
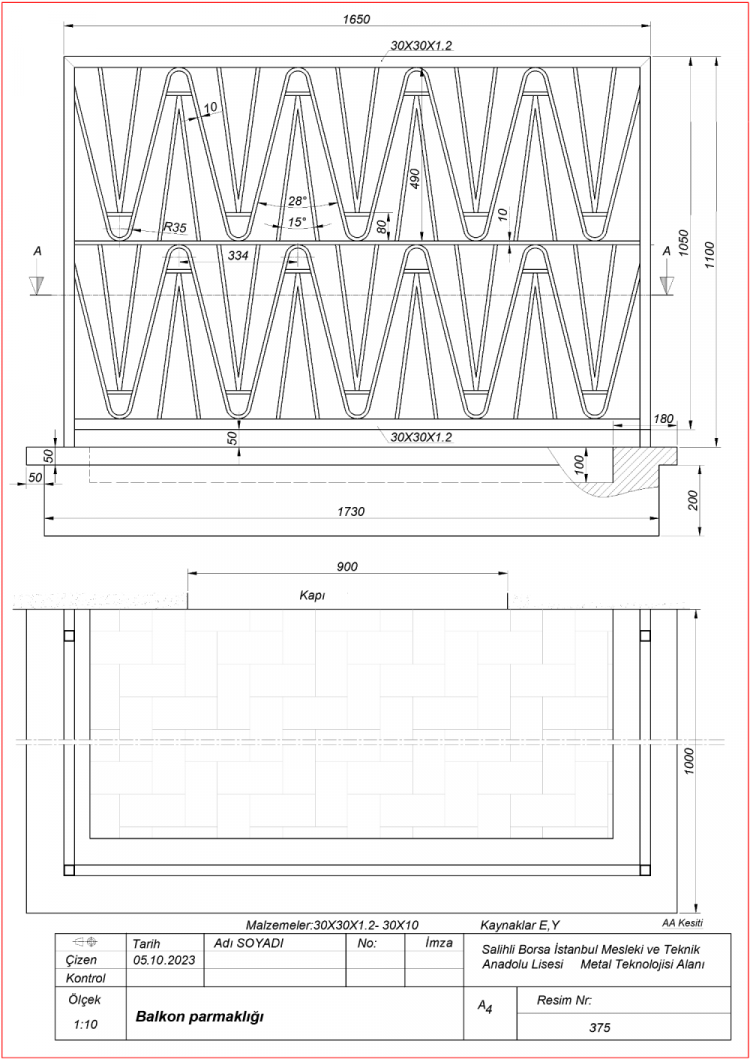
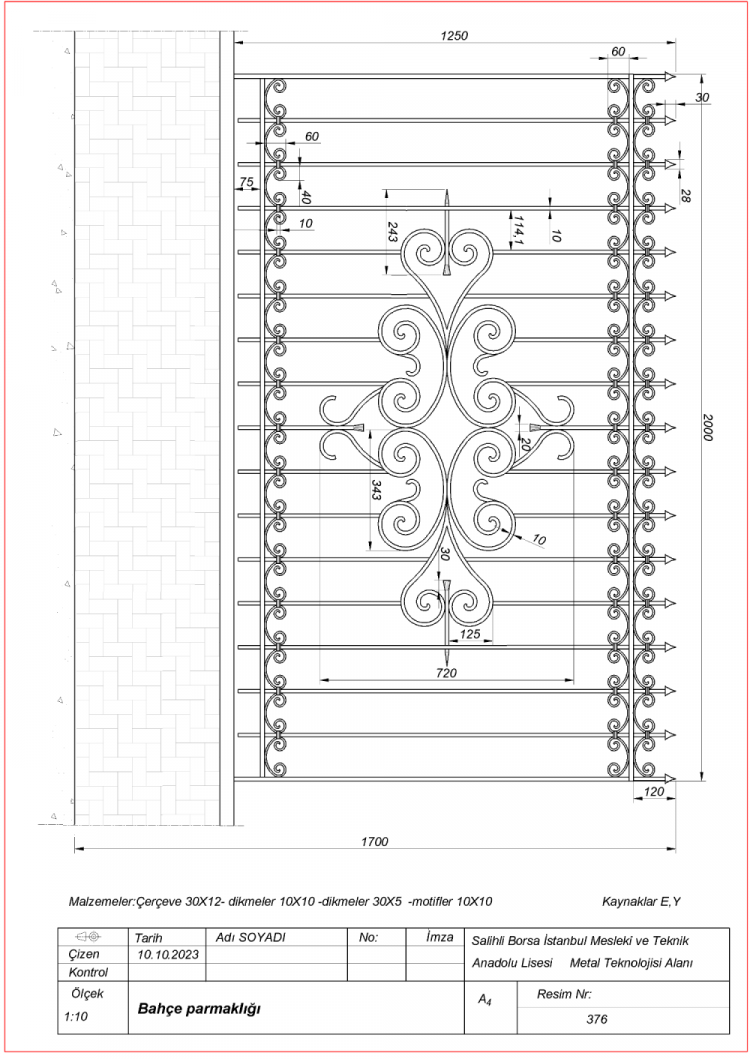
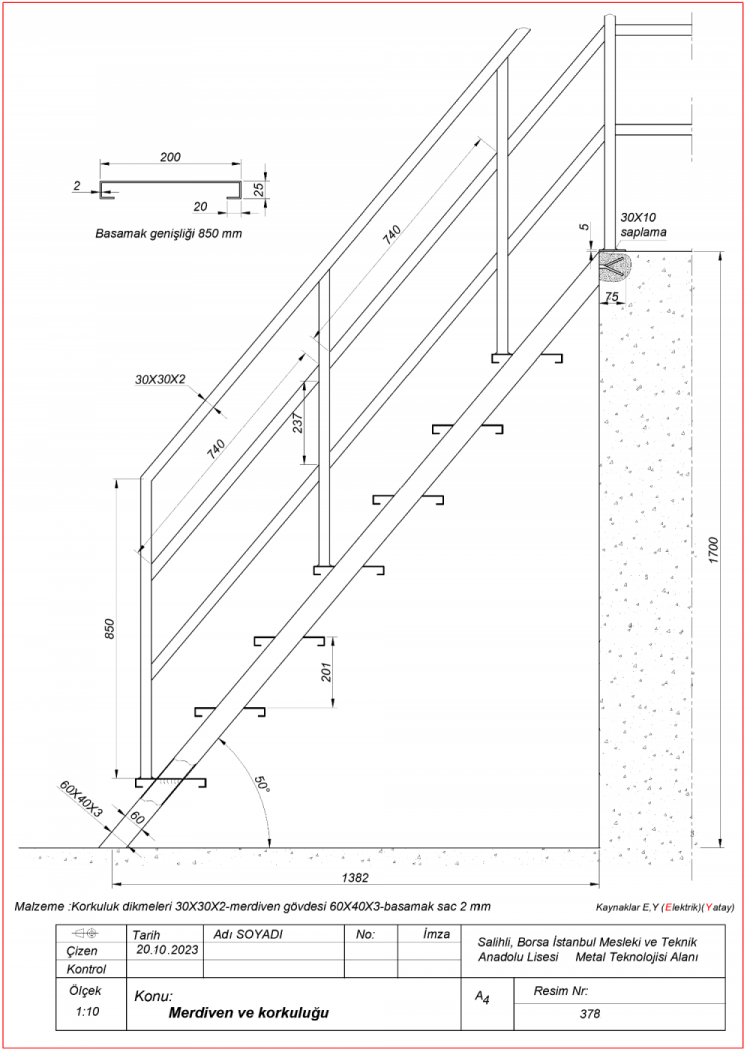
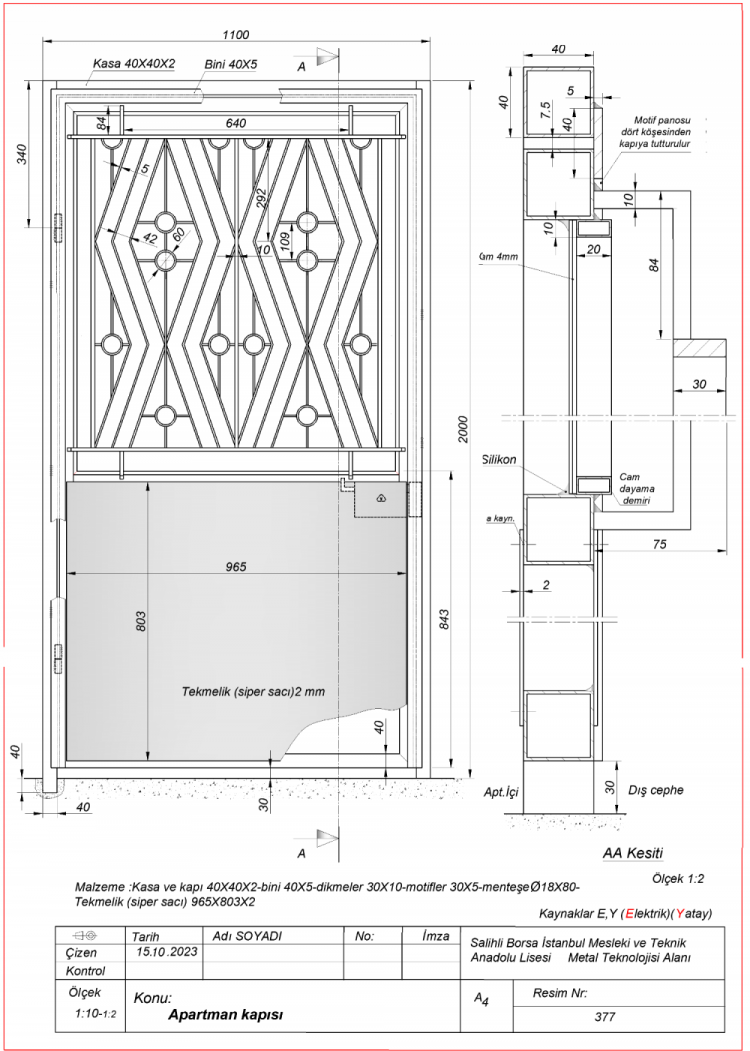
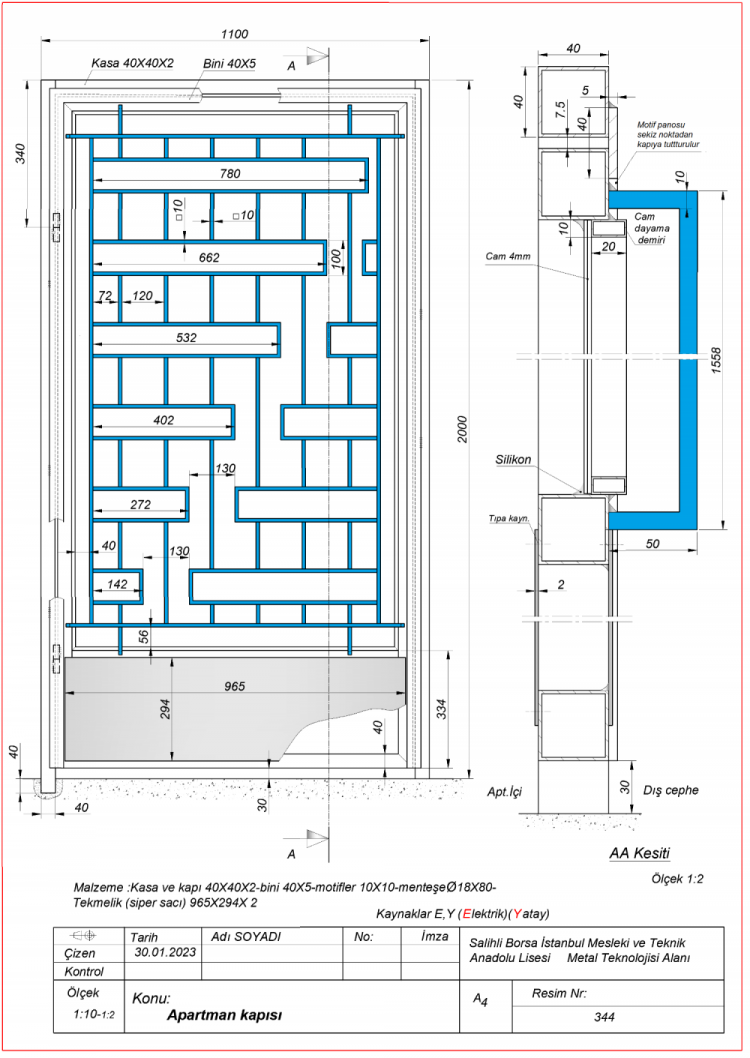
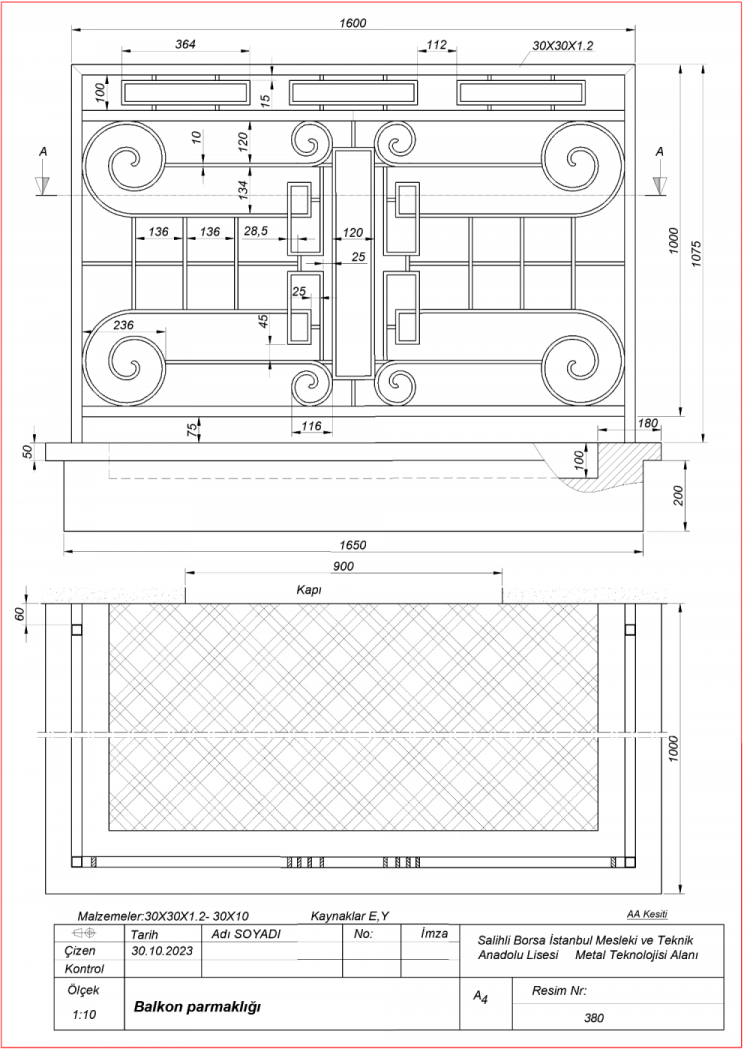
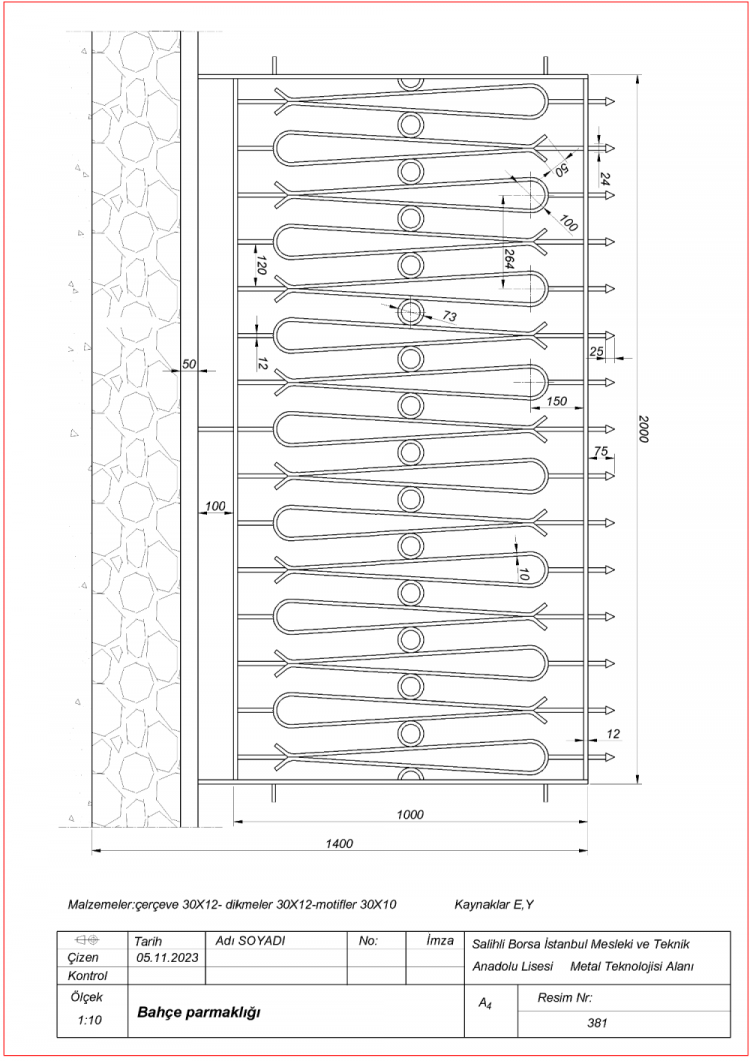
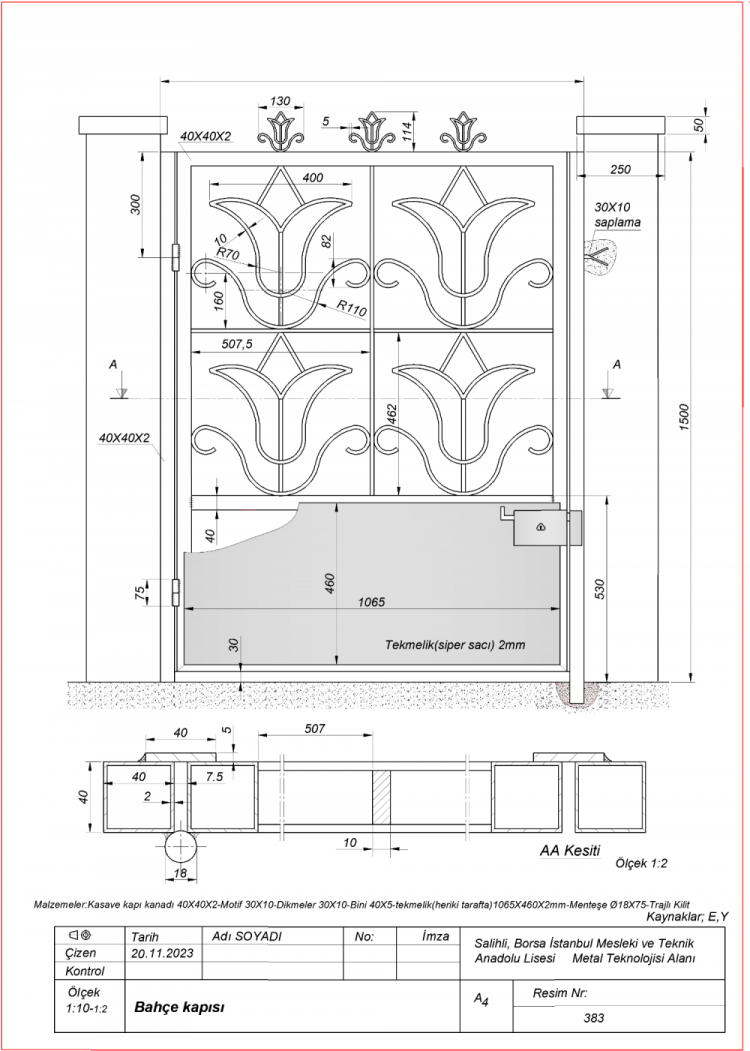
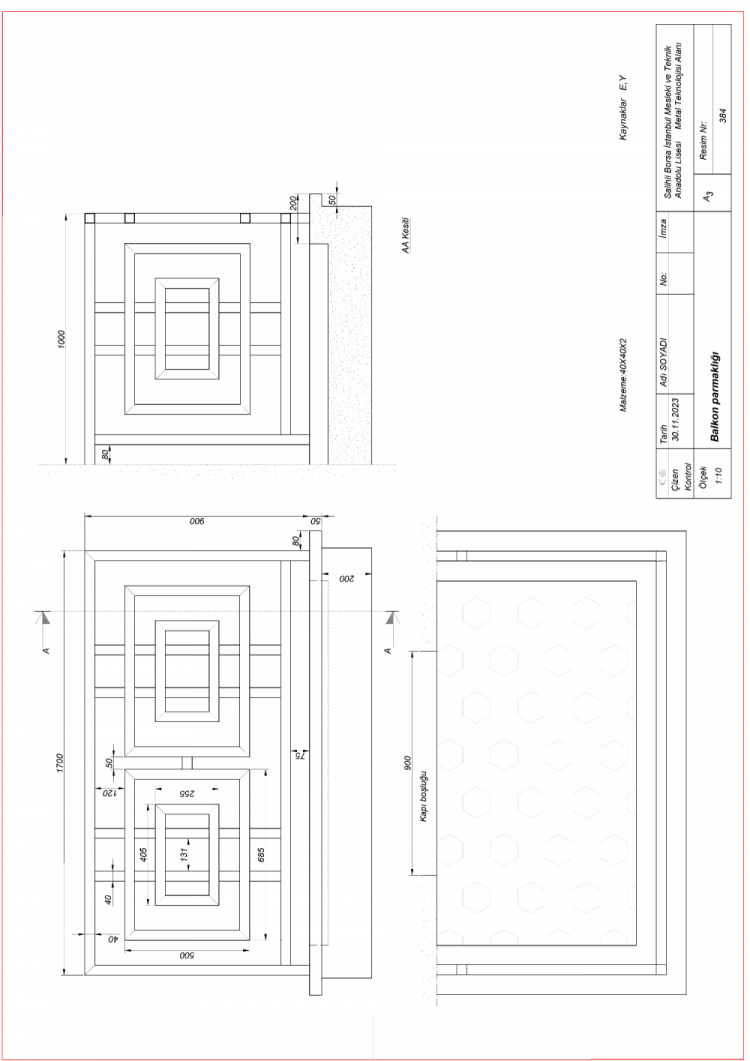
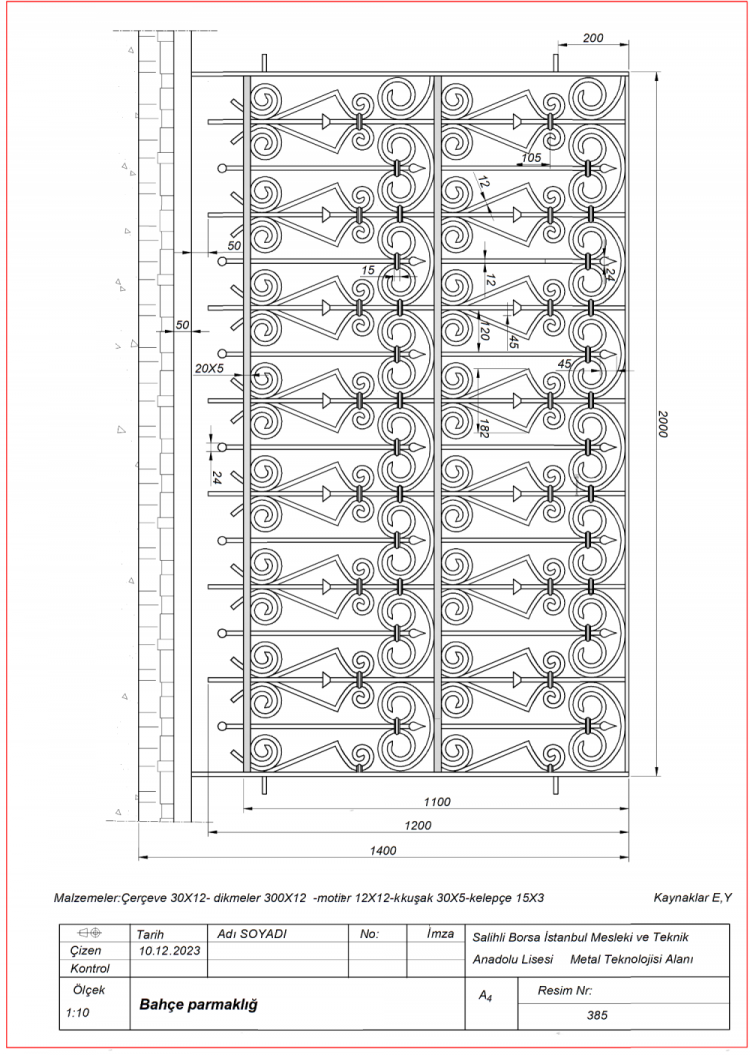
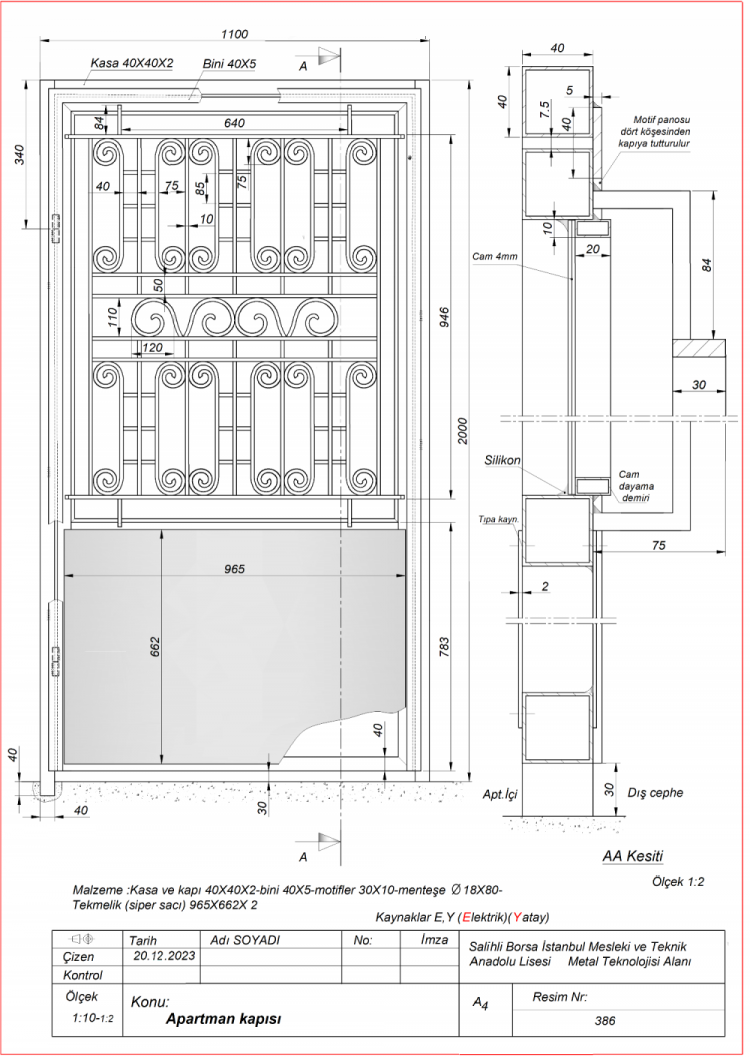
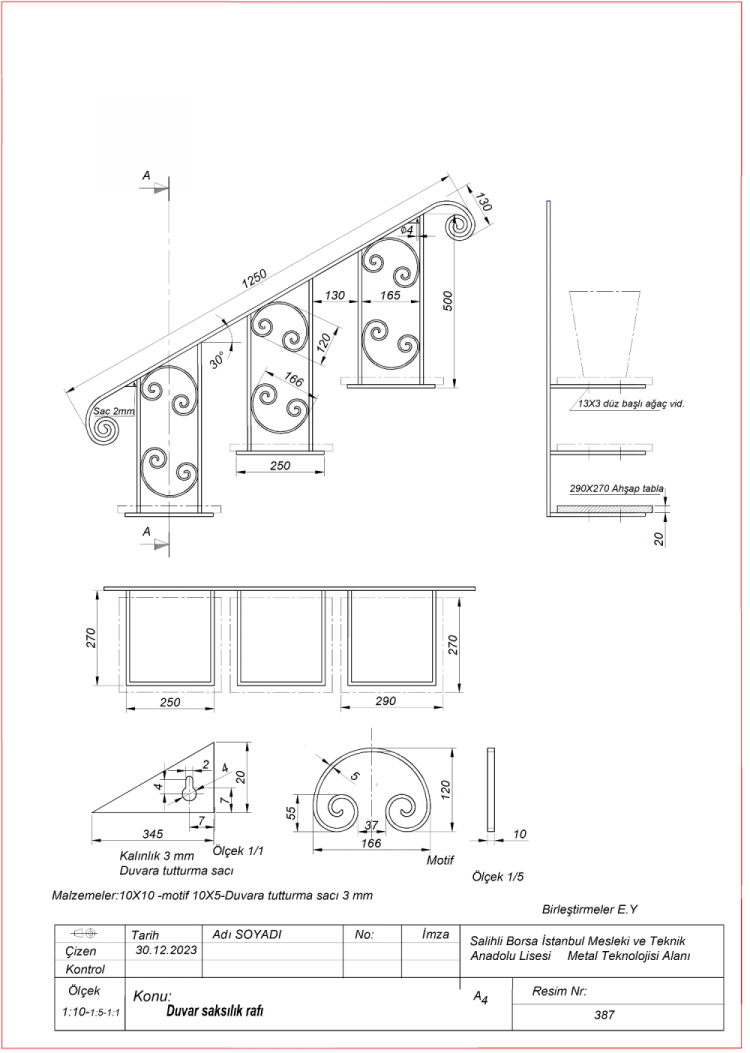
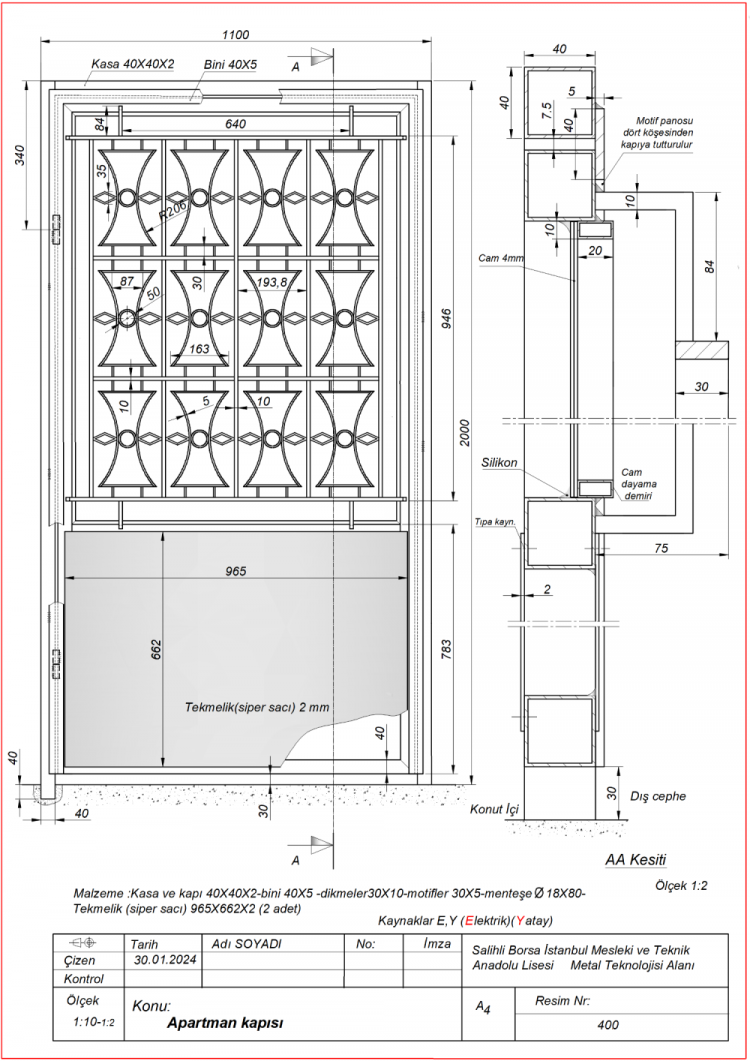
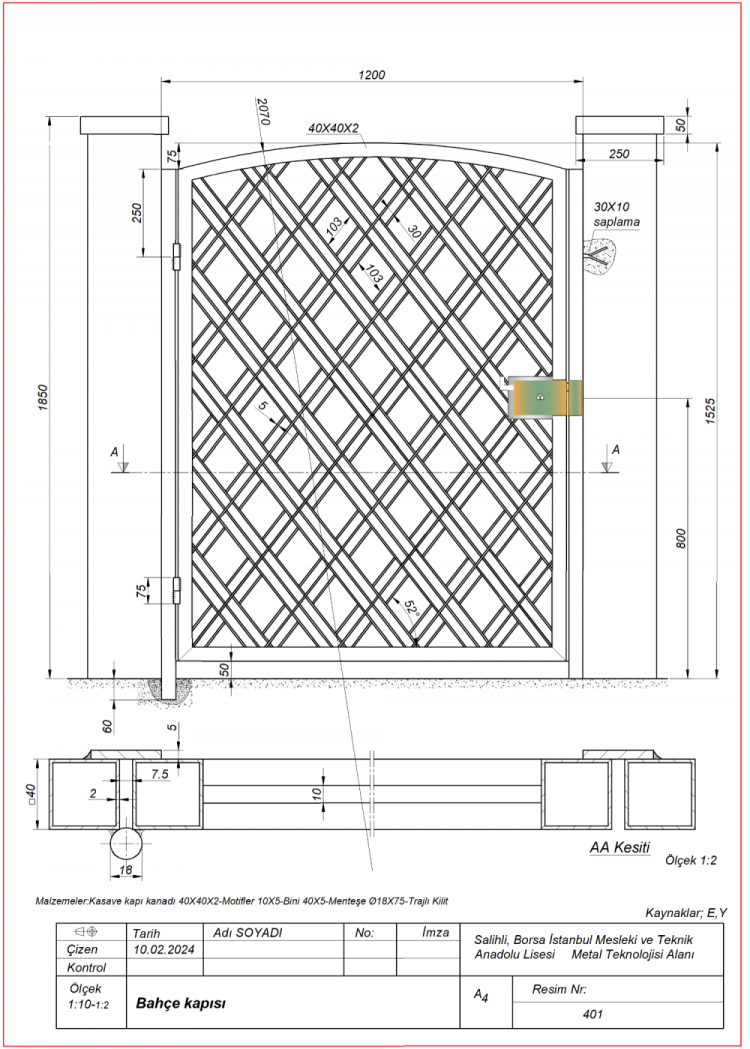
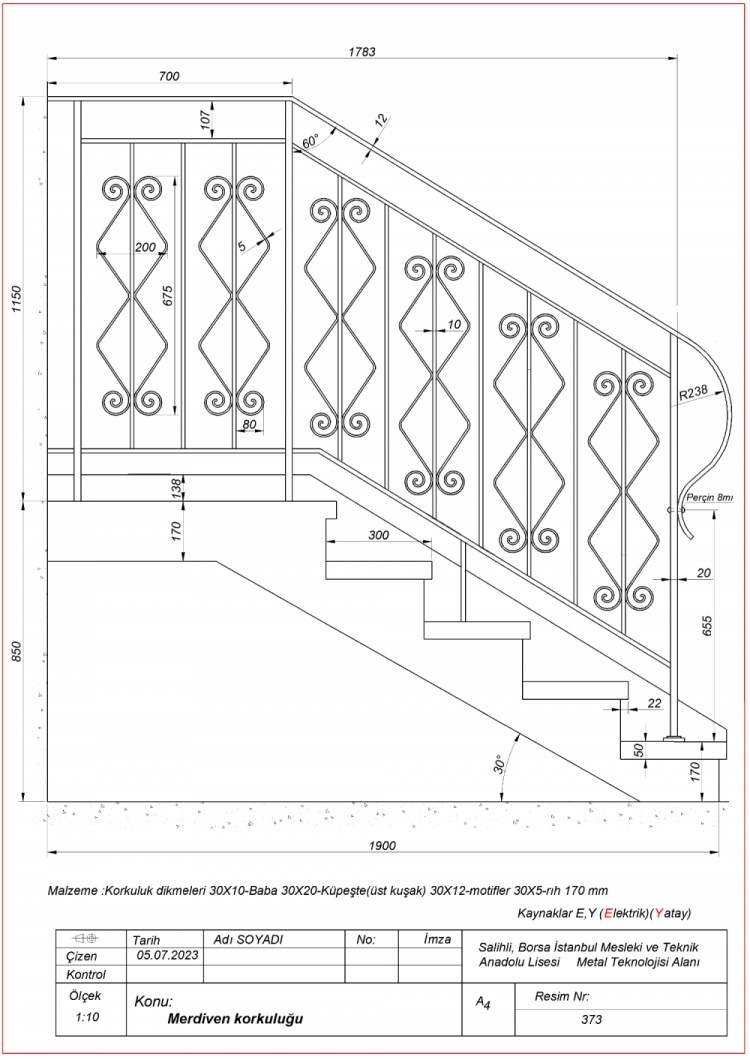
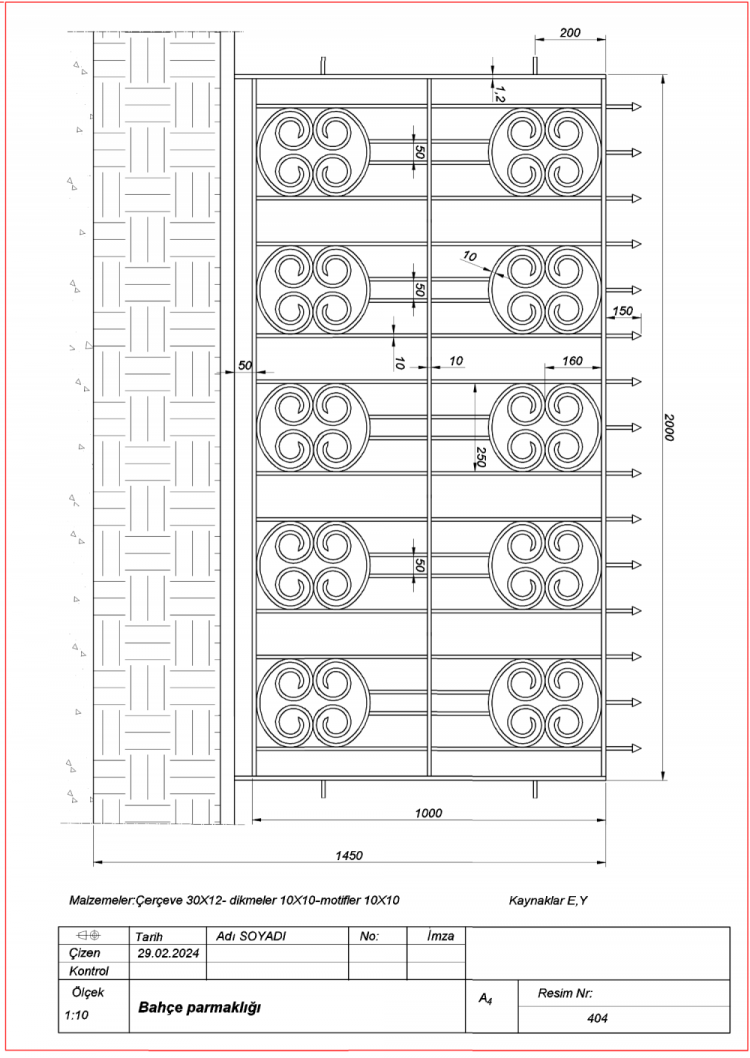
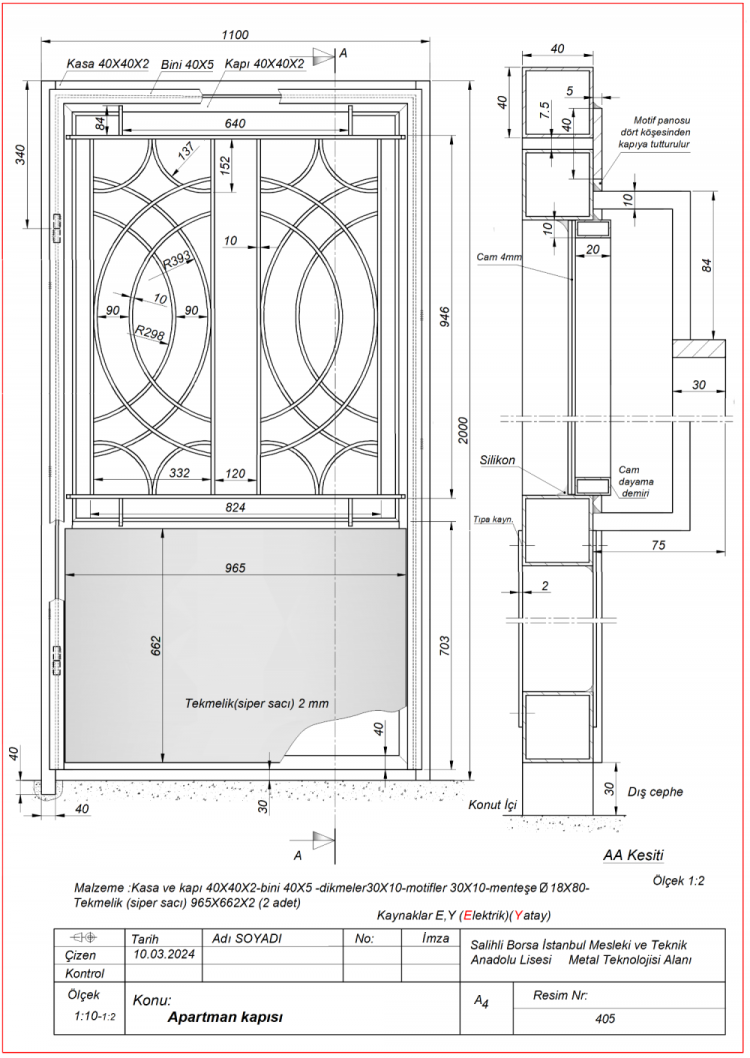
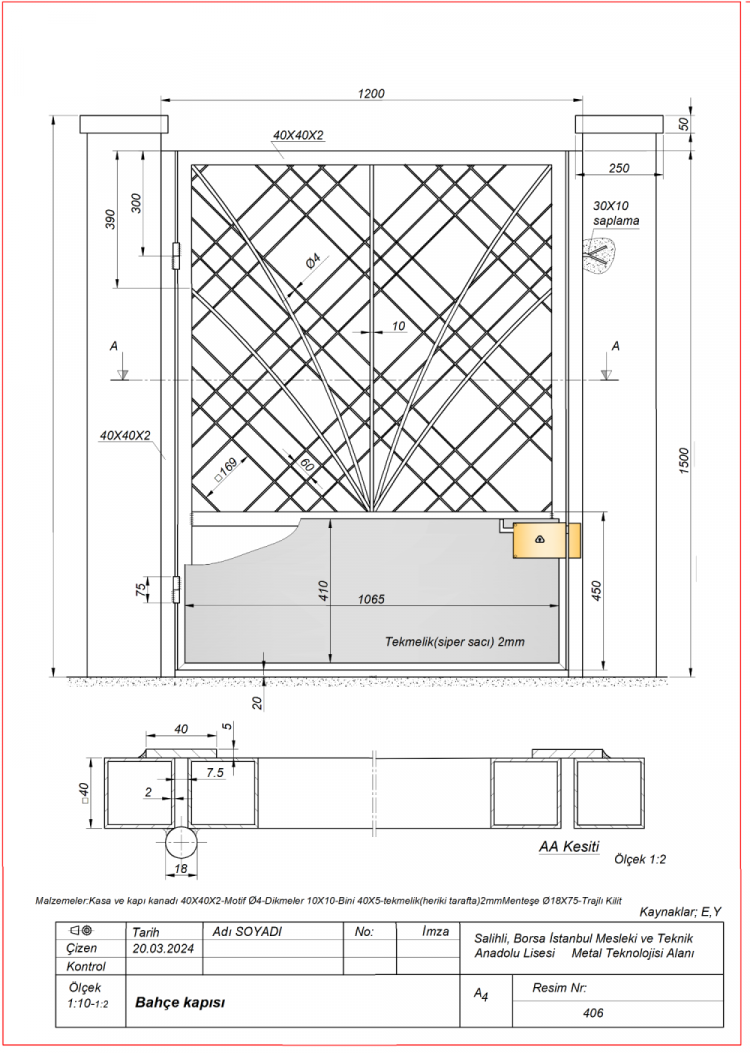
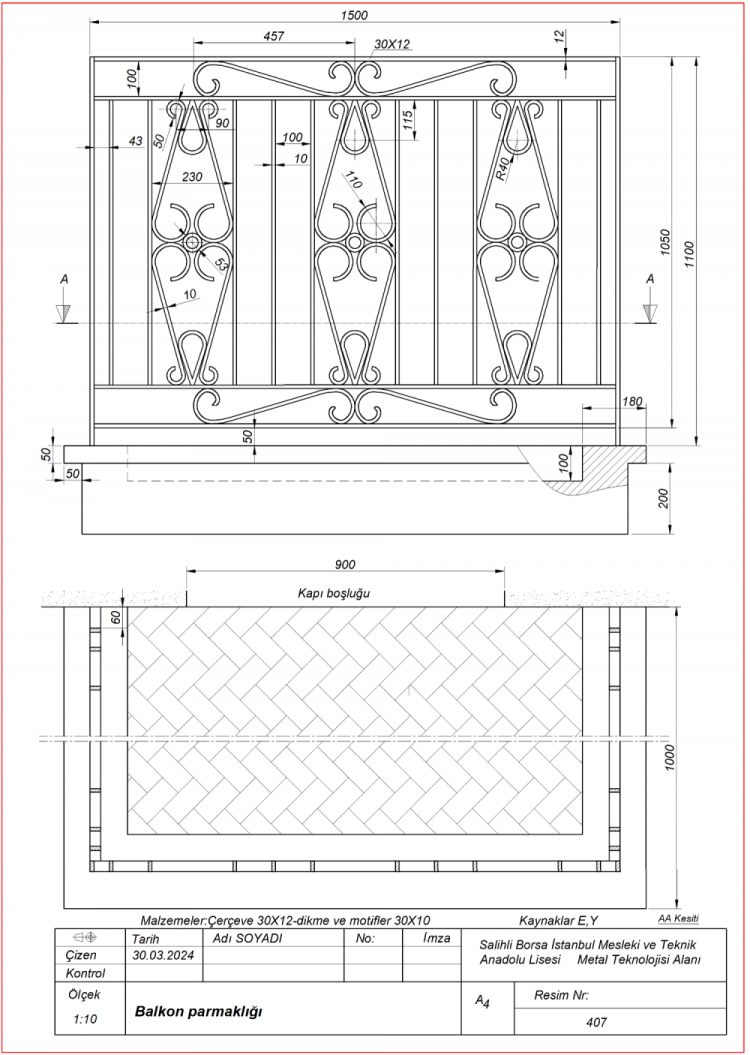
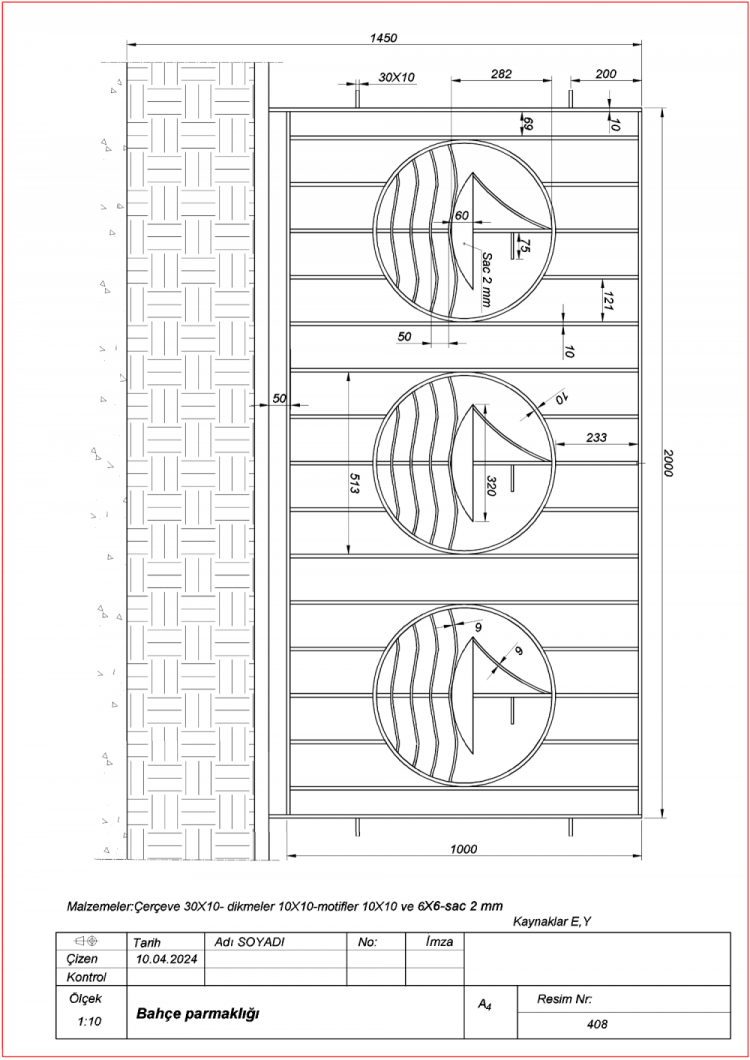
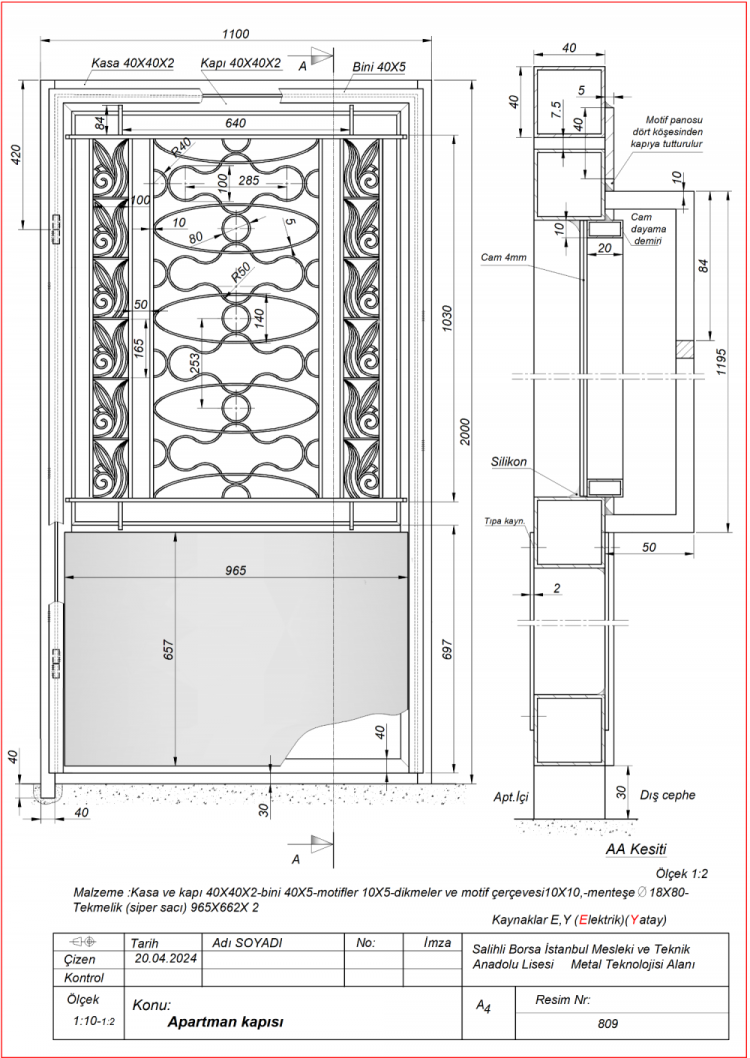
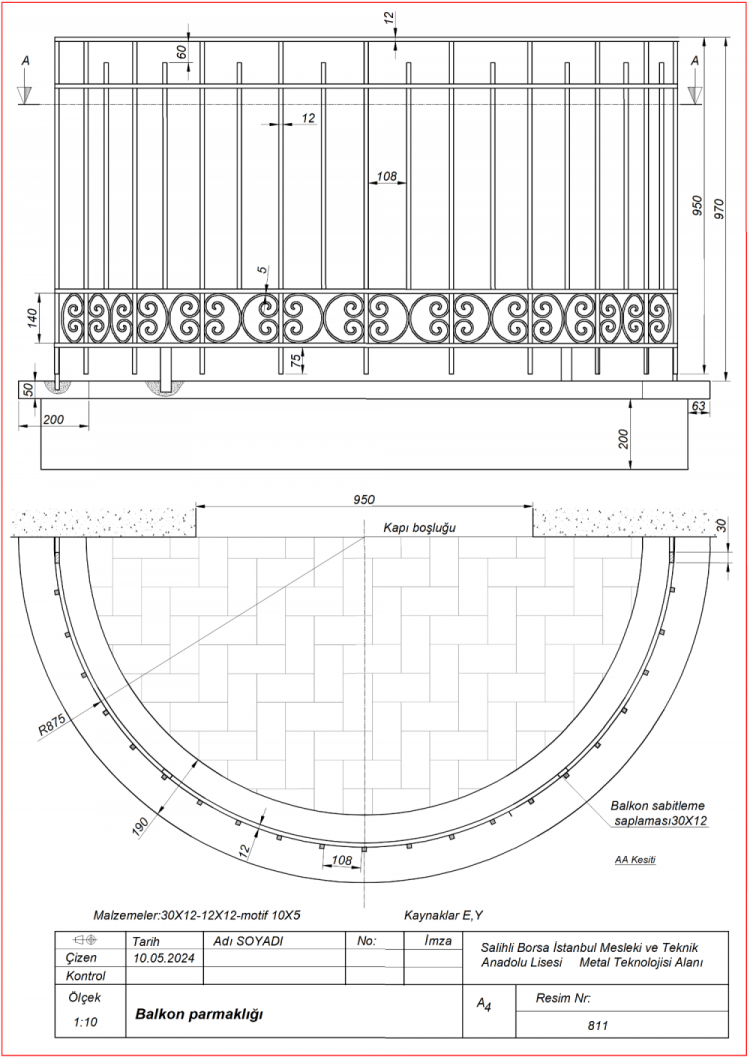
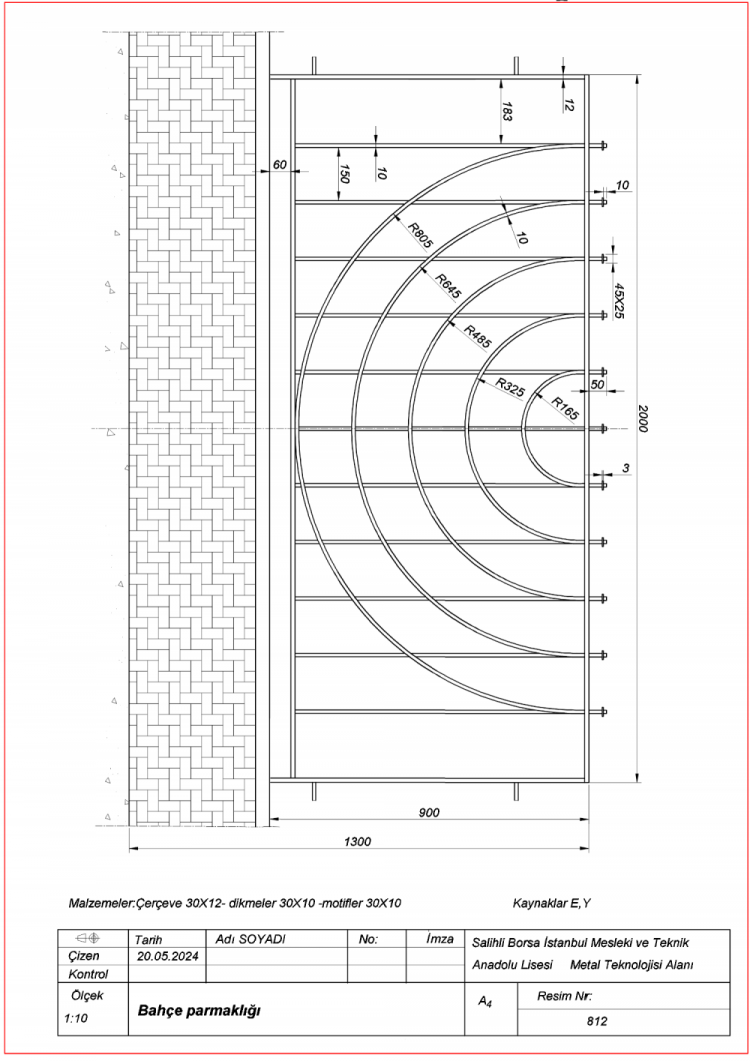
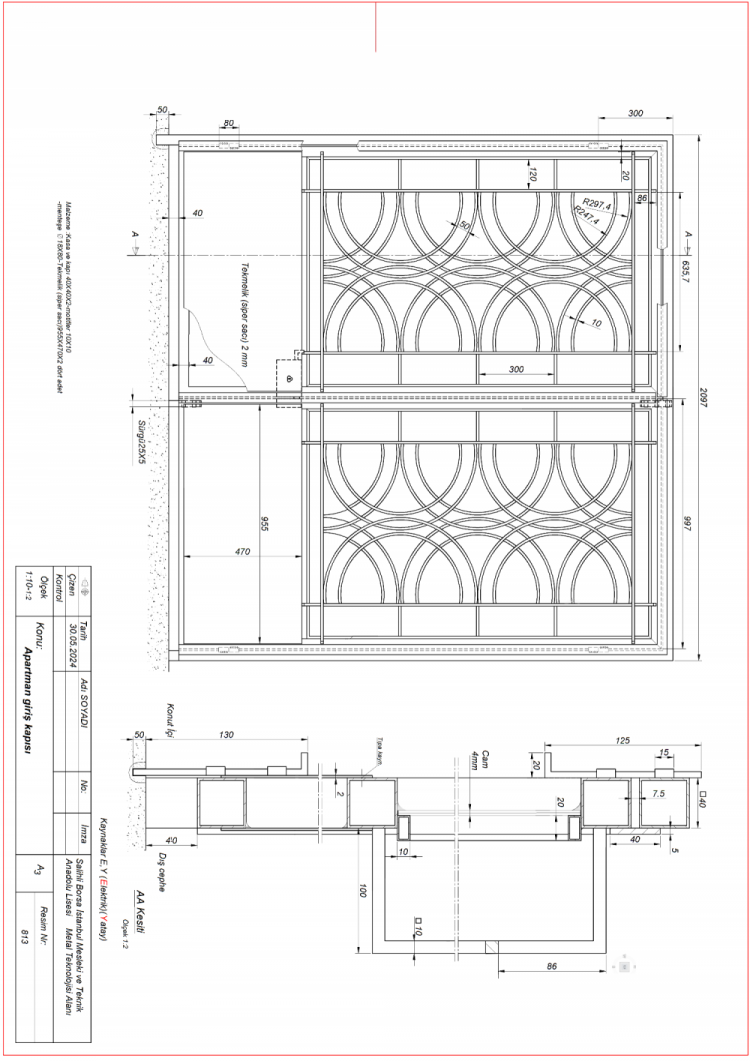
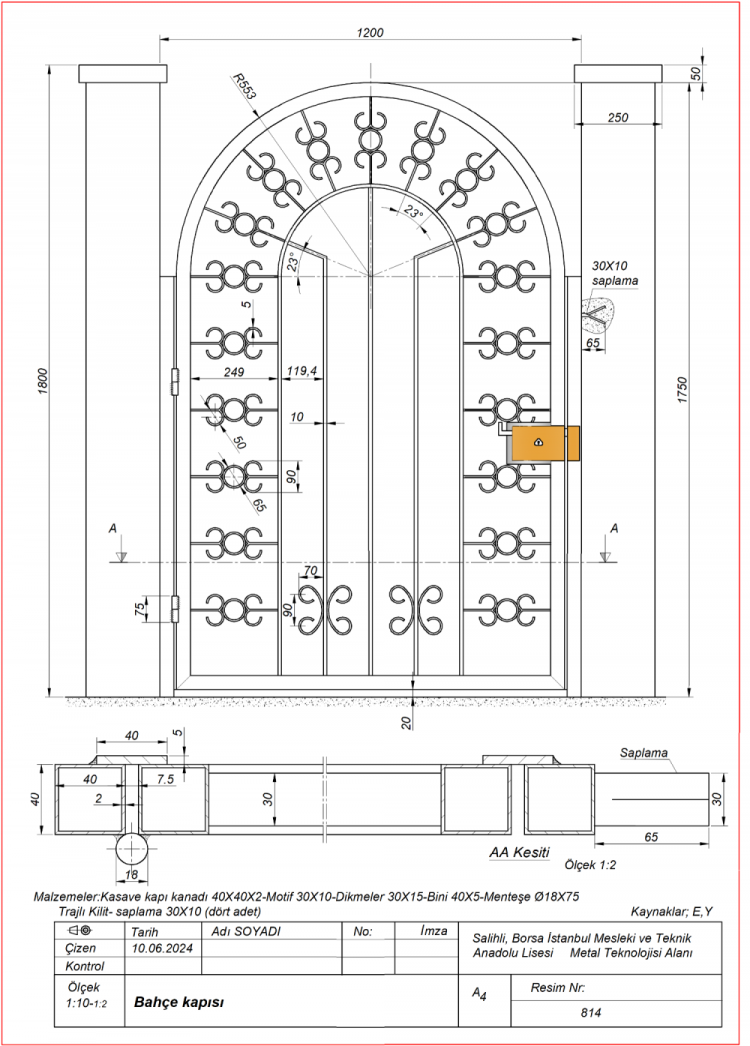
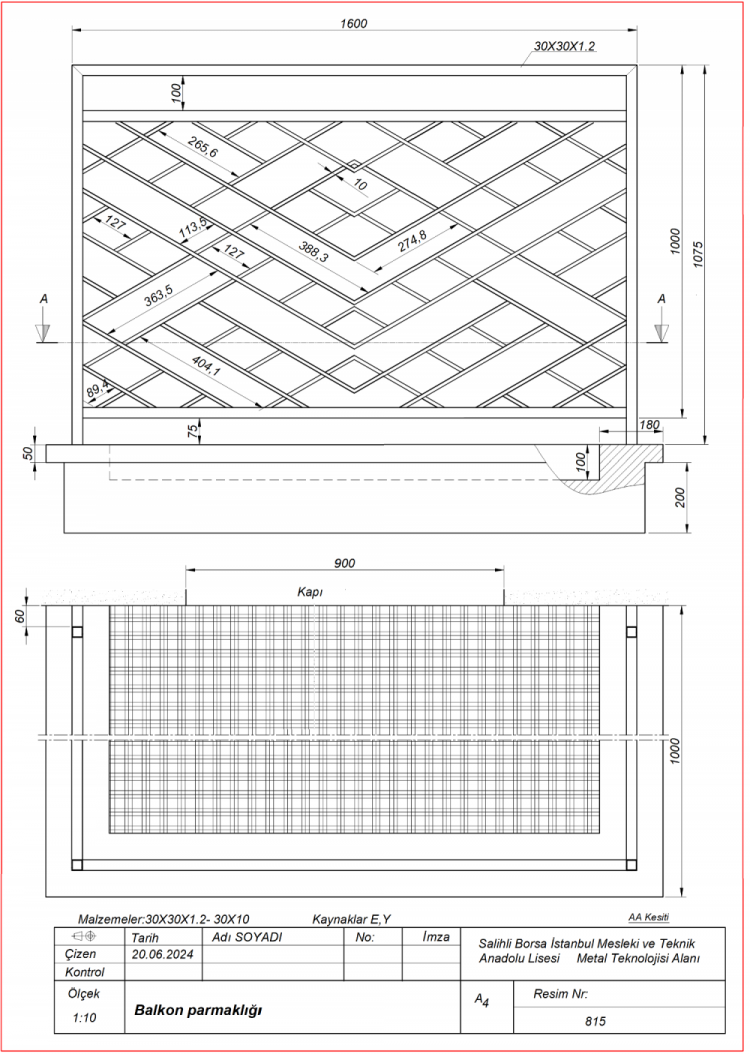
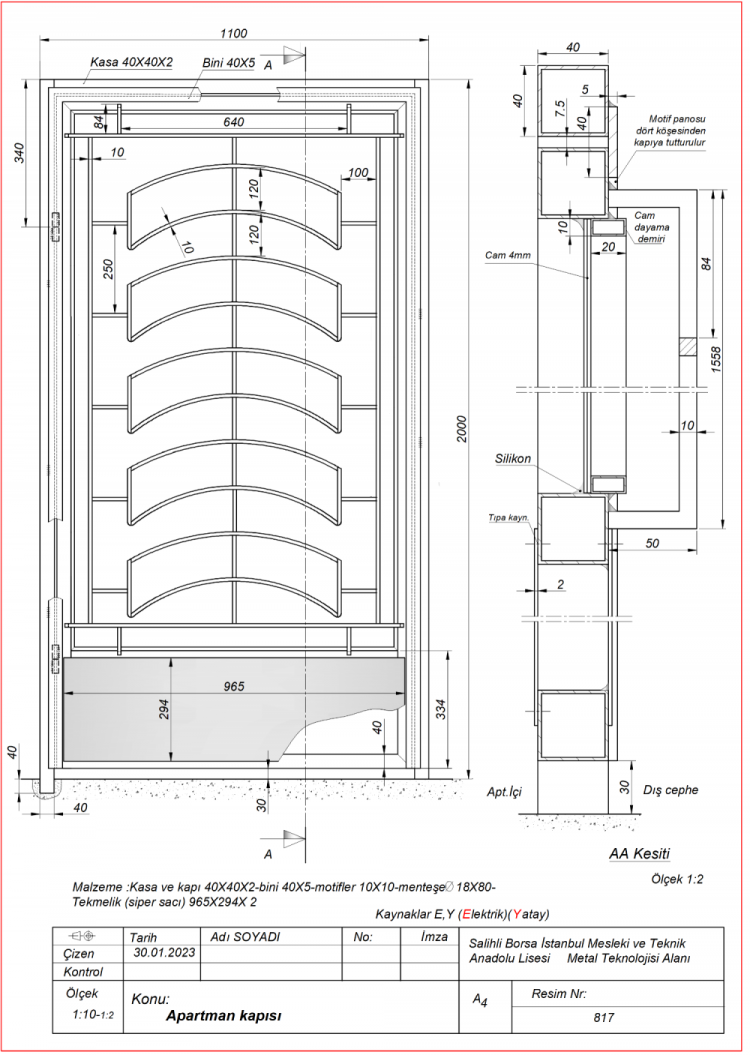
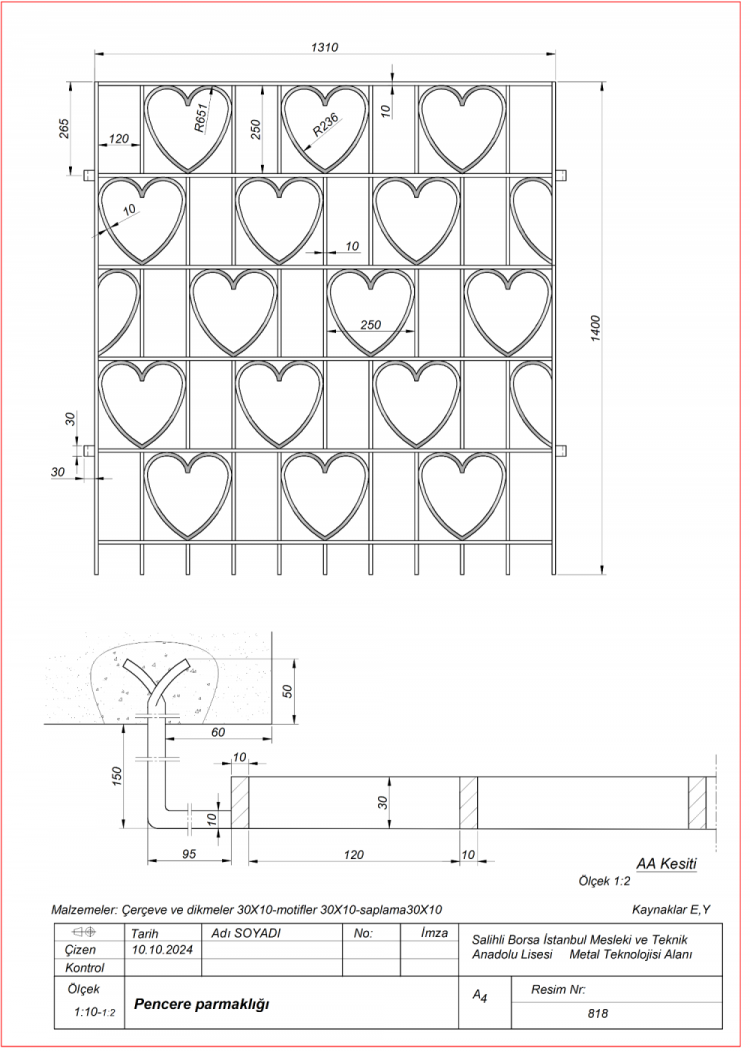
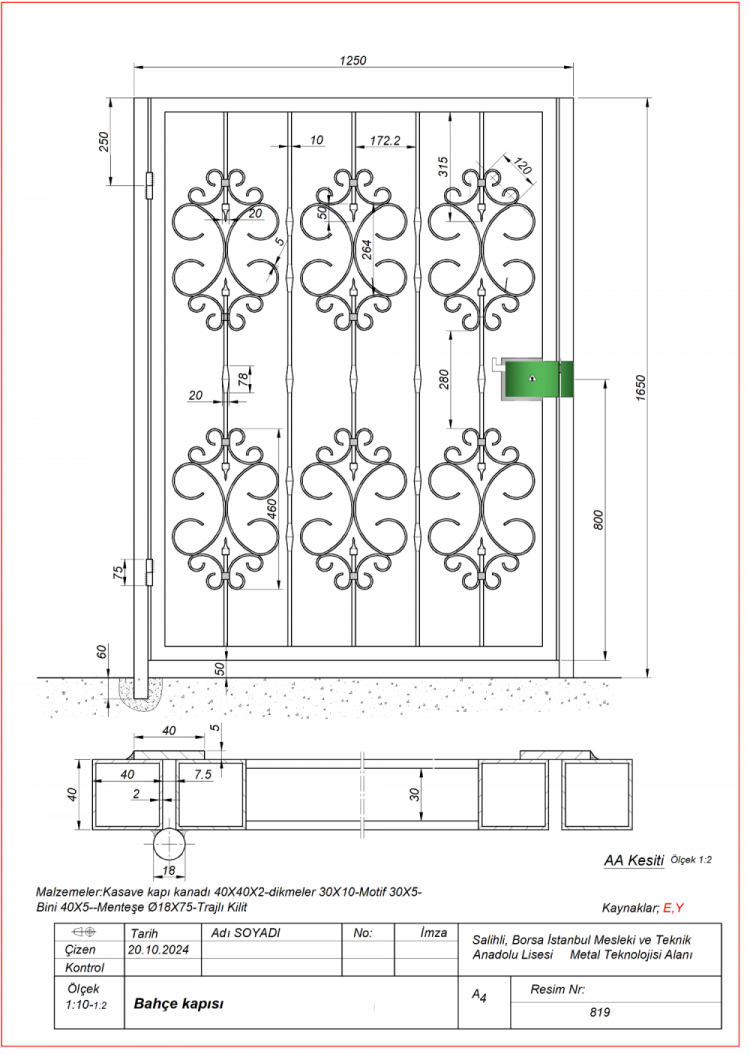
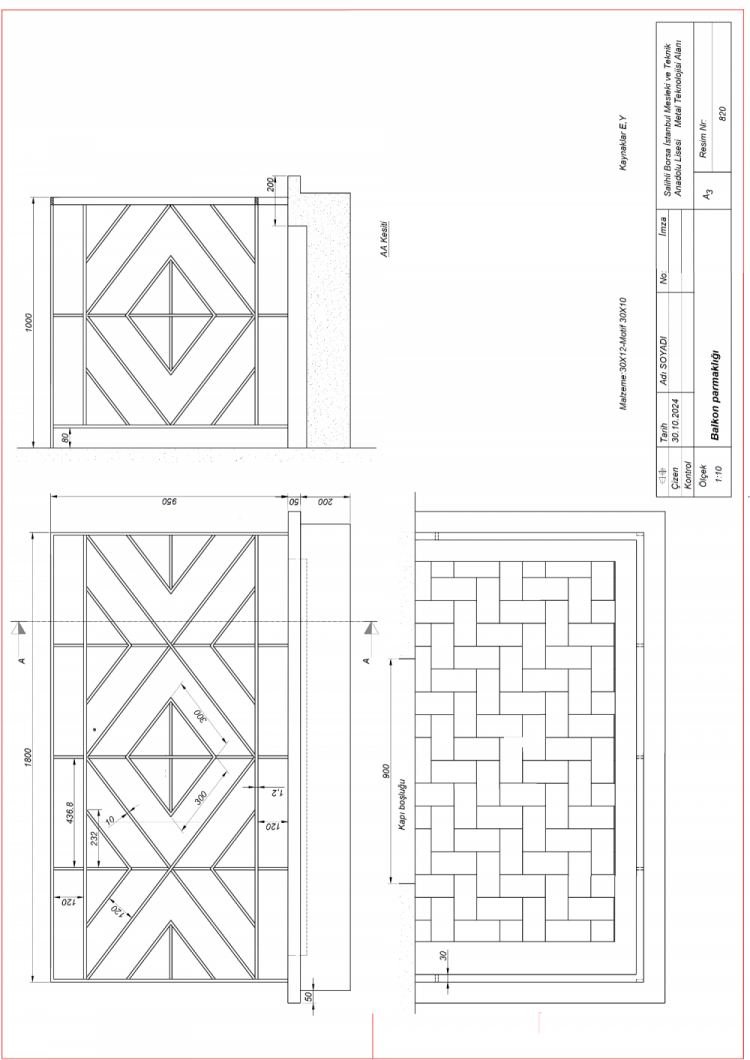
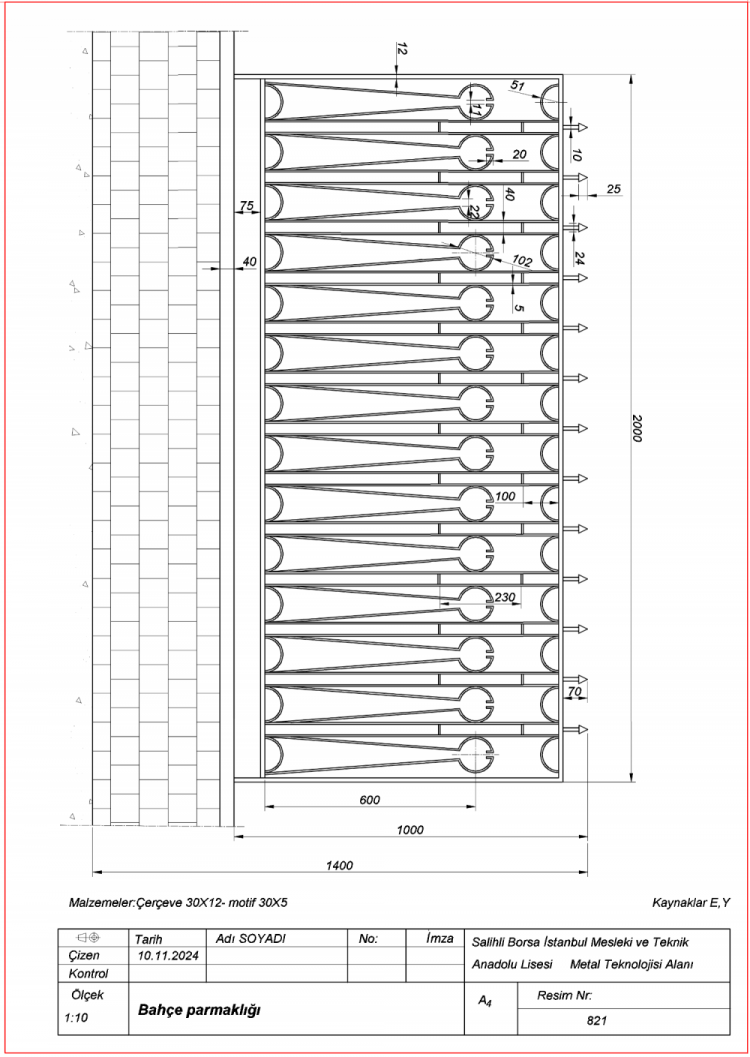
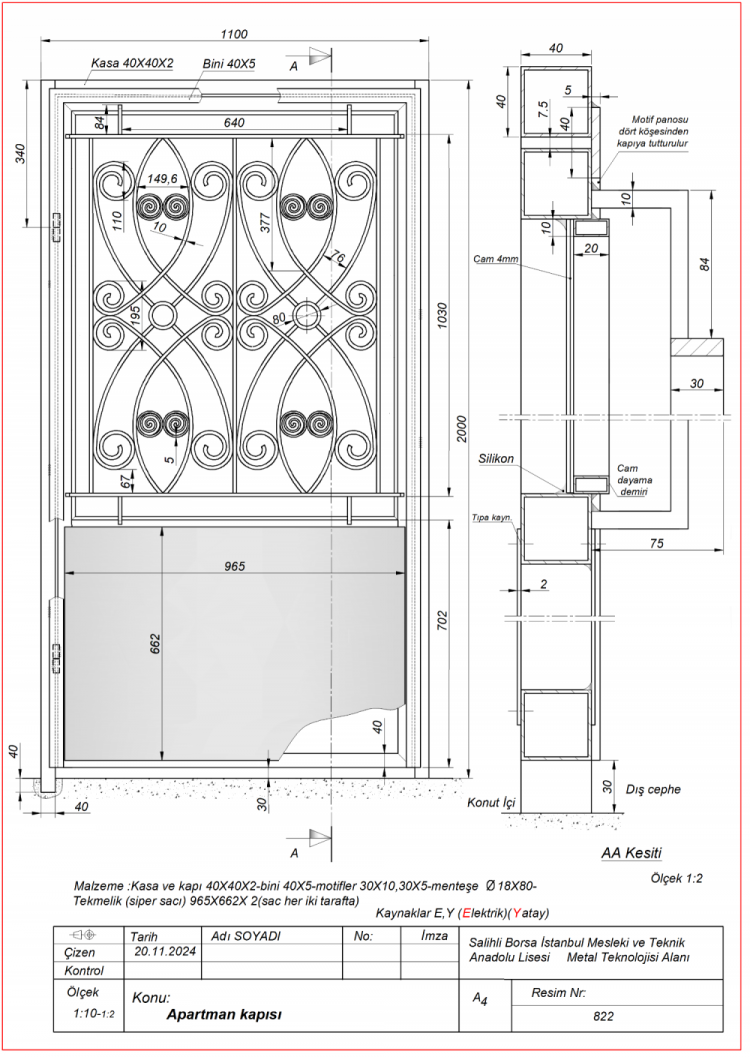
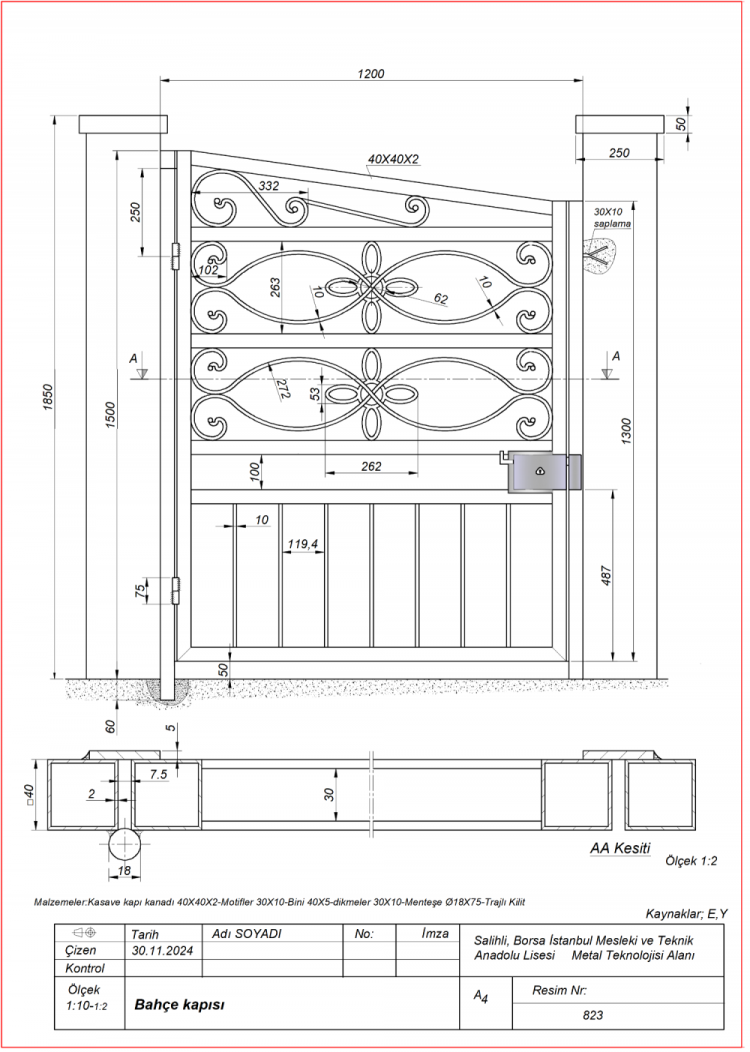
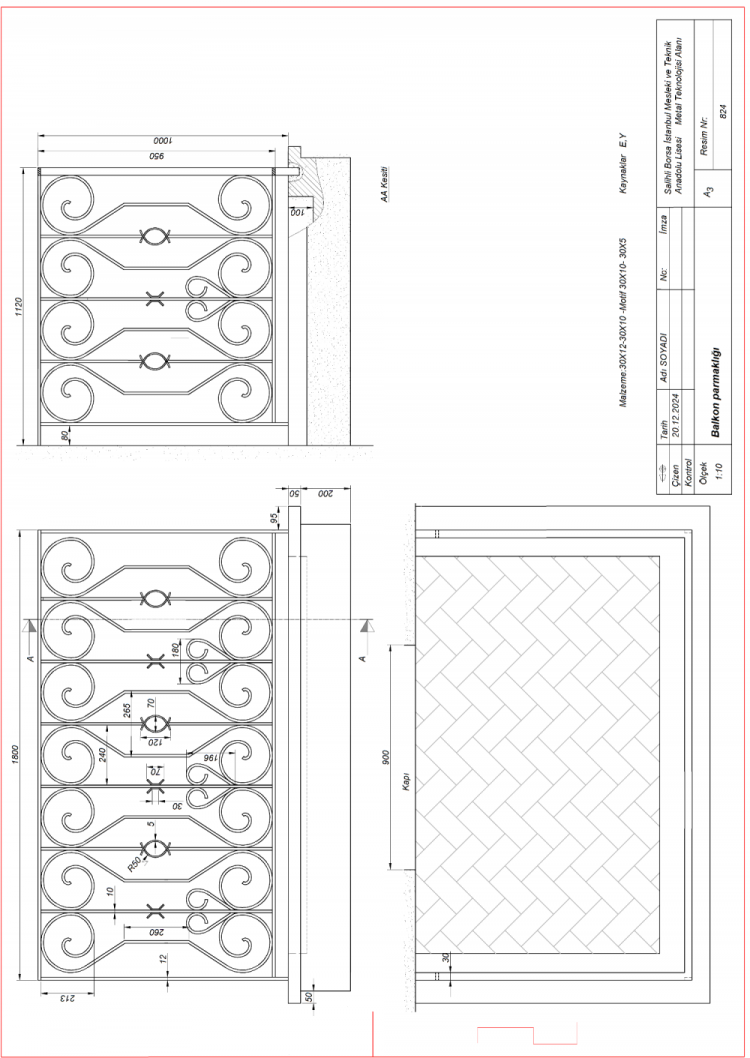
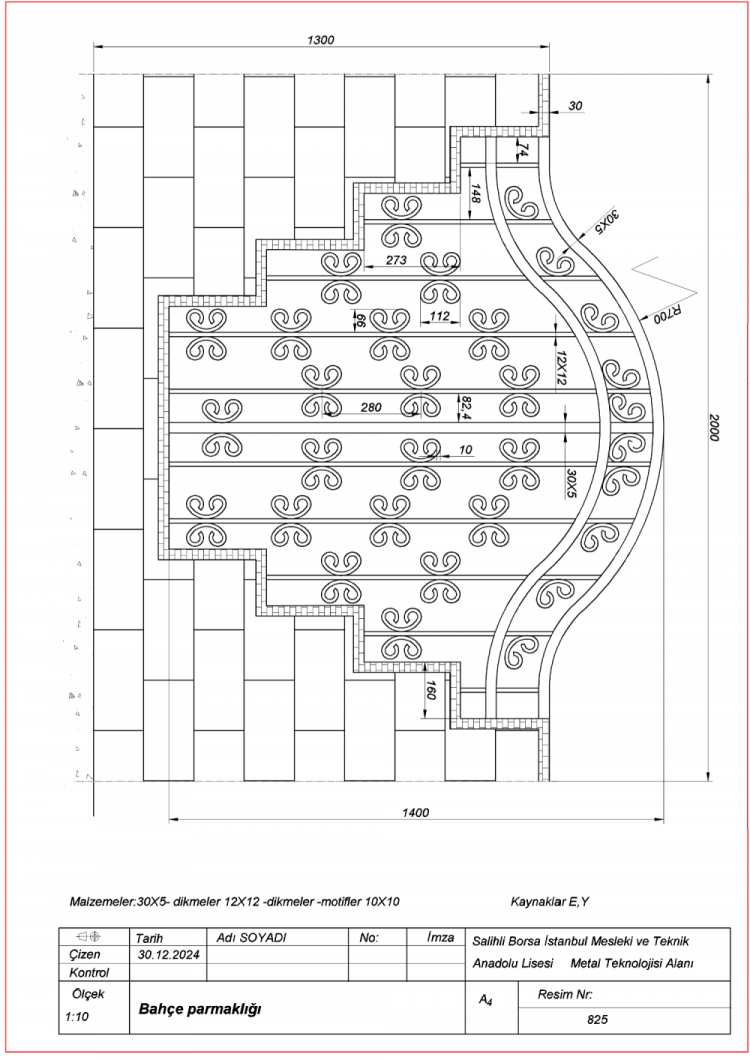
Not: ölçüler cm verilmiştir.
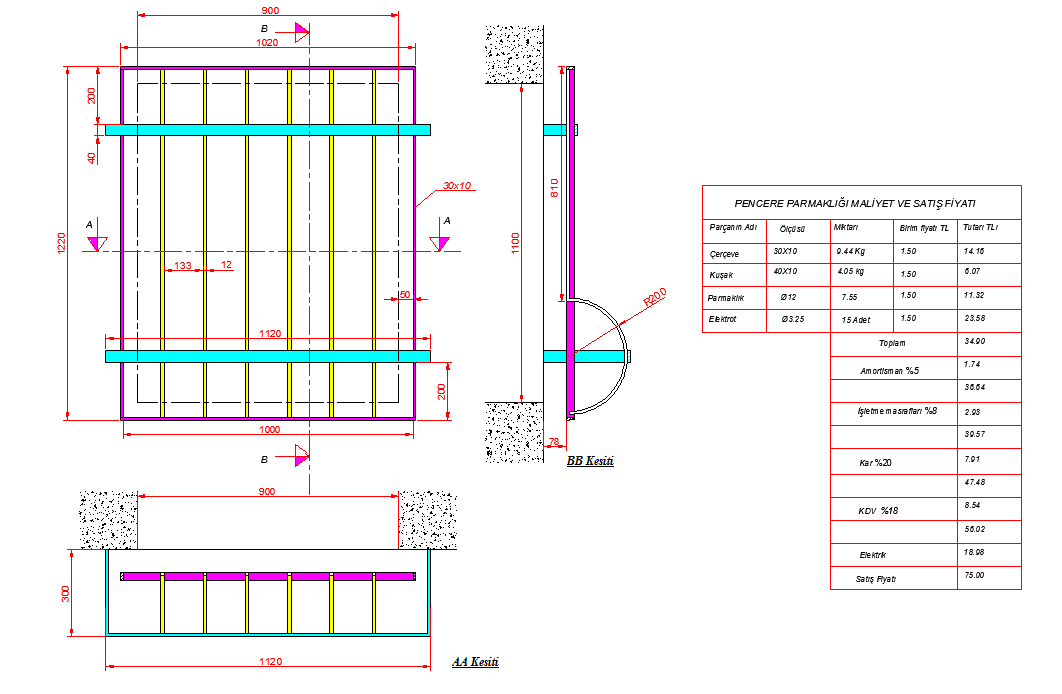
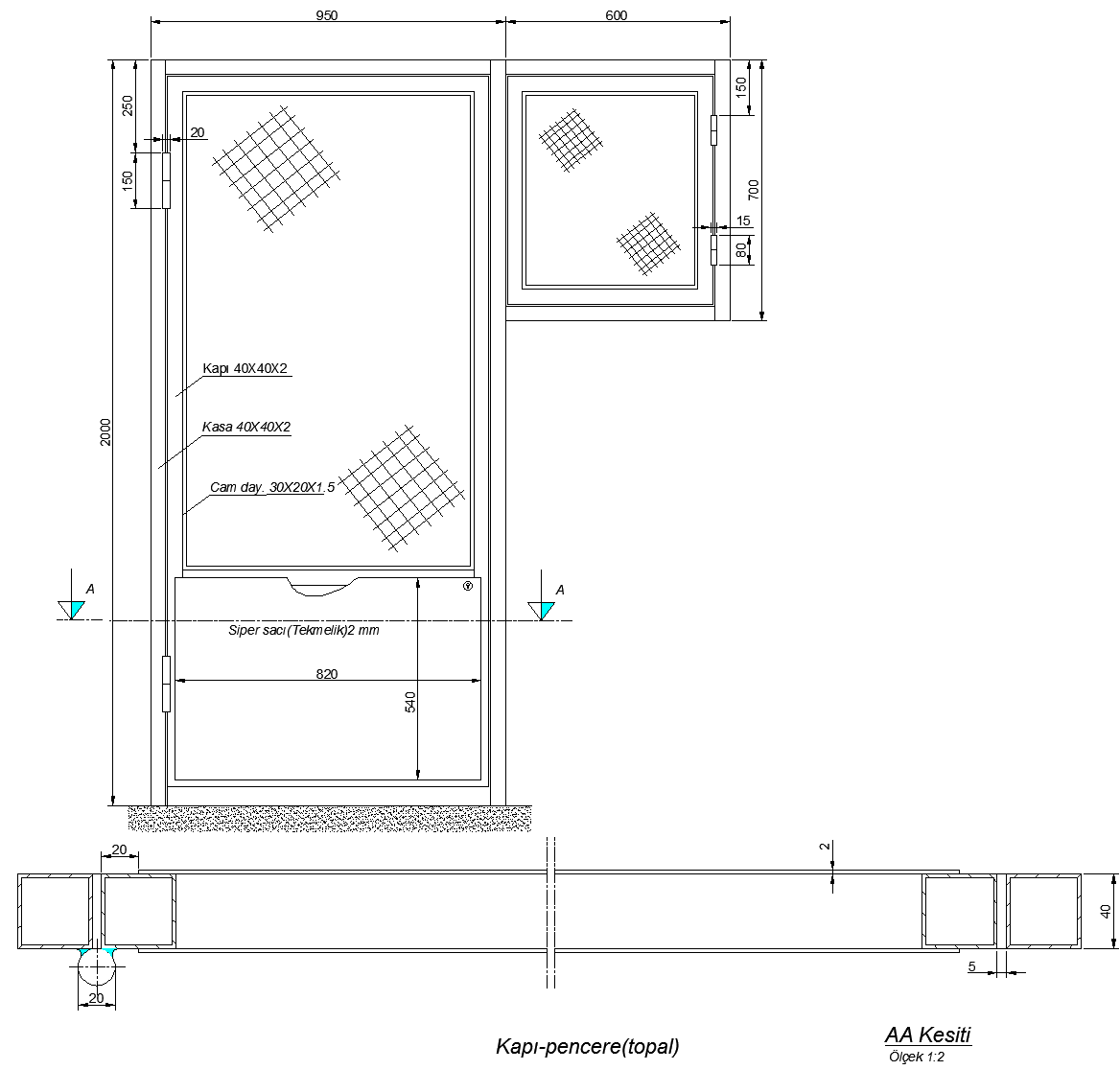
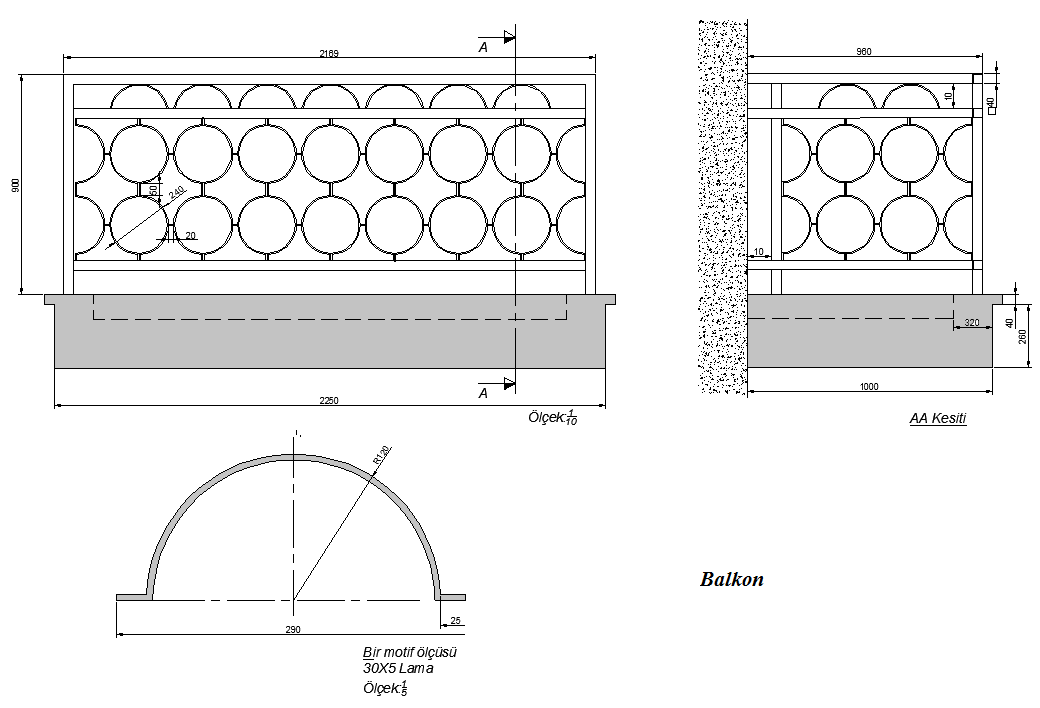
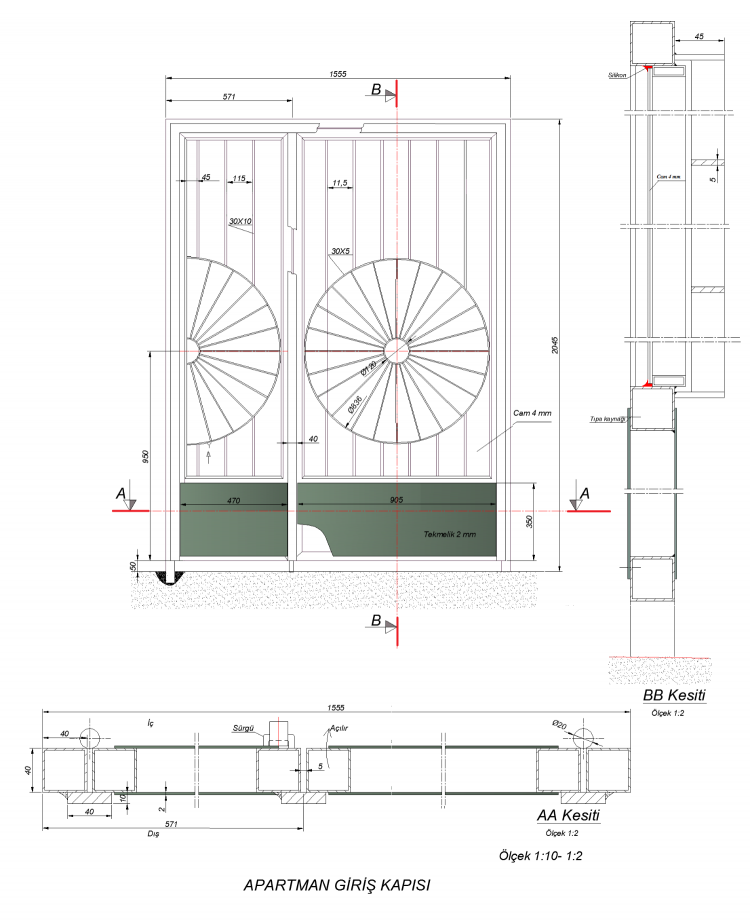
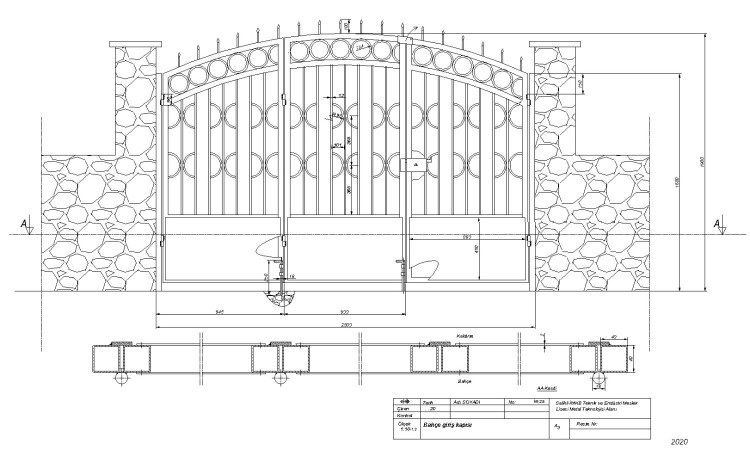
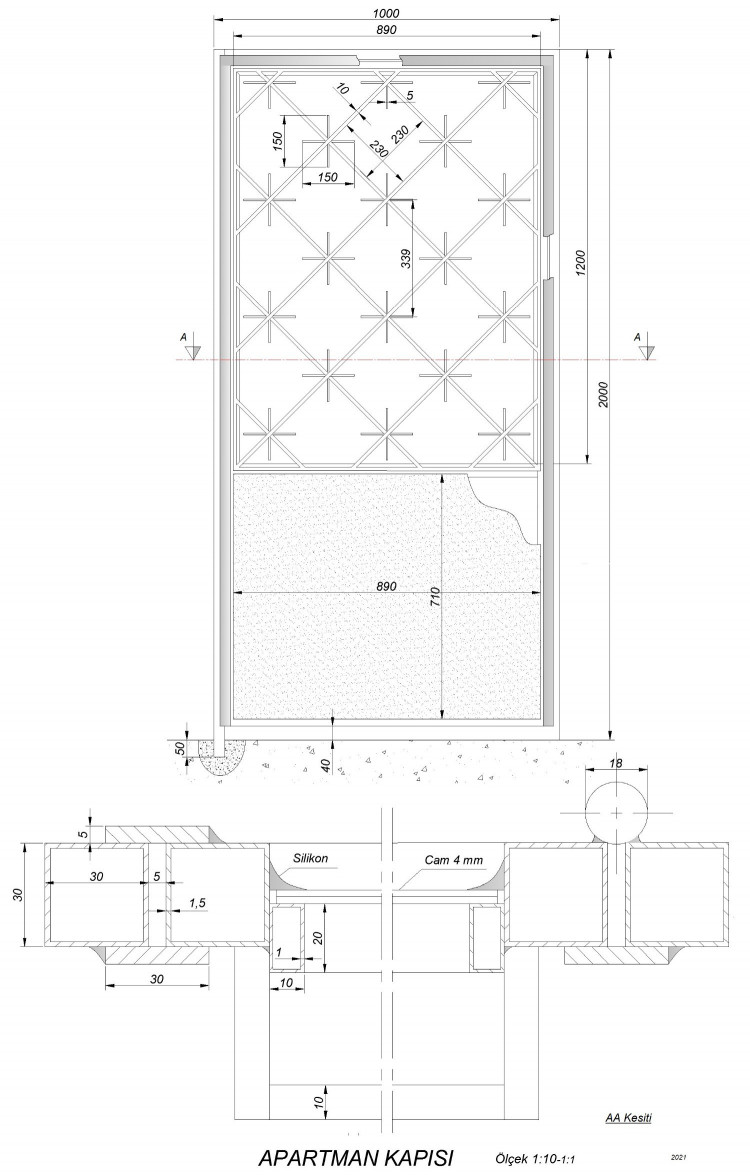
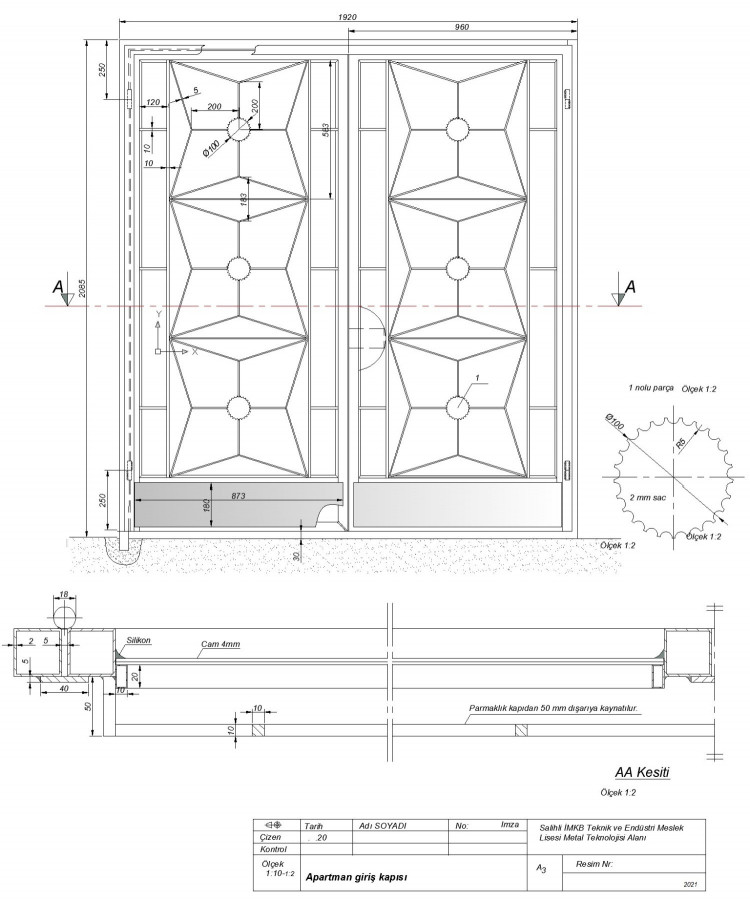
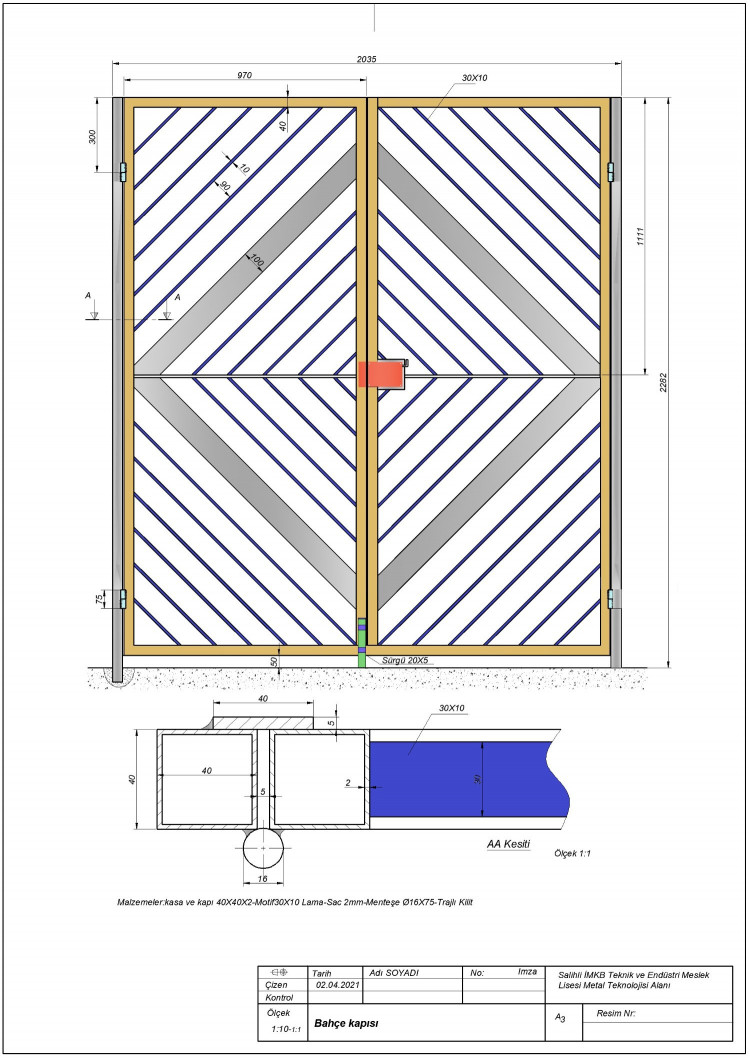
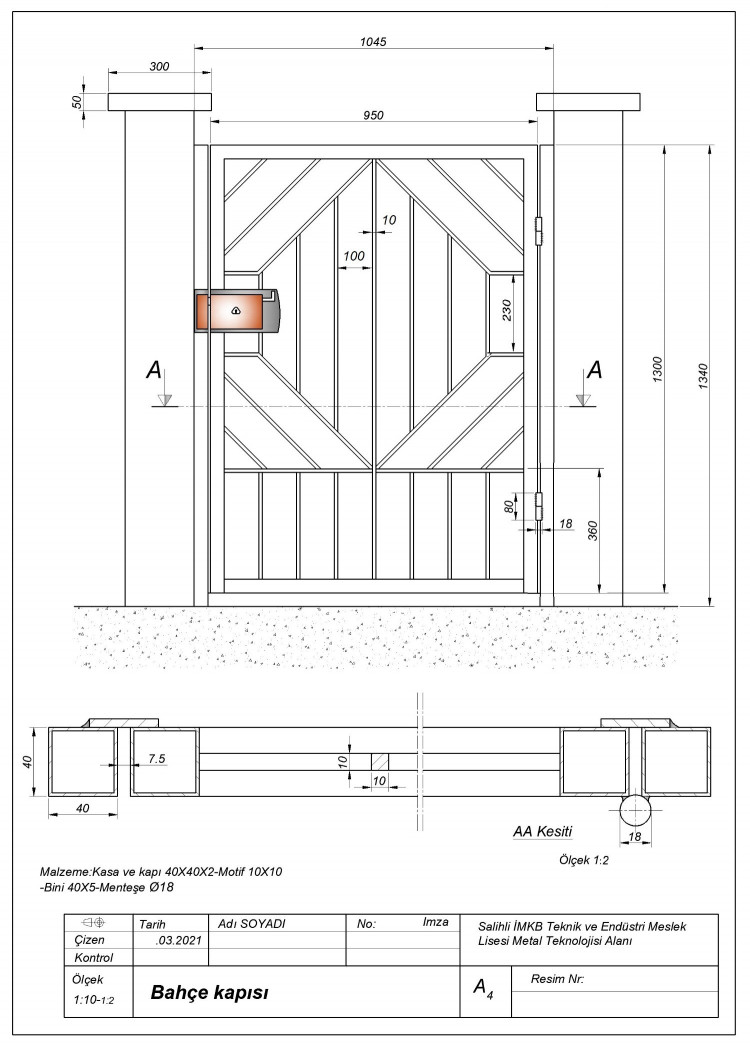
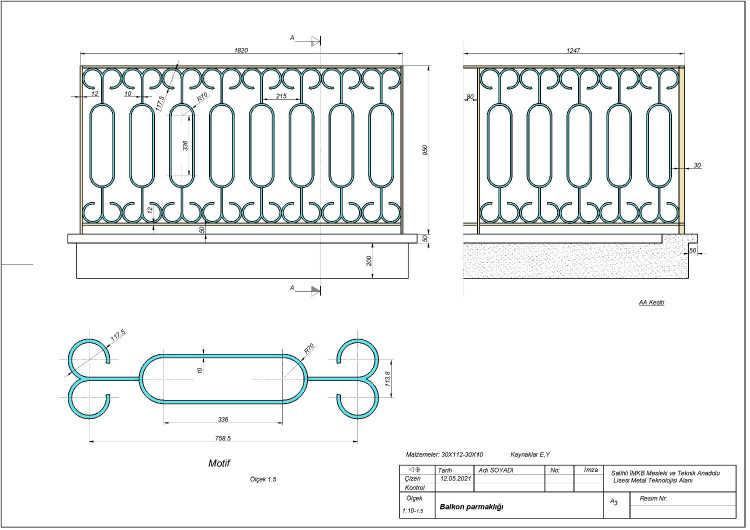
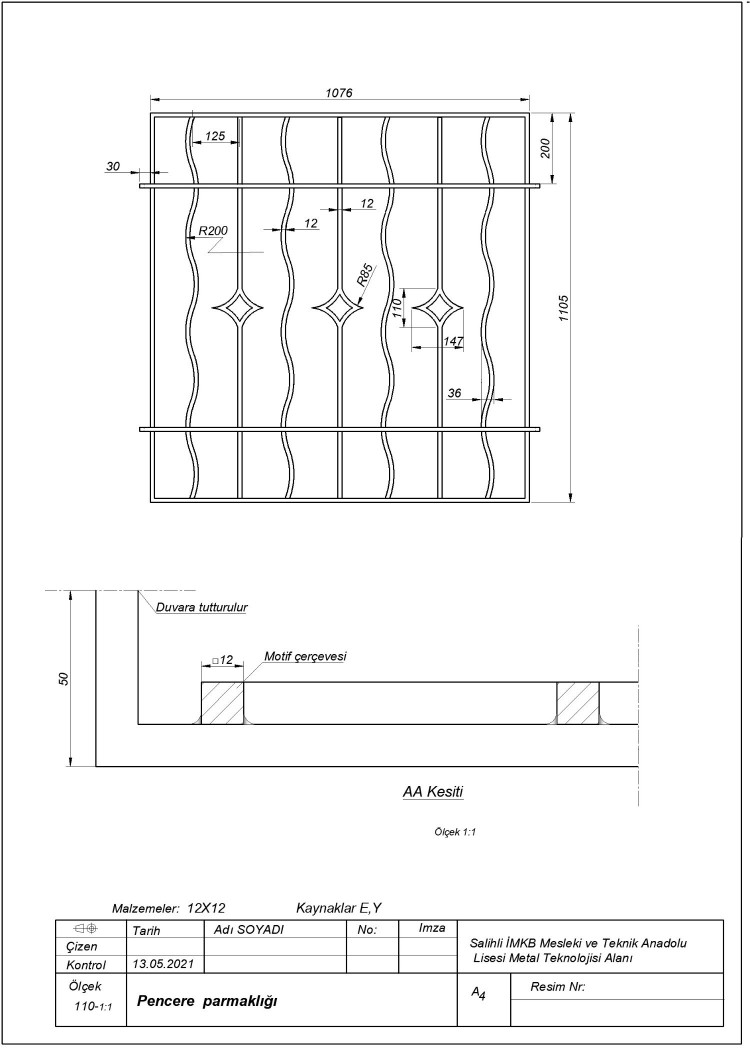
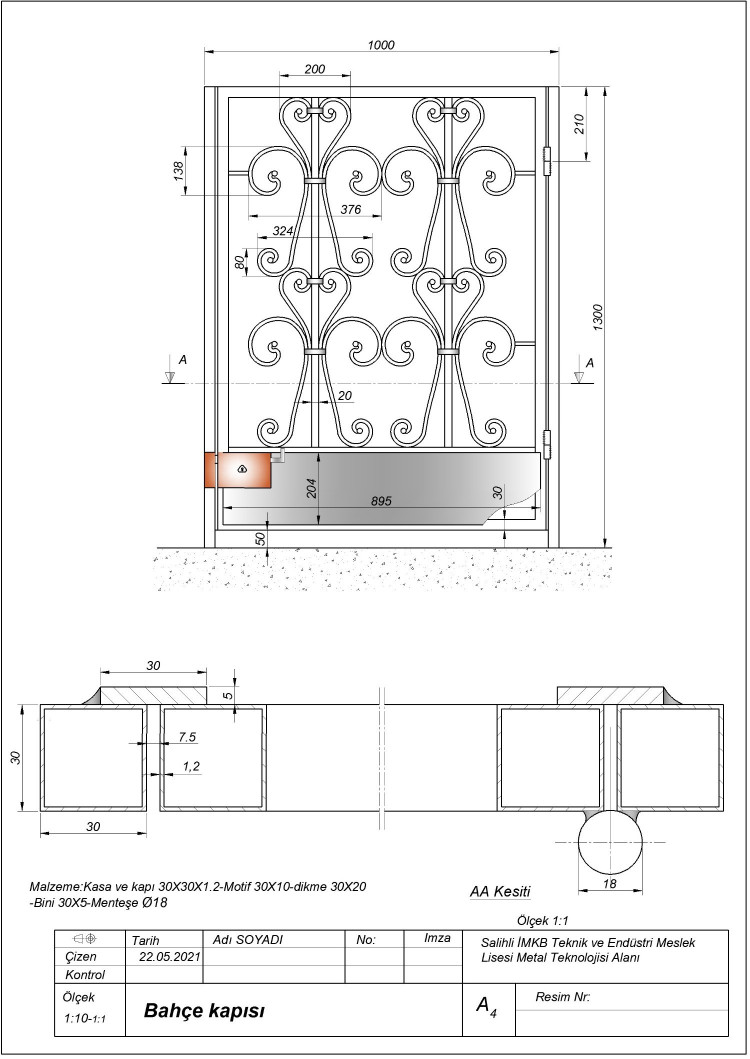
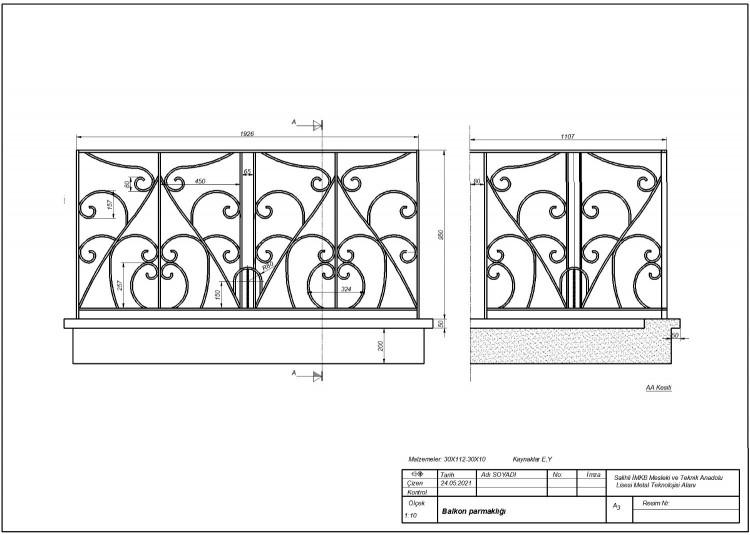
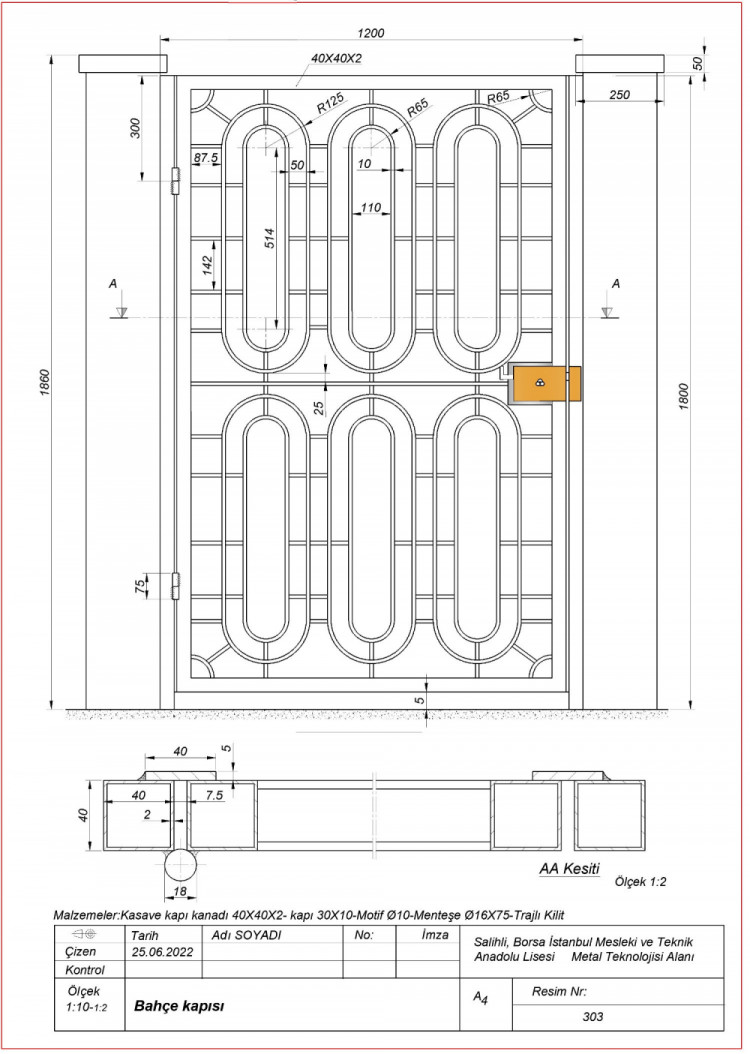
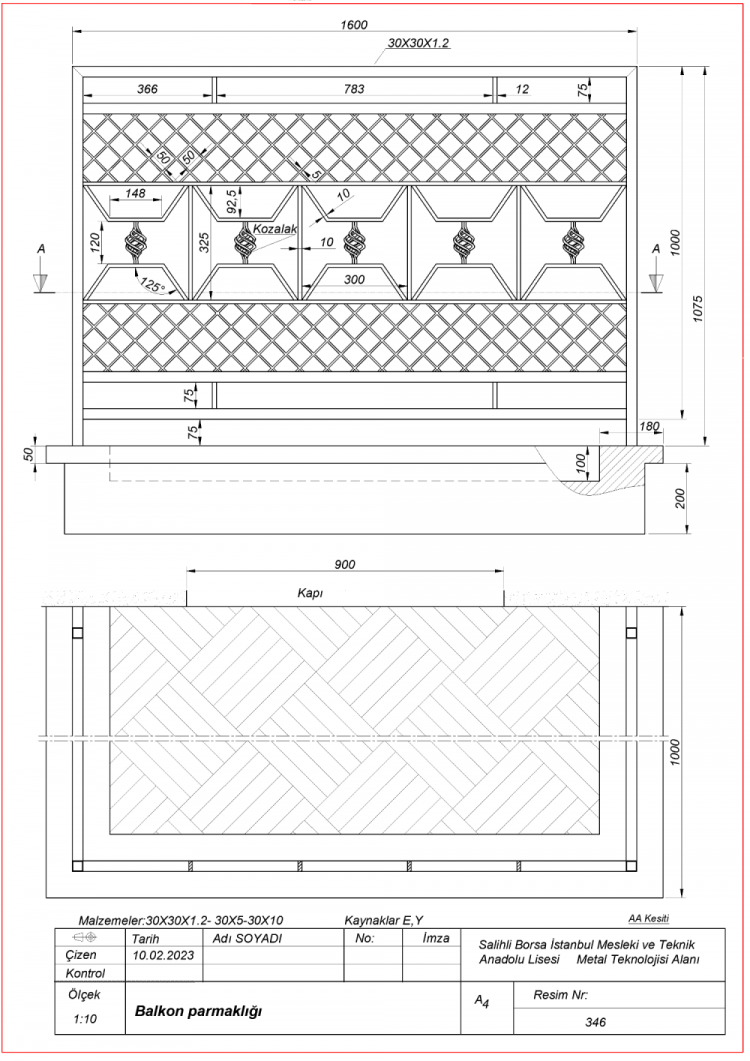
AA KESİTİ
5074 1.4..26

metal teknolojisi resimleri metal resimleri çizimler
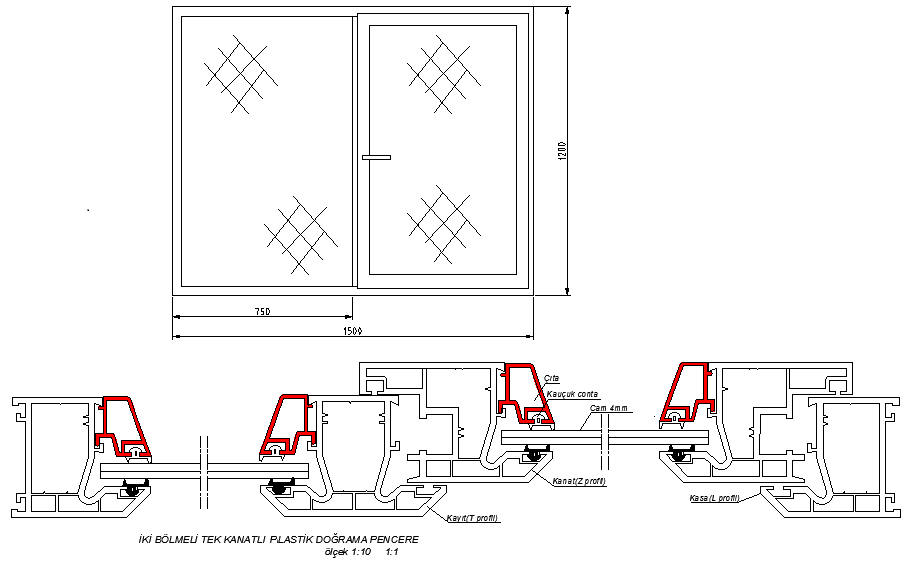
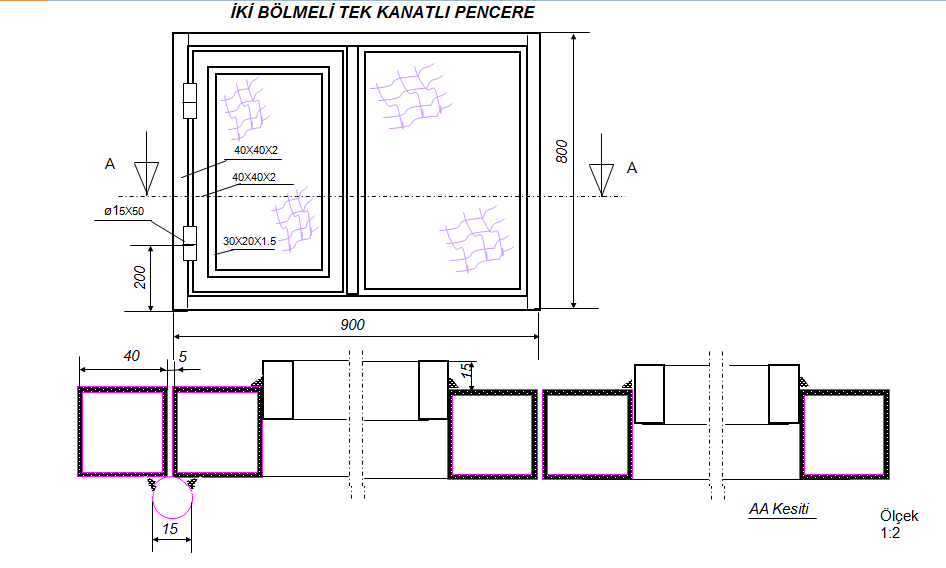
Plastik doğrama iki bölmeli tek kanatlı pencere- Plastic chopping two-chamber single-casement windows
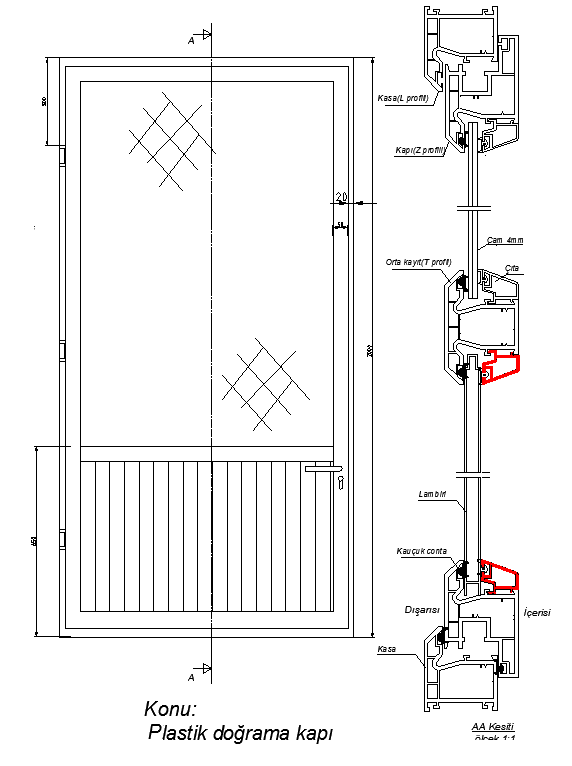
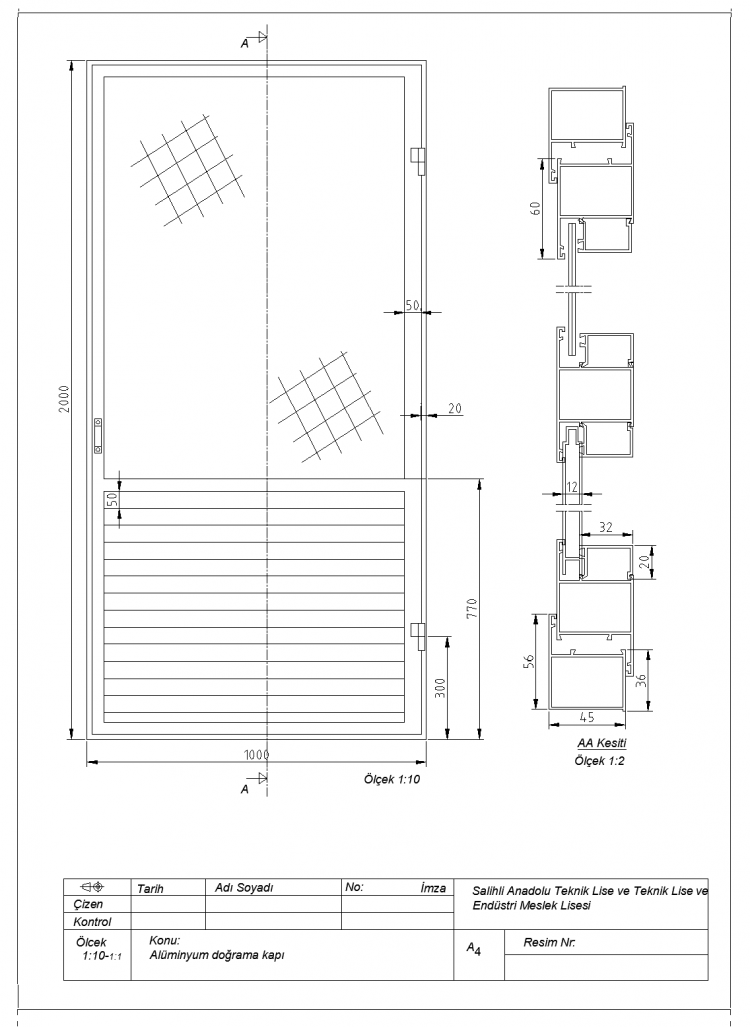
Plastik doğrama kapı- #Plastic door frames
Gelberi ve kürek-# Rake and shovel
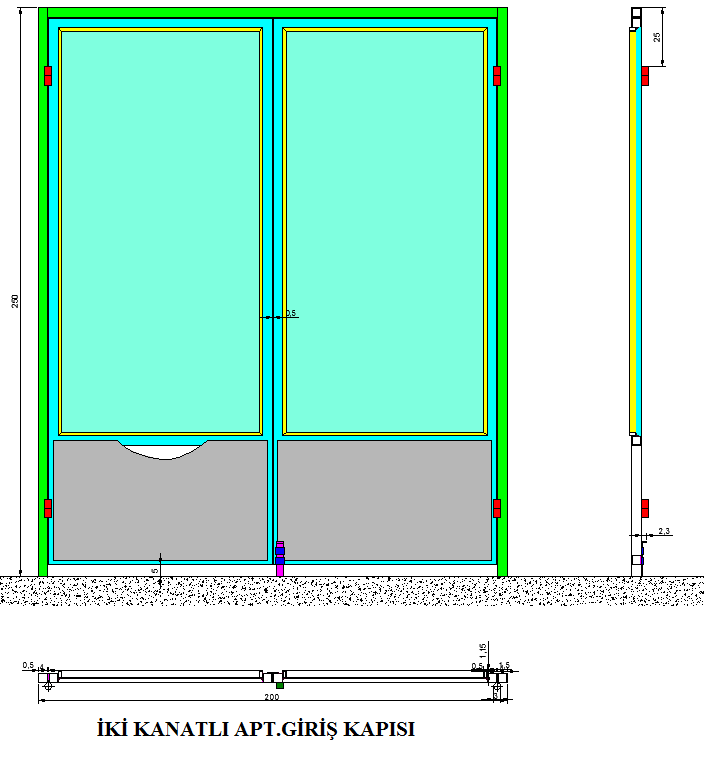
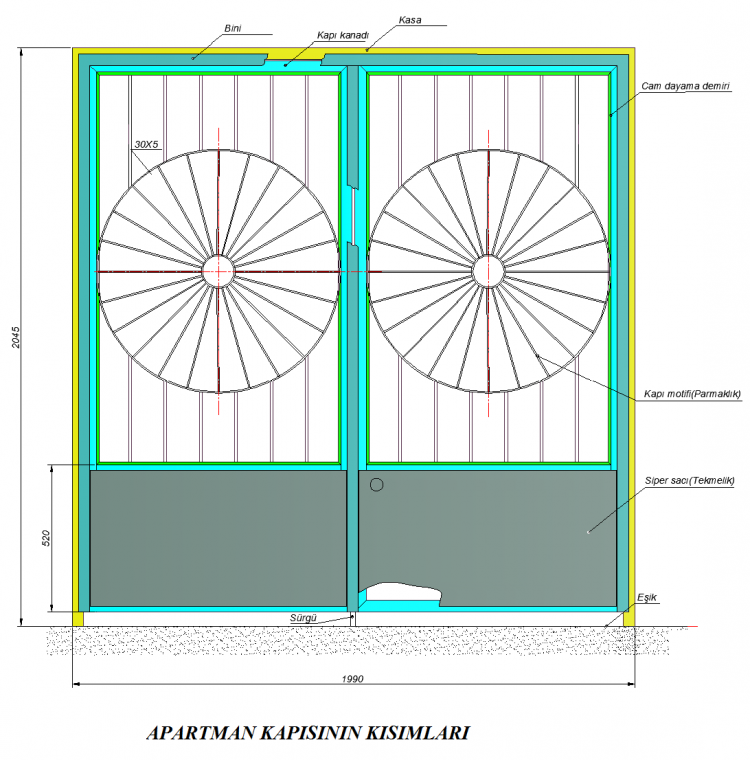
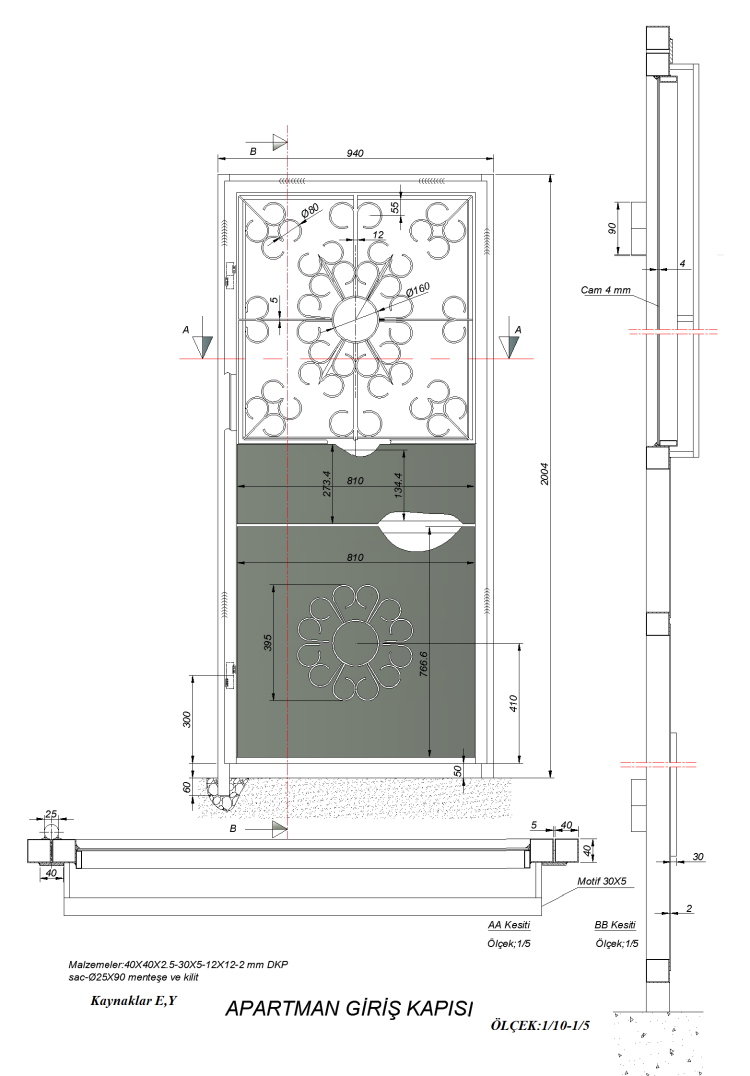
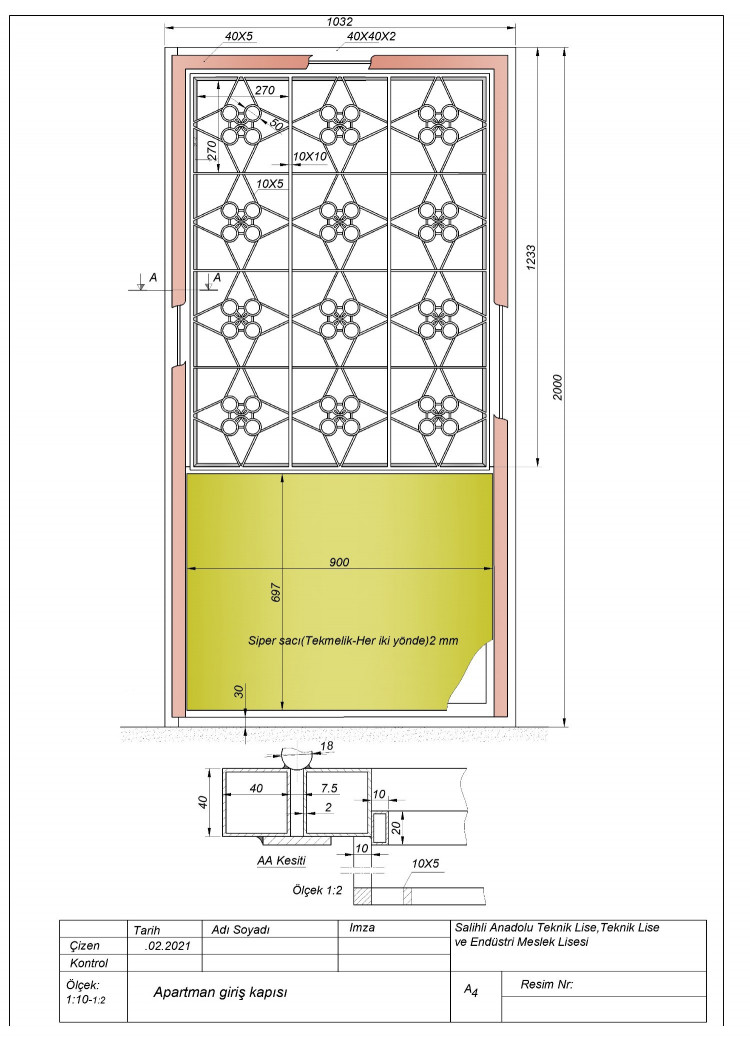
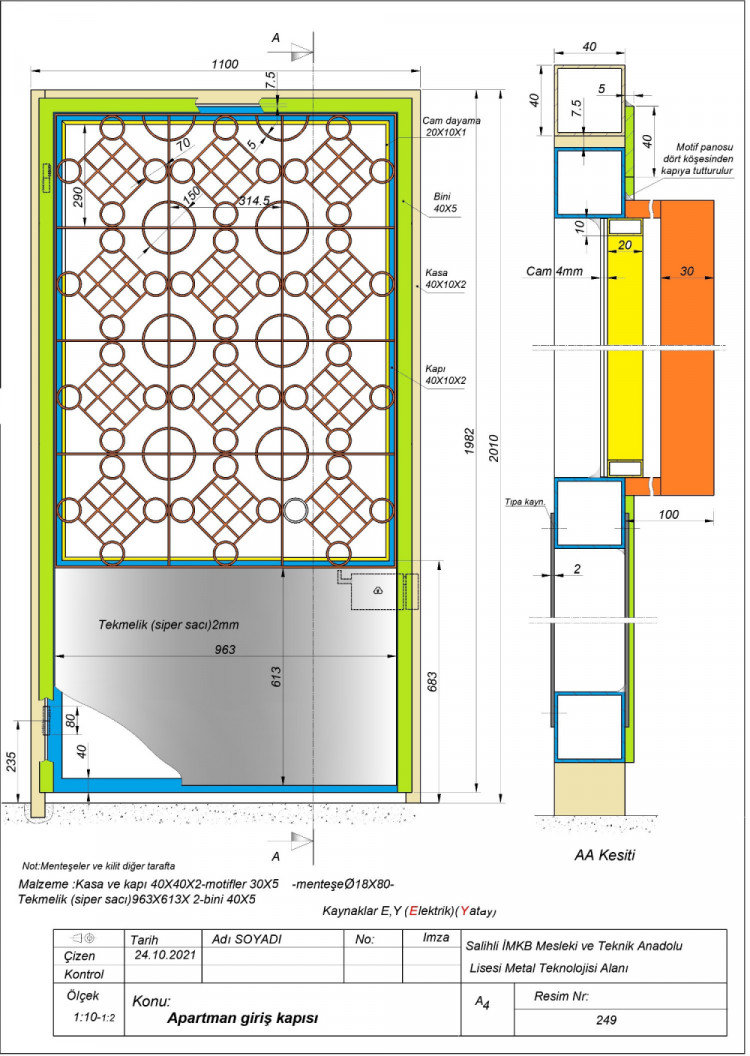
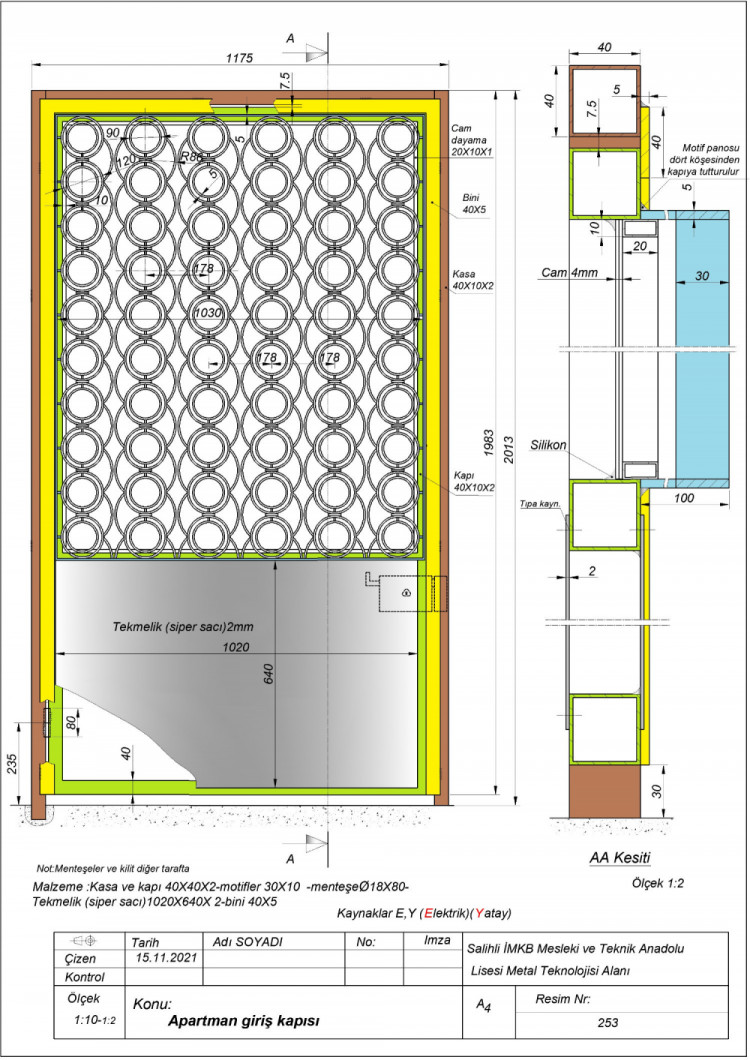
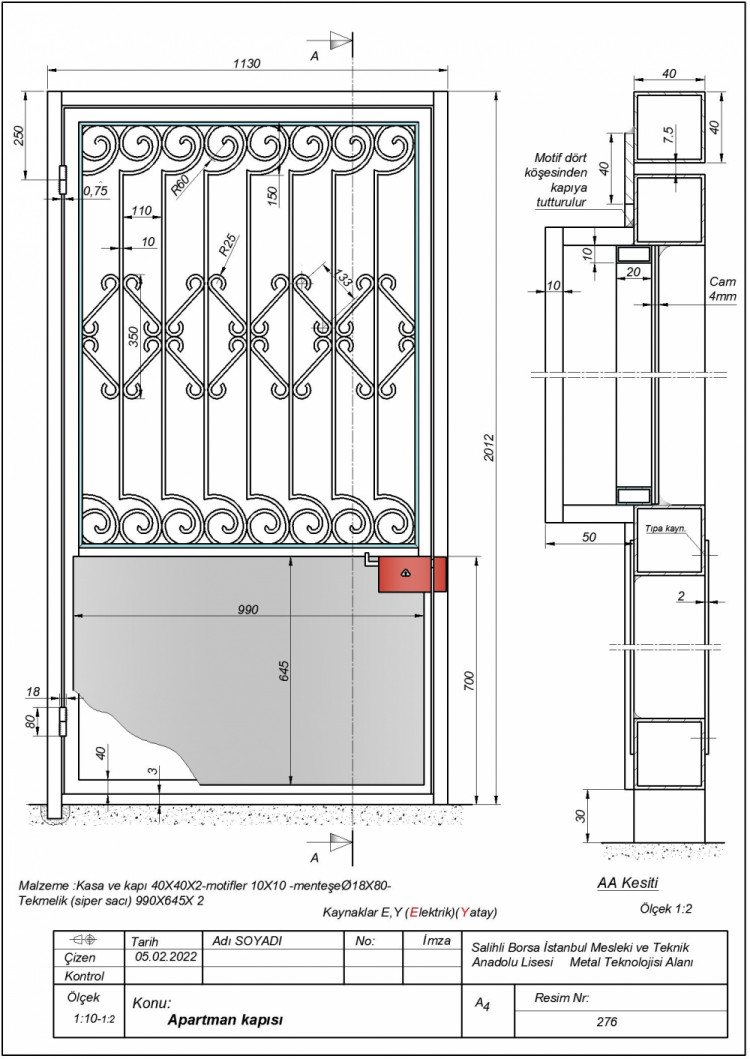
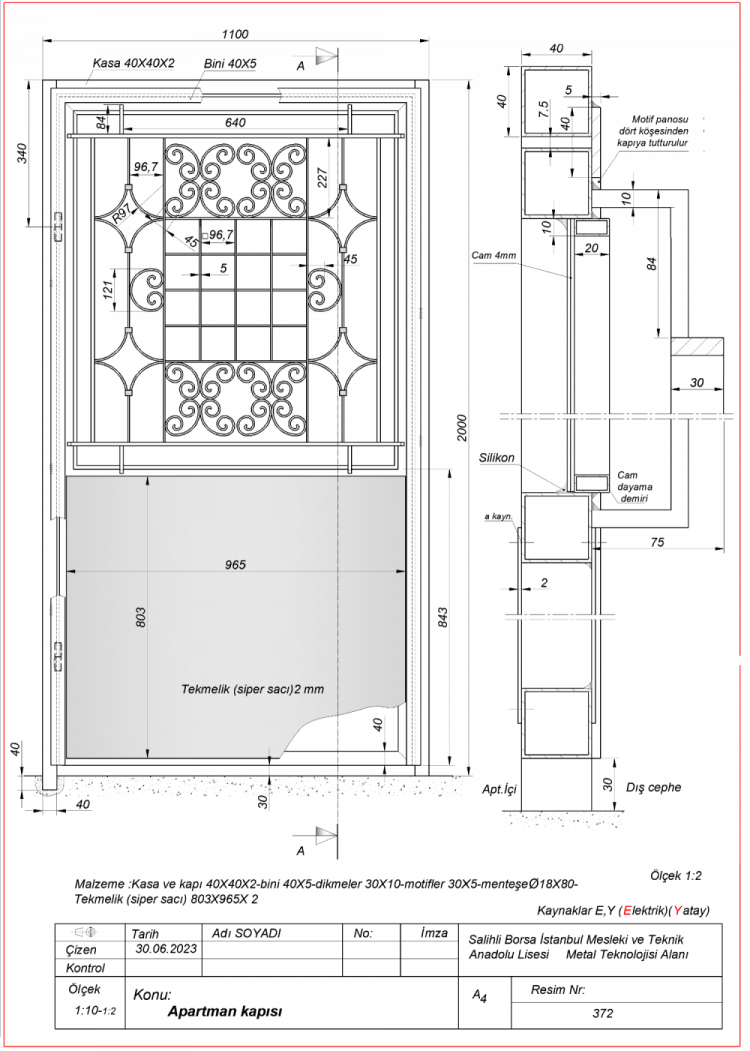
İki kanatlı apt.giriş kapısı- #Two winged building entrance
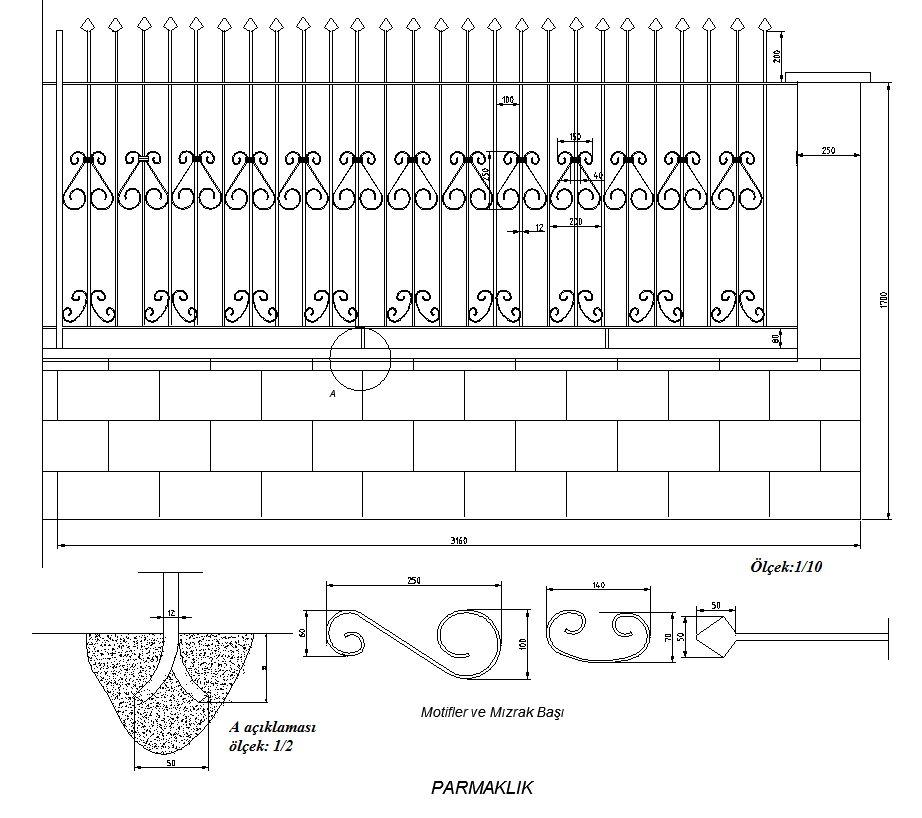
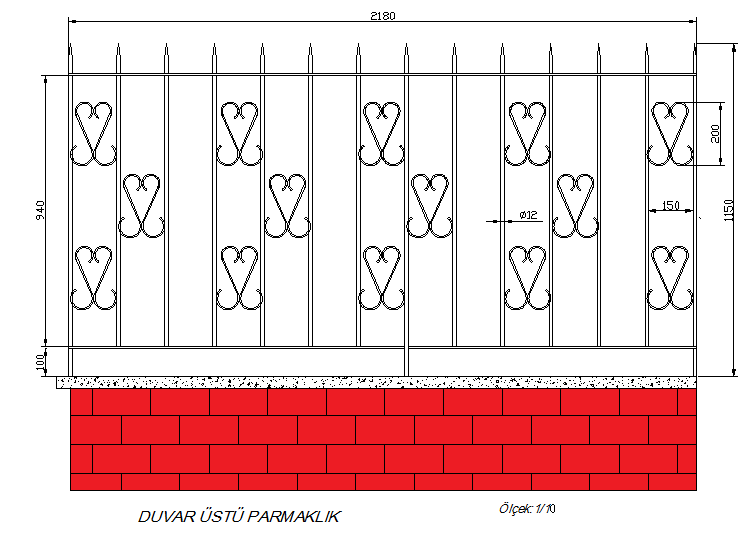
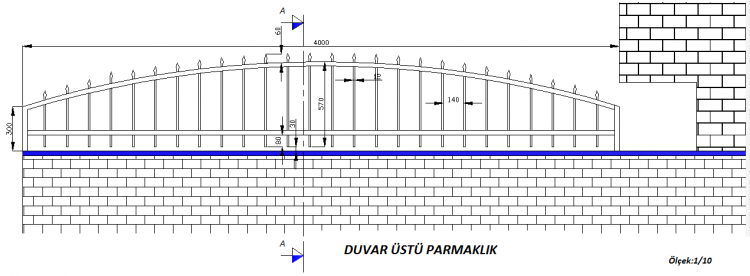
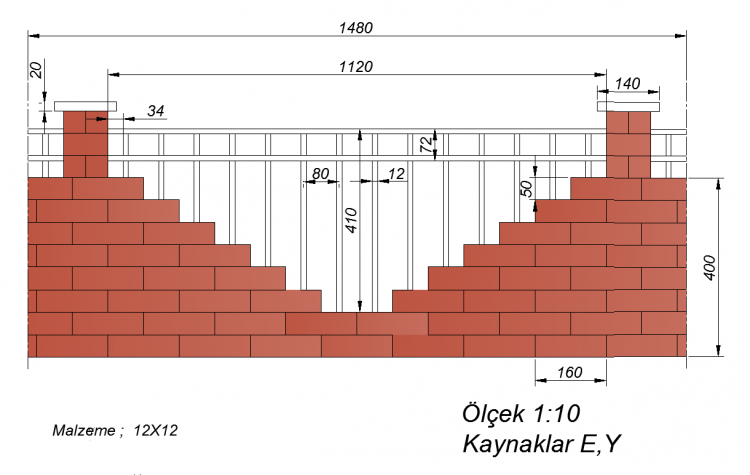
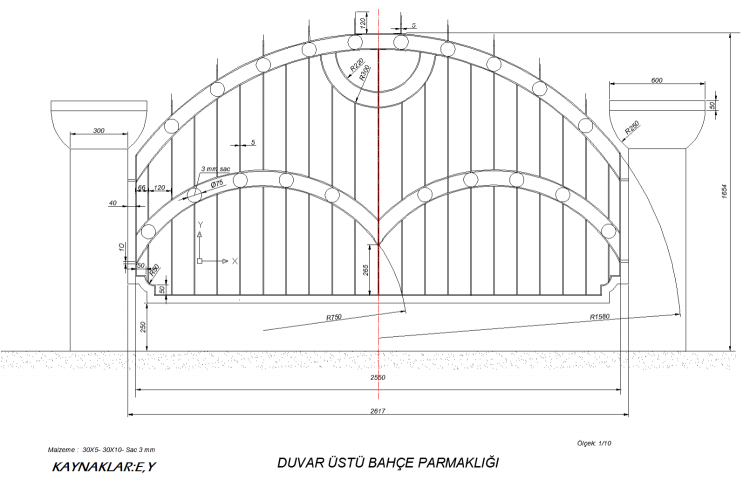
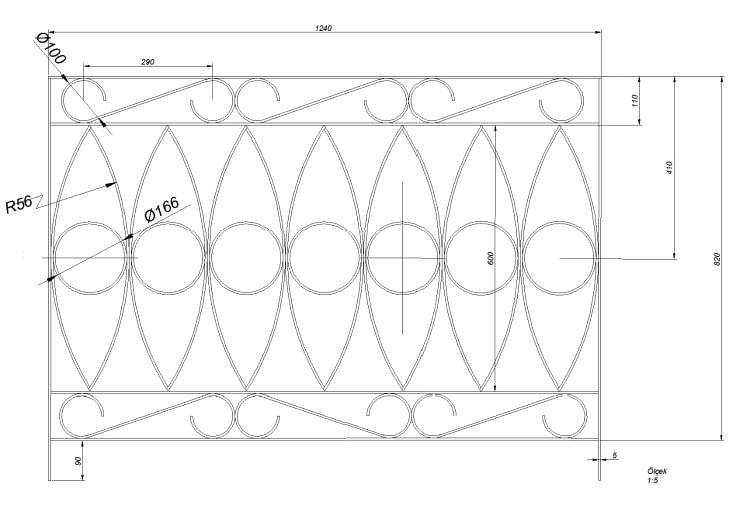
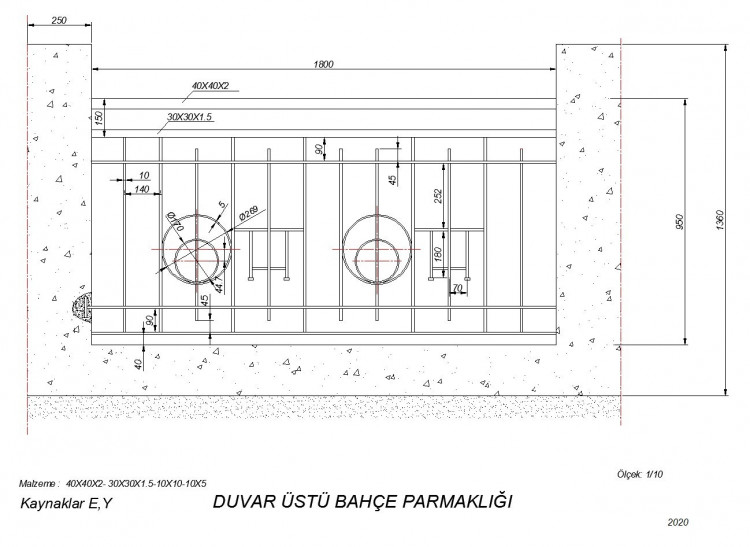
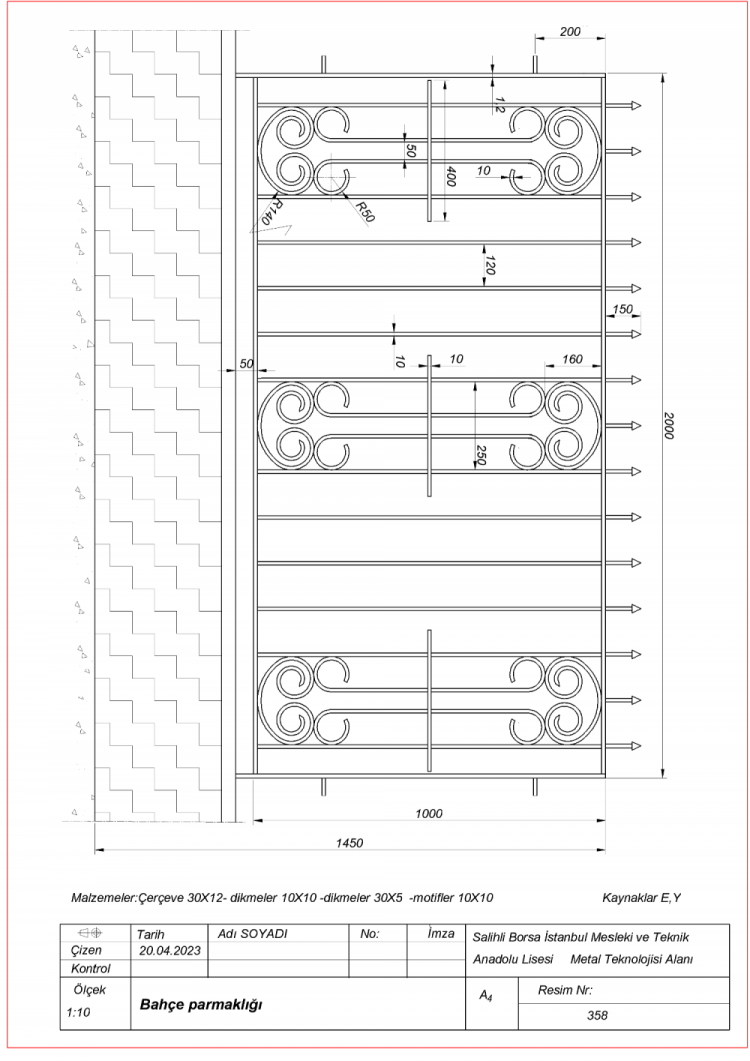
Duvar üstü parmaklık- #Wall bars
Topal kasa- lame safe
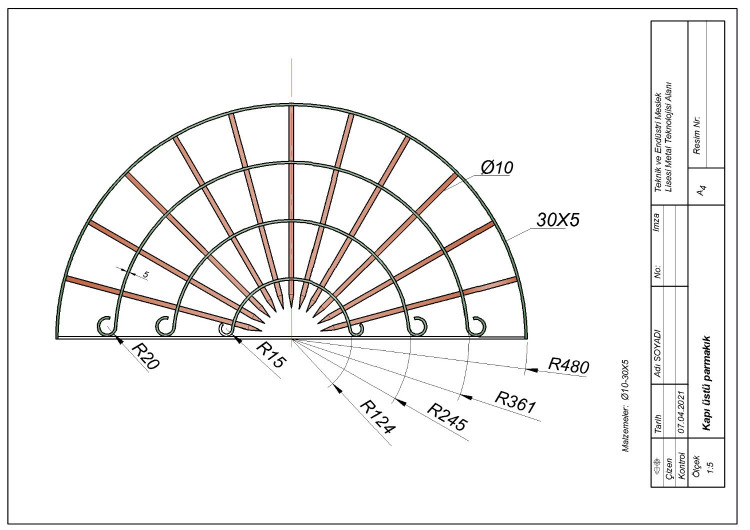
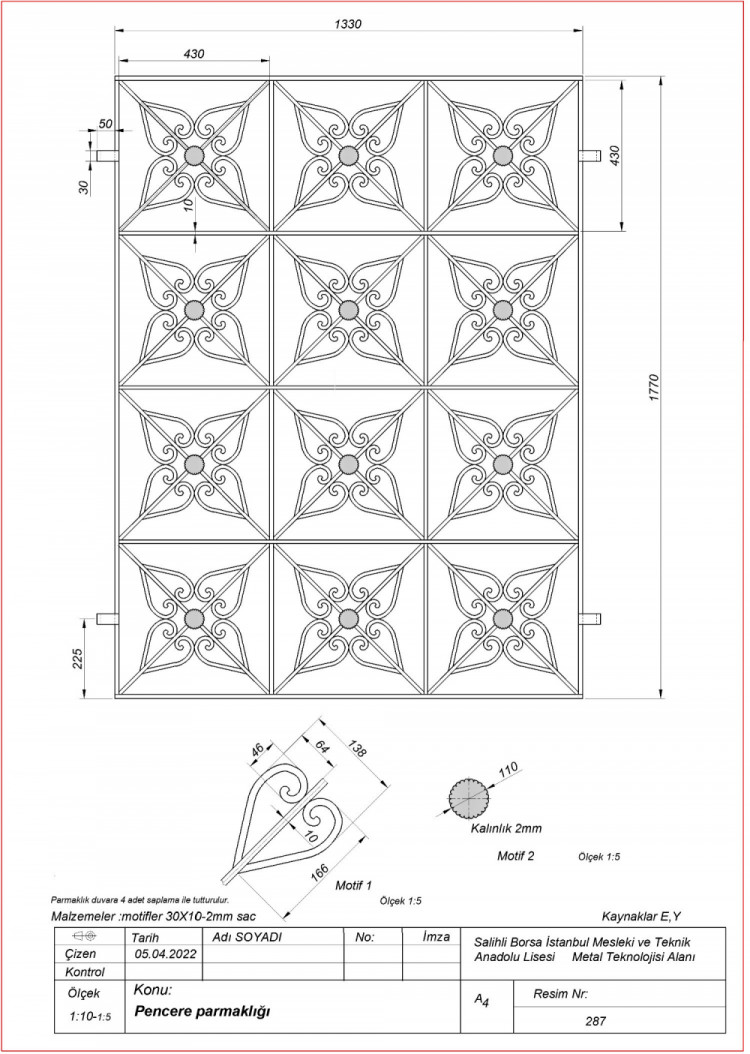
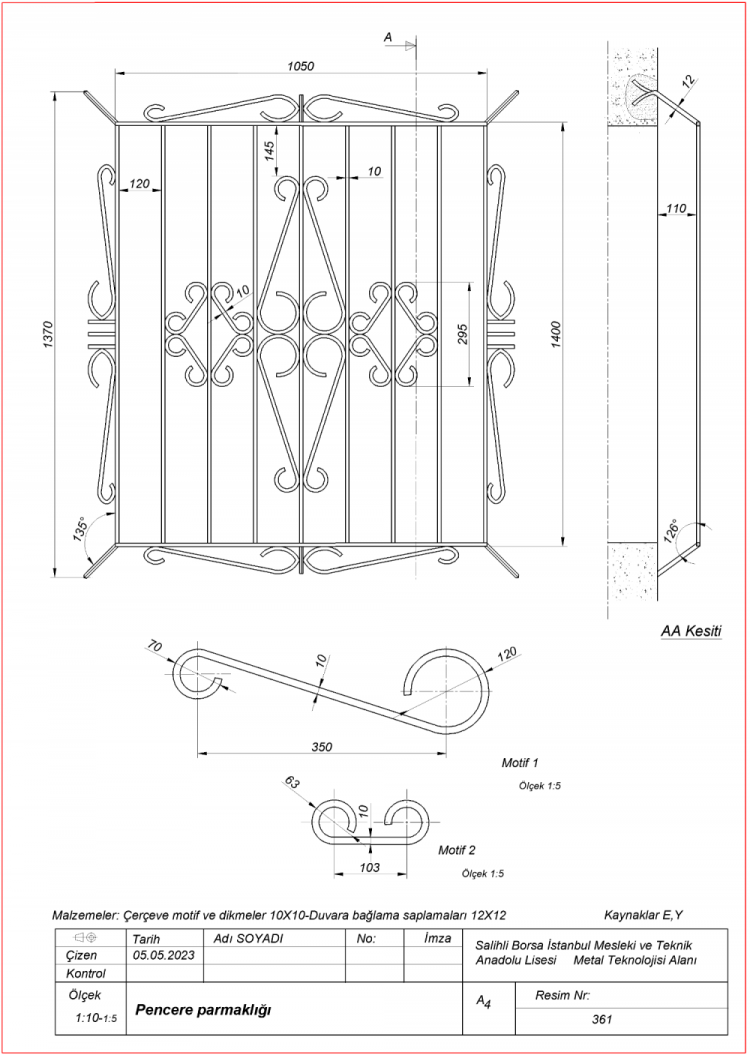
Pencere parmaklığı- # Window rail
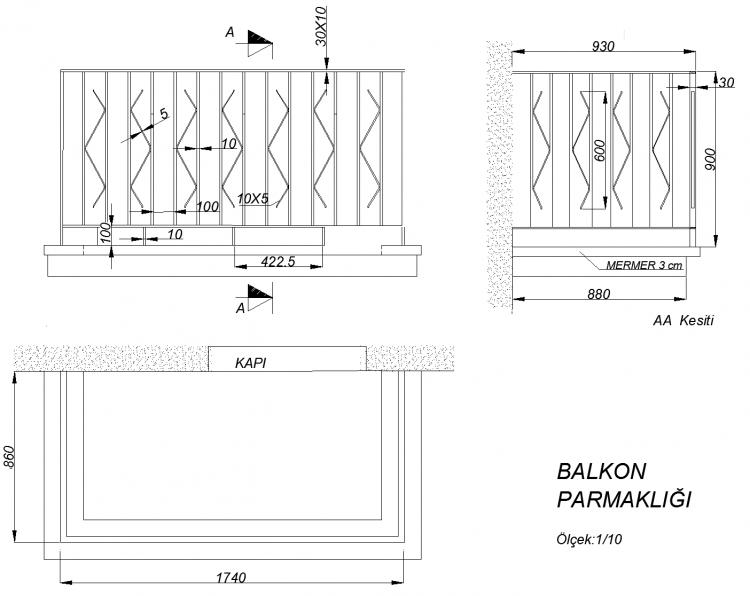
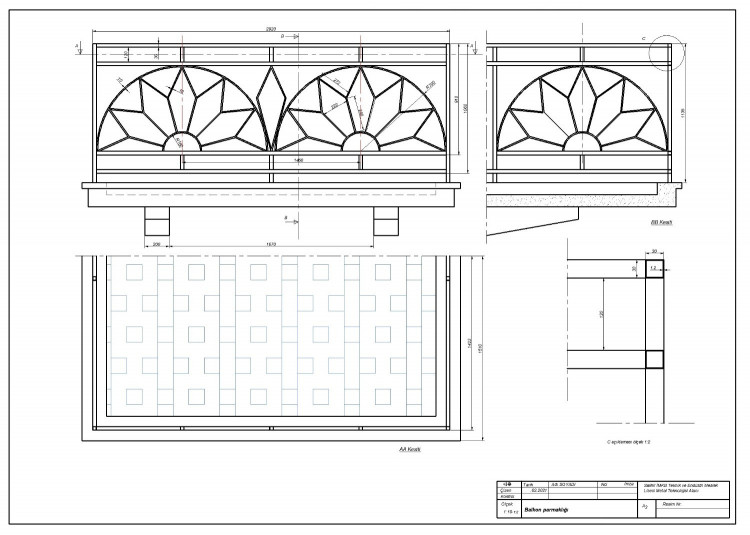
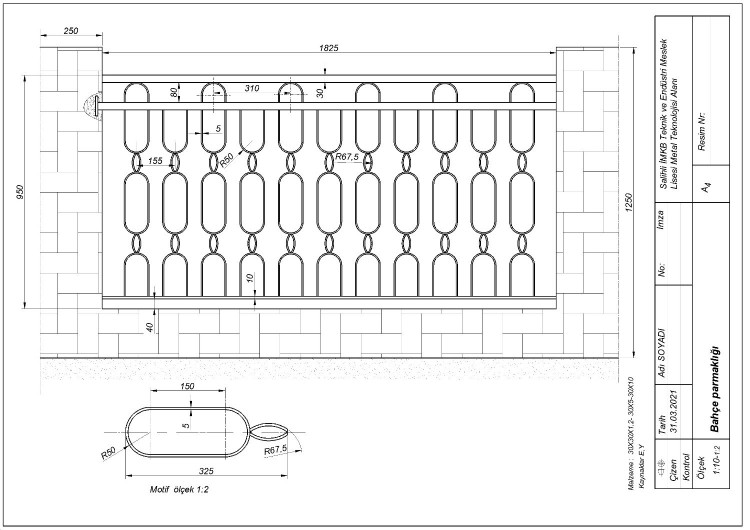
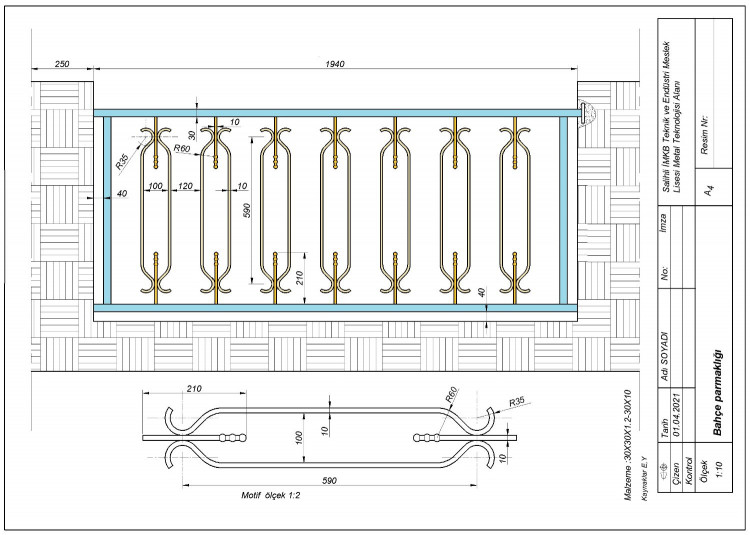
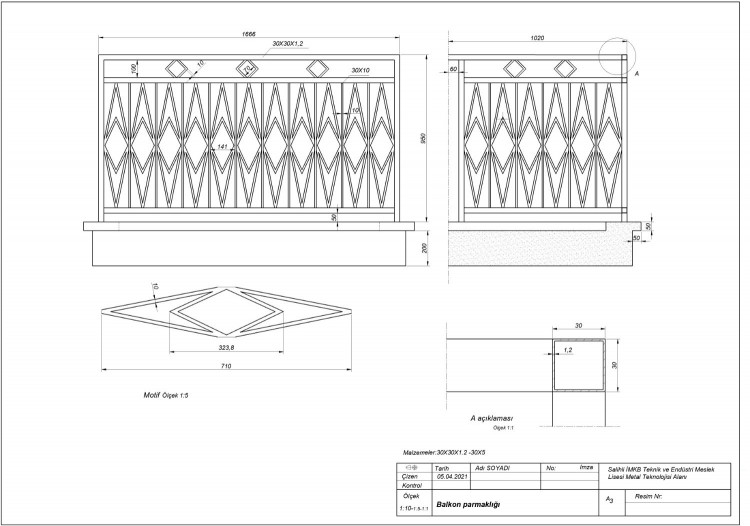
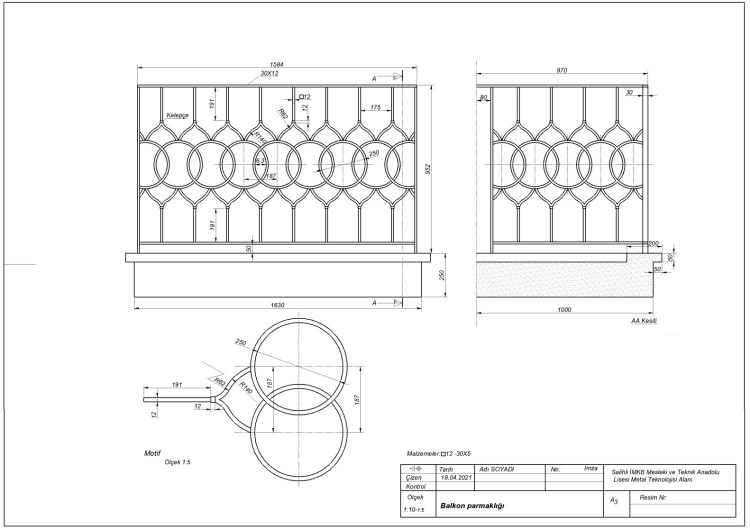
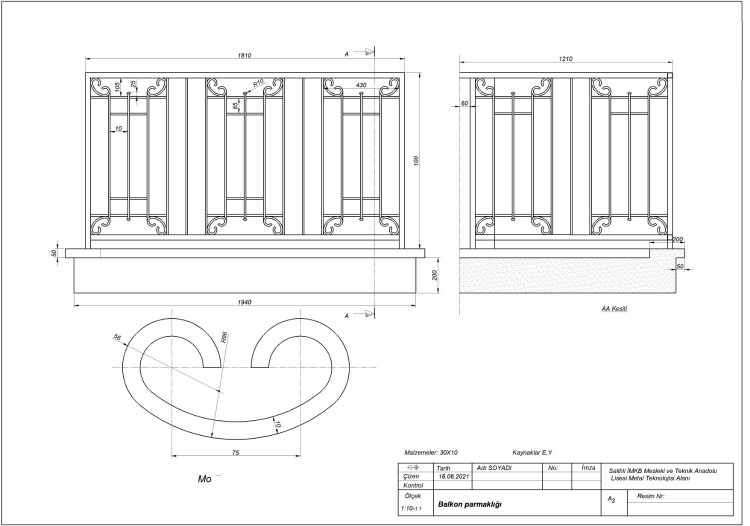
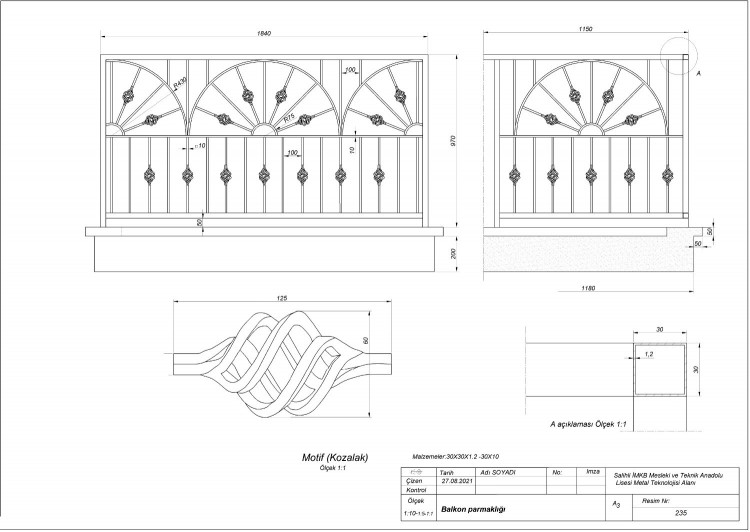
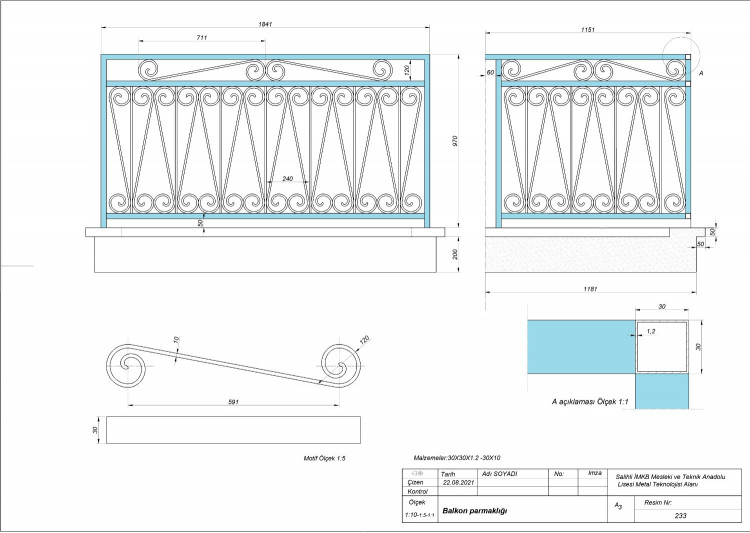
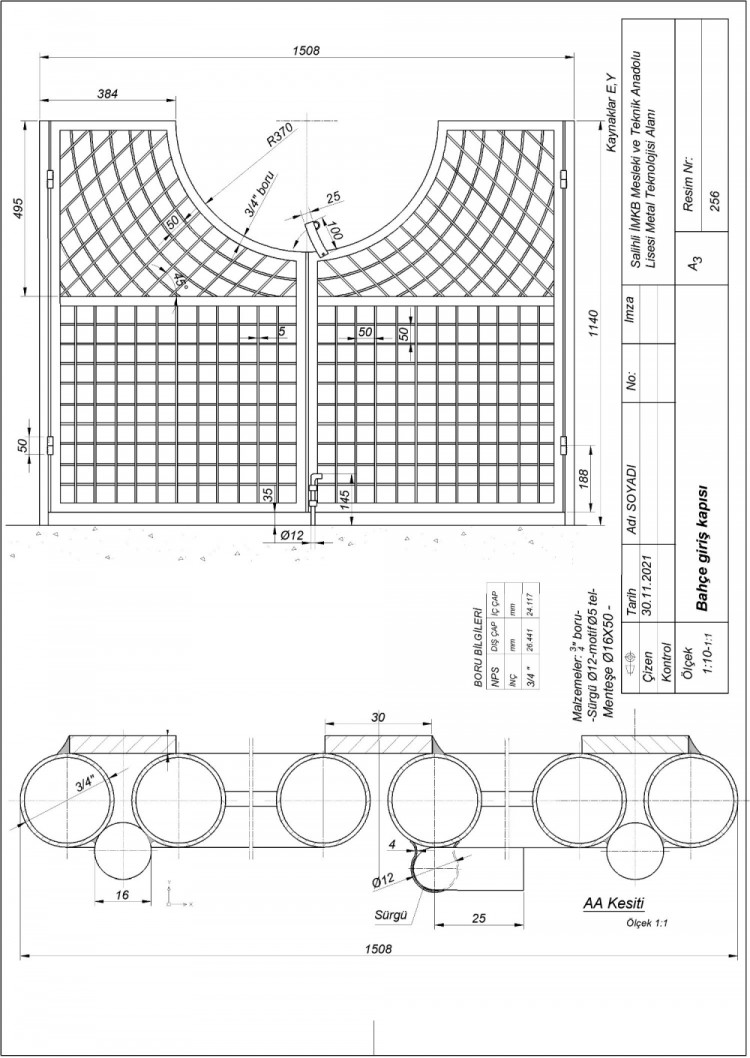
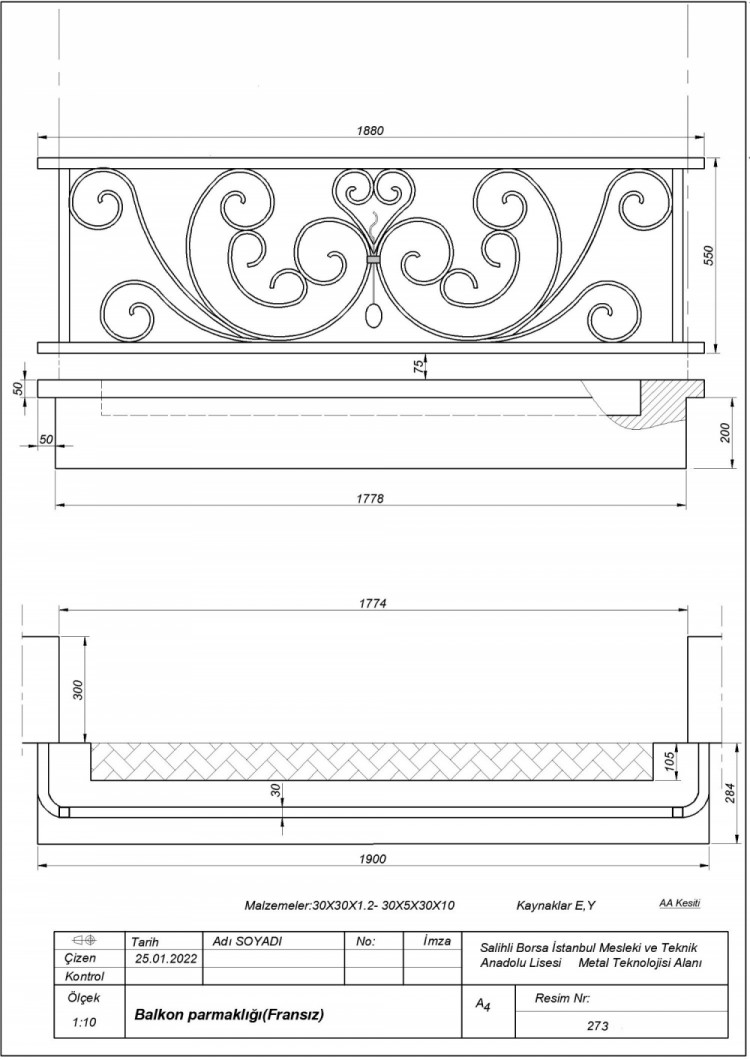
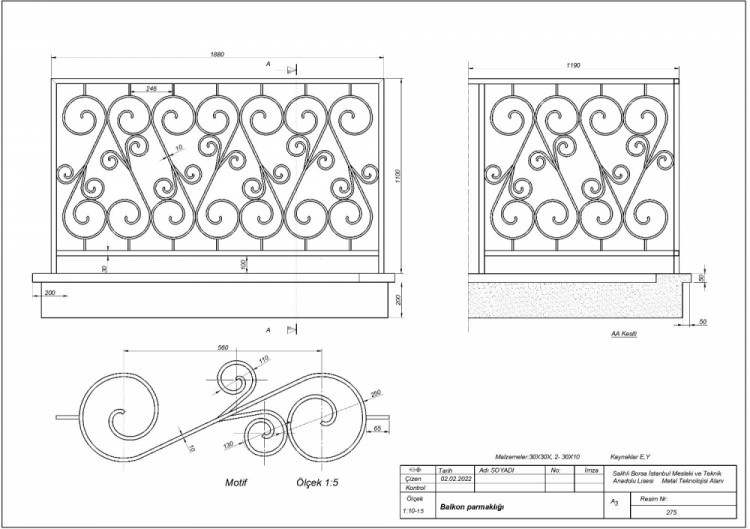
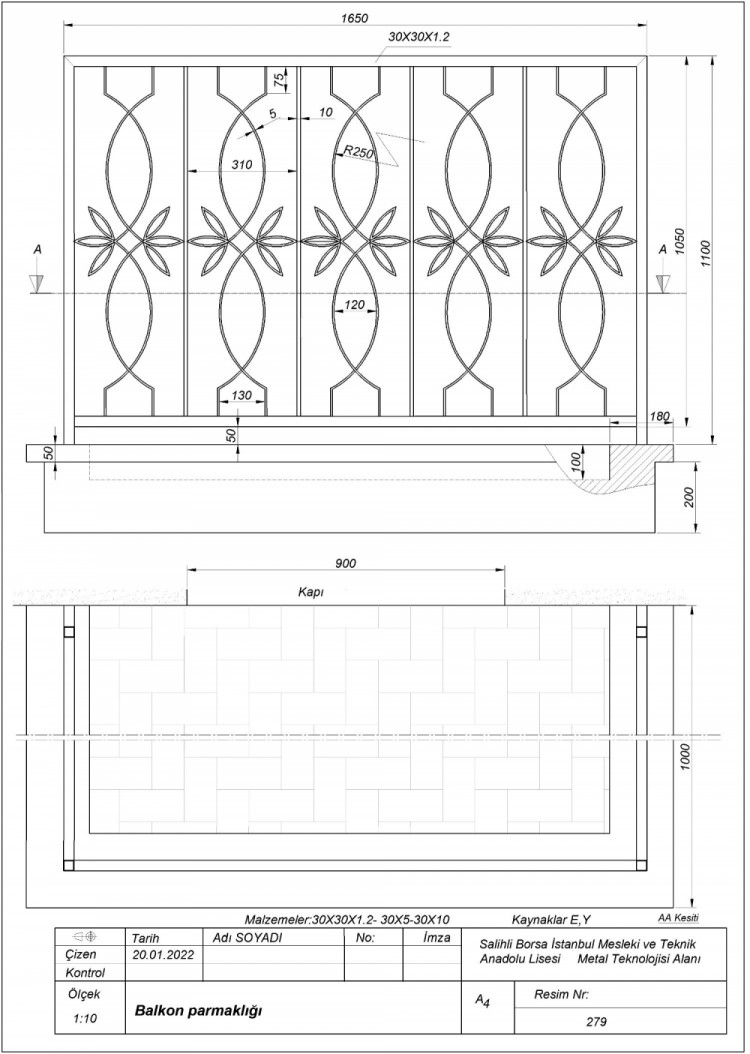
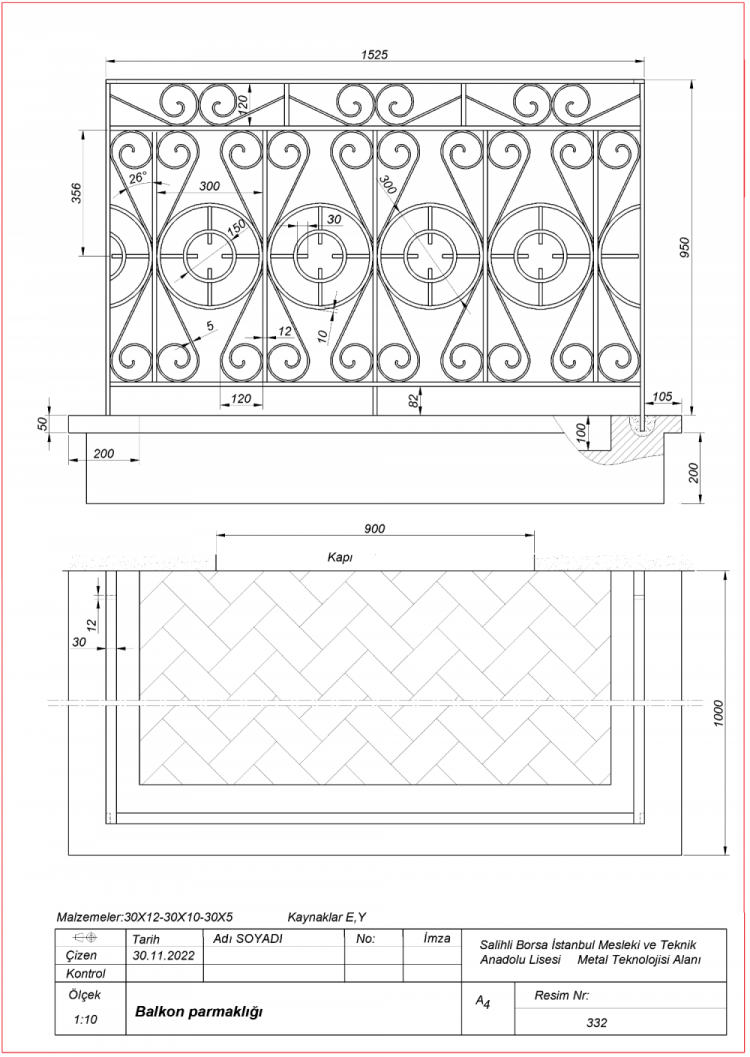
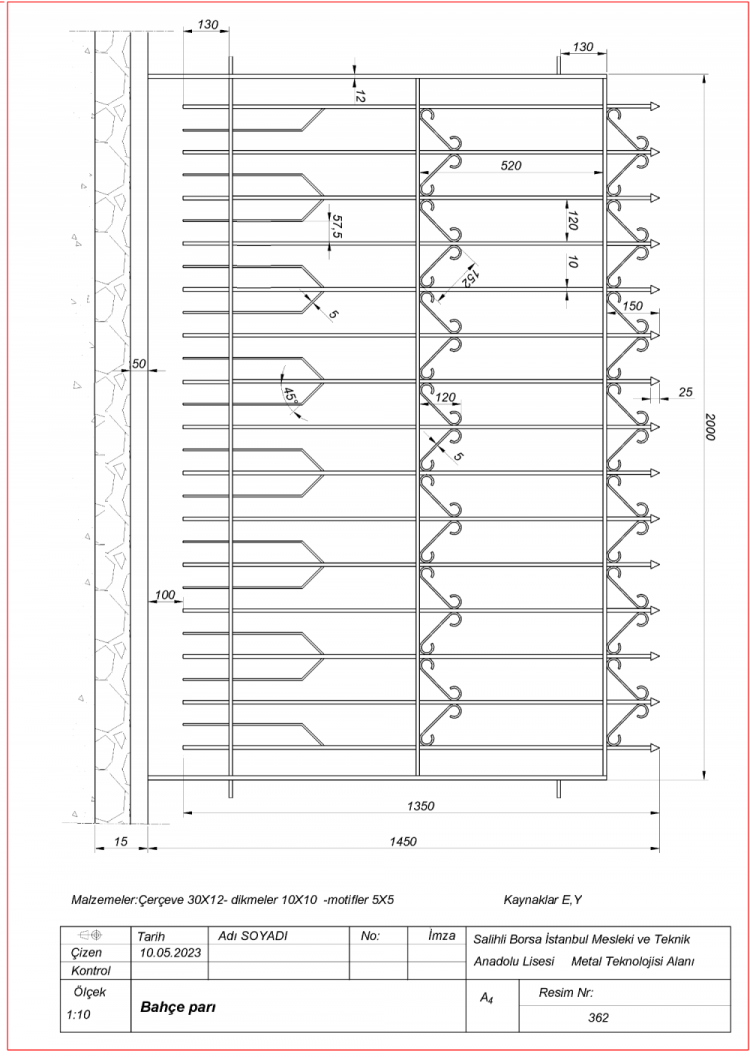
Balkon parmaklığı- #Balcony railing
Madeni merdiven- #mine stairs
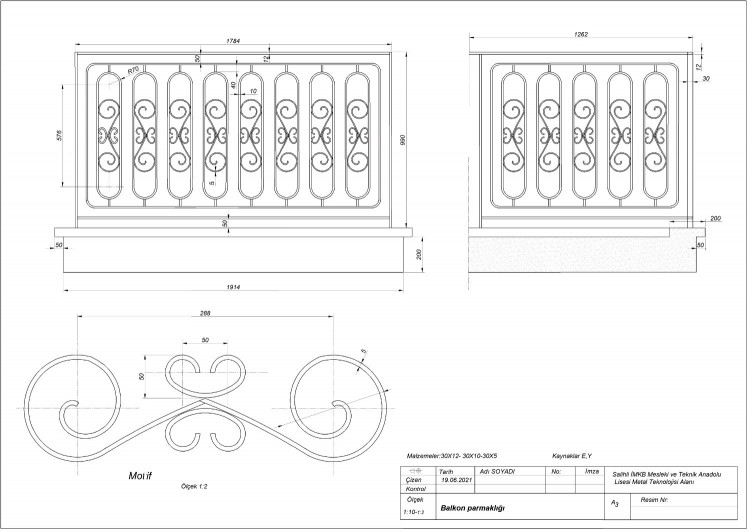
Balkon parmaklığı- #Balcony railing
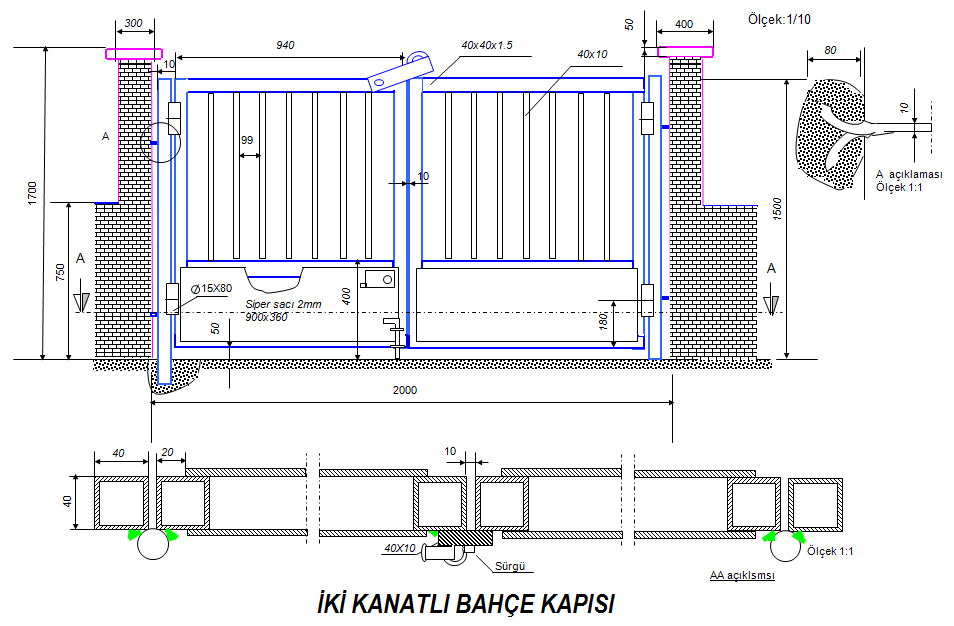
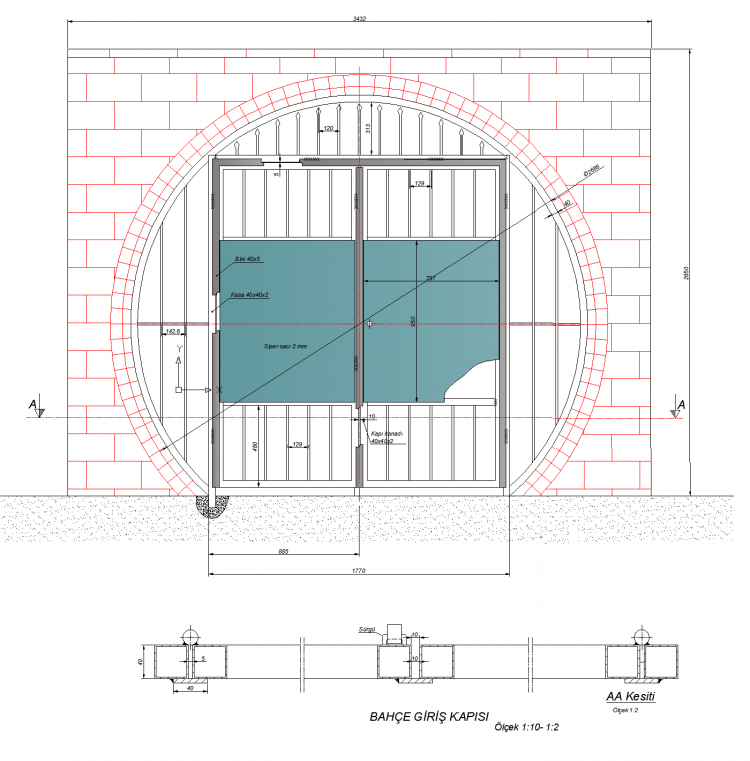
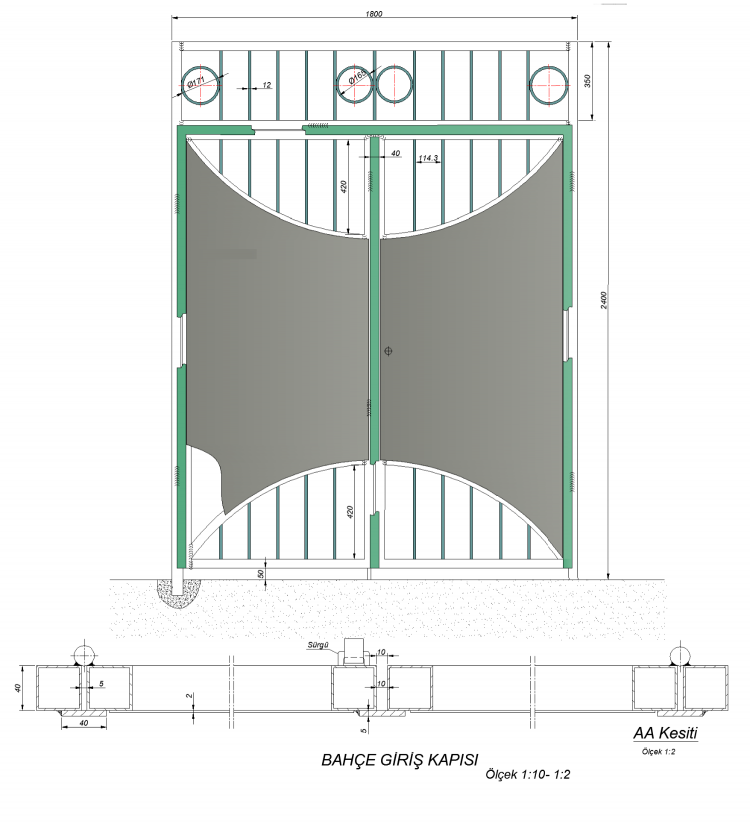
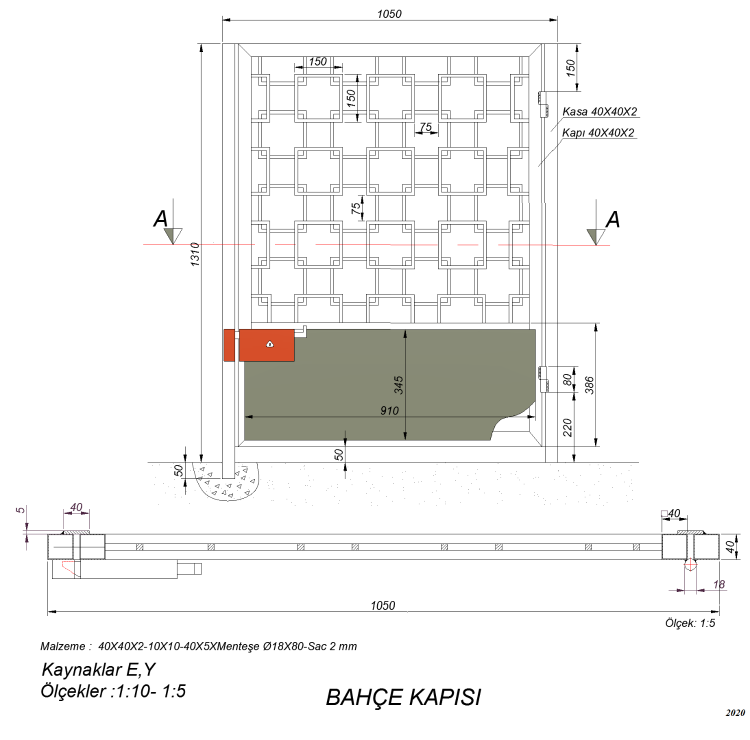
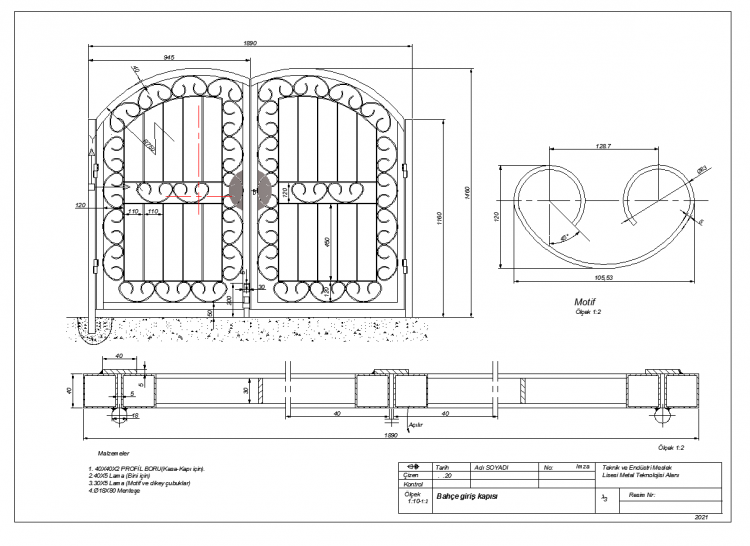
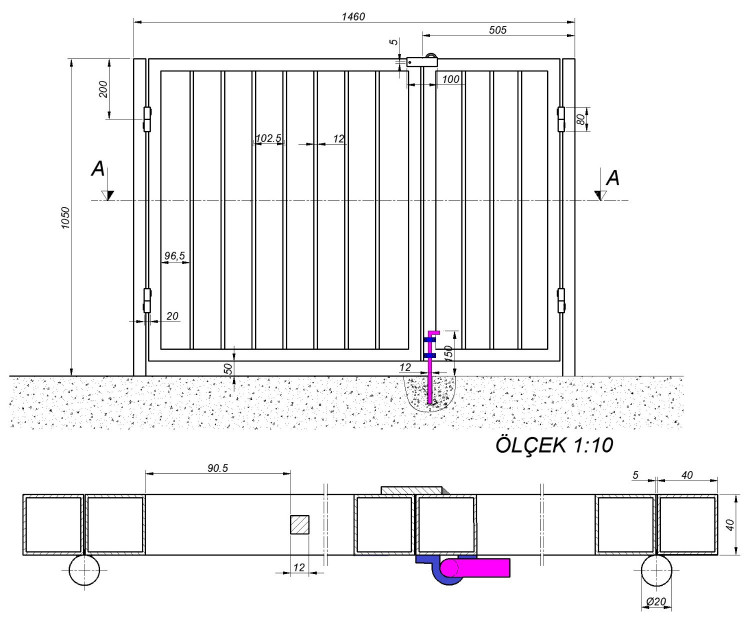
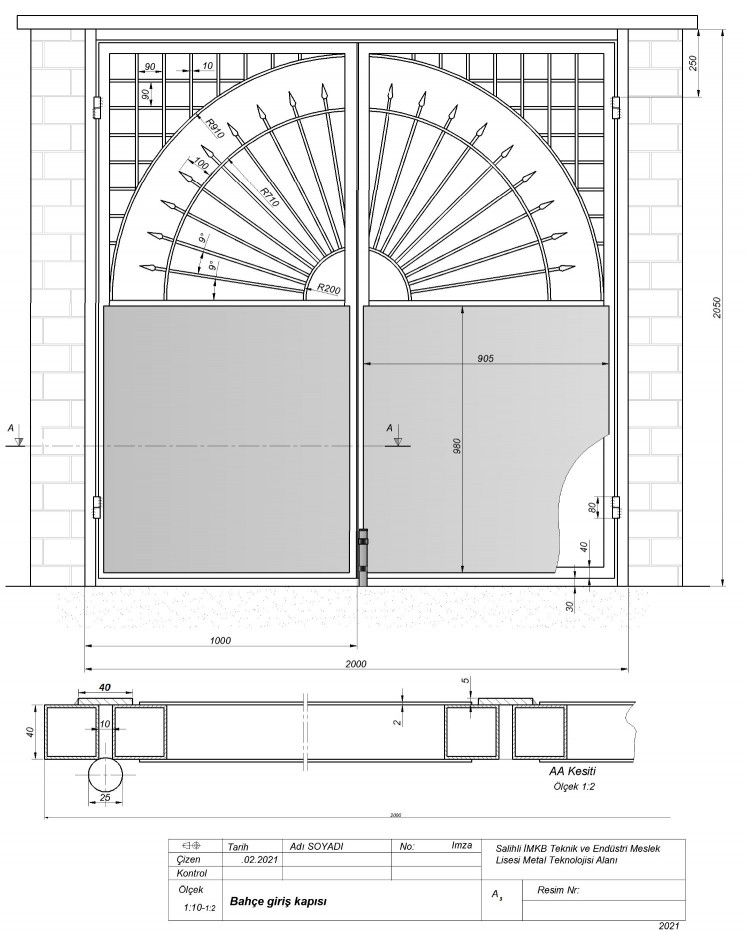
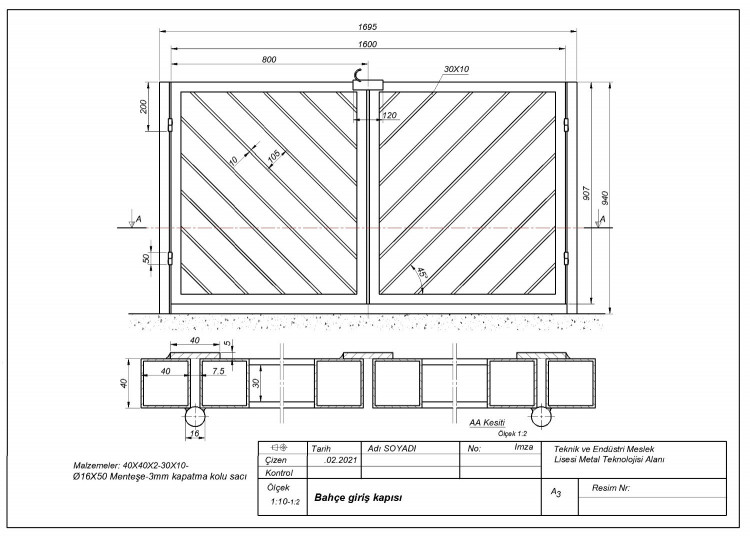
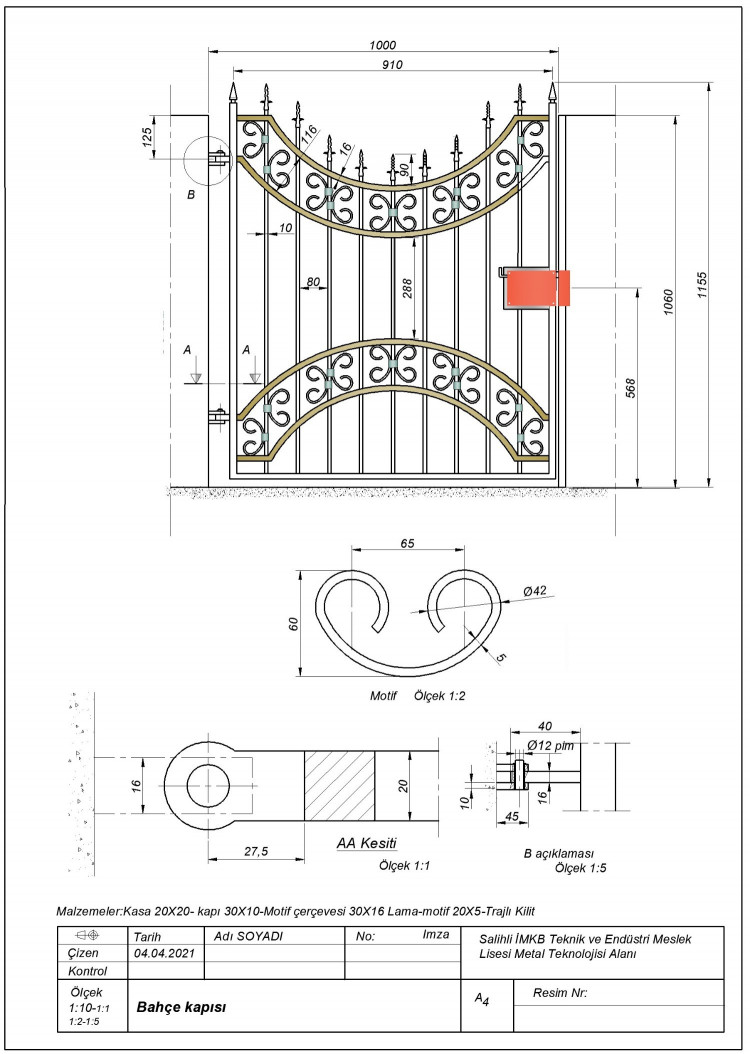
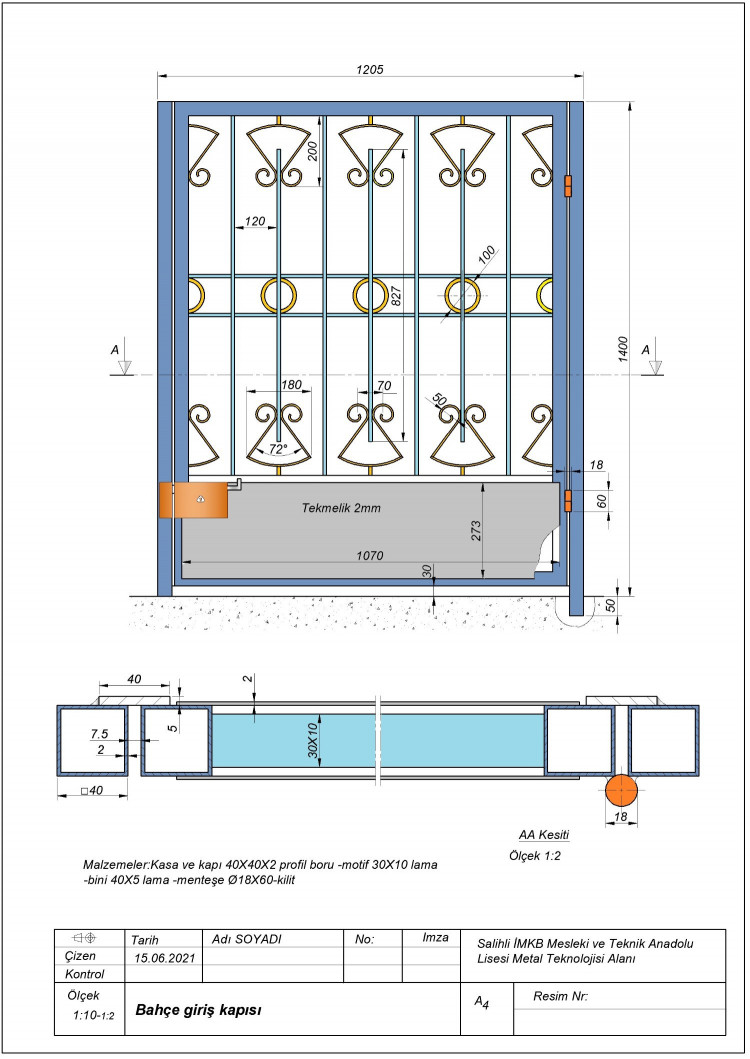
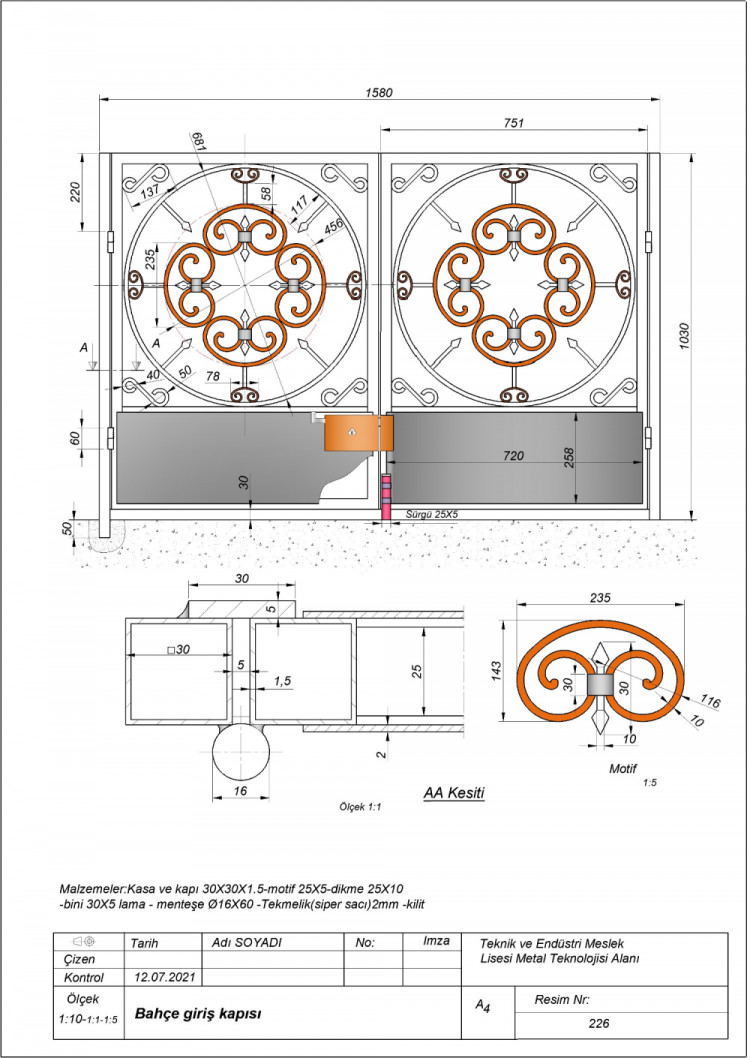
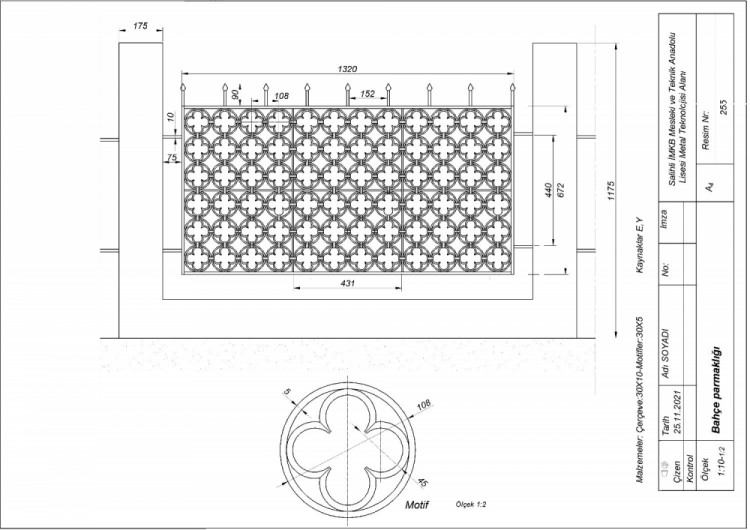
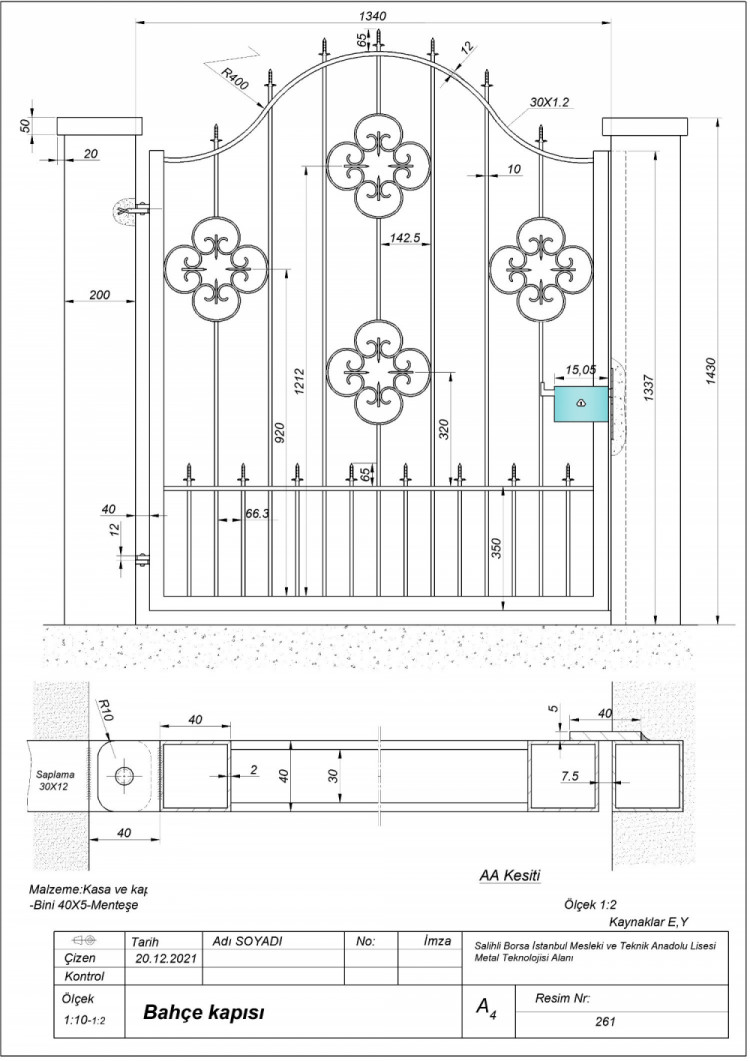
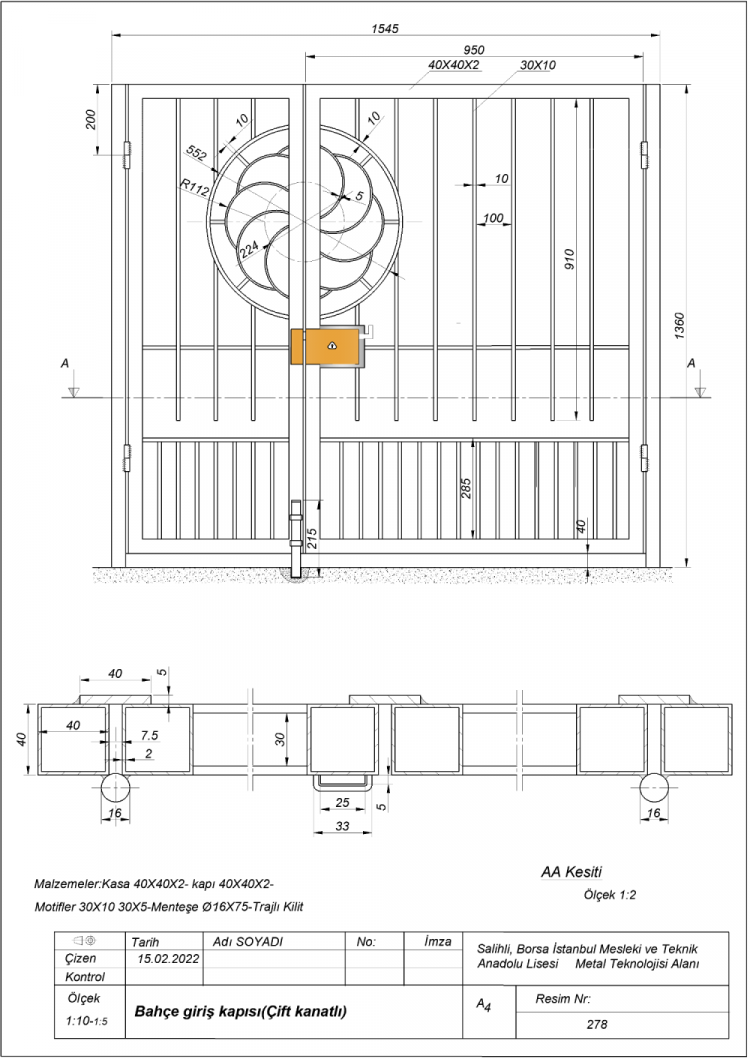
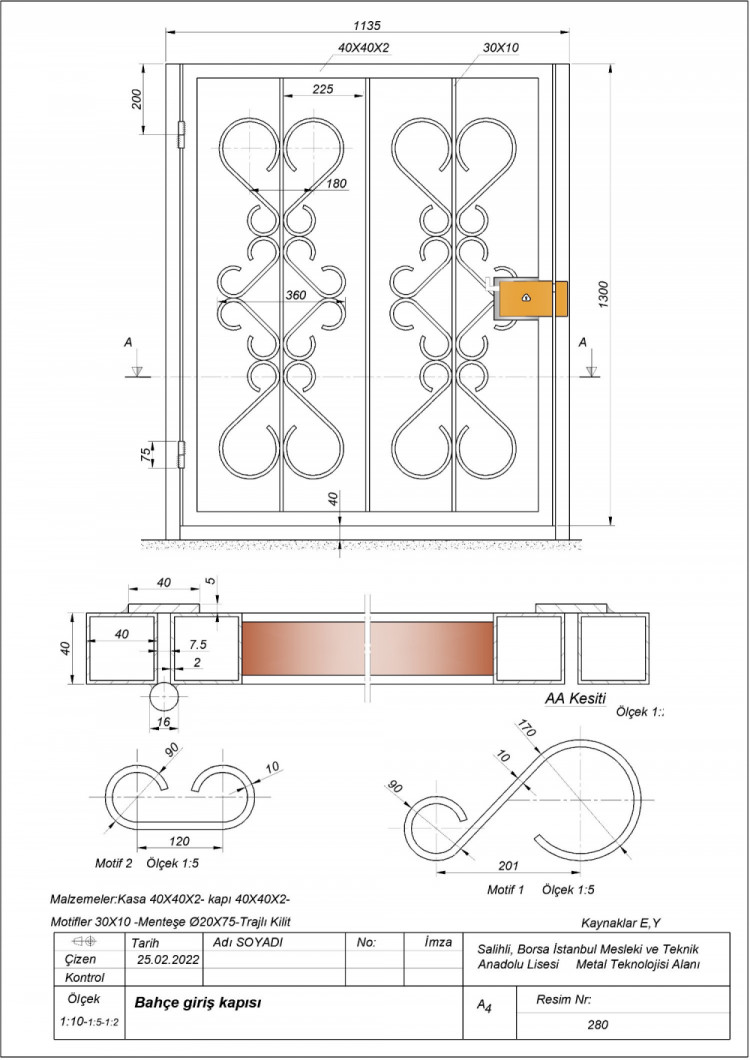
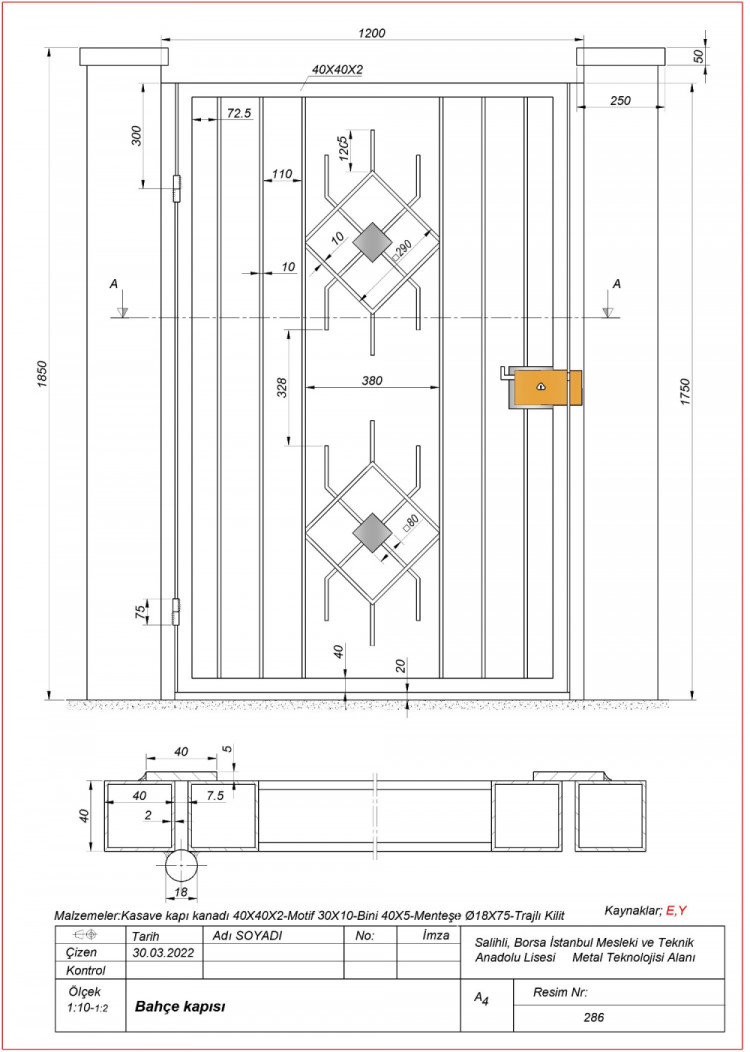
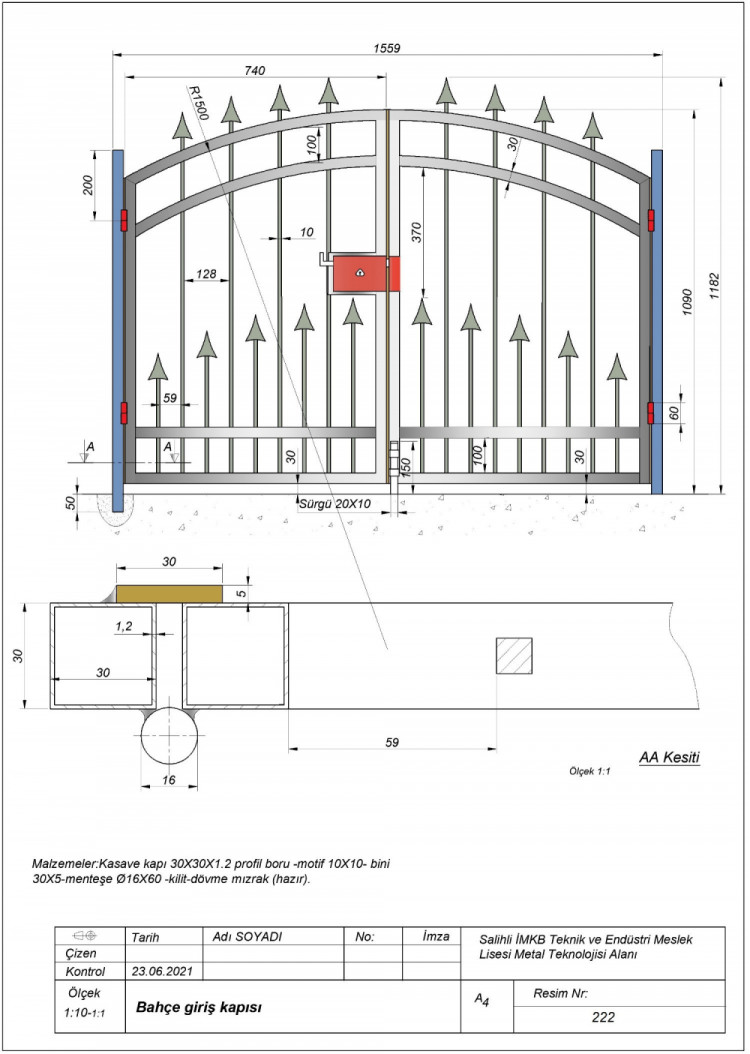
İki kanatlı bahçe kapısı- #Two winged gate
Çatı makası- #Rafters
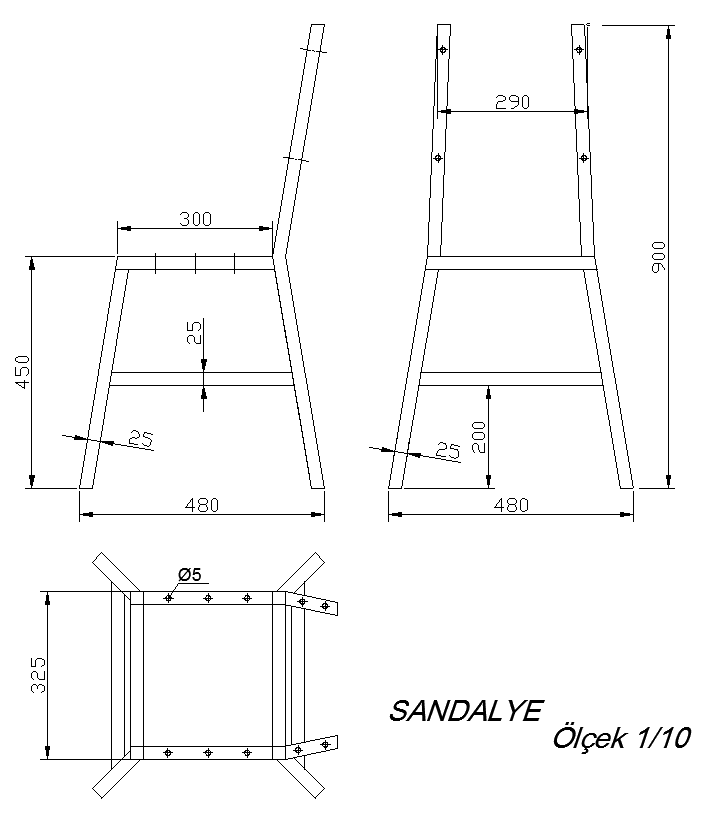
Sandalye- #Chair
Duvar üstü parmaklık - #Wall bars
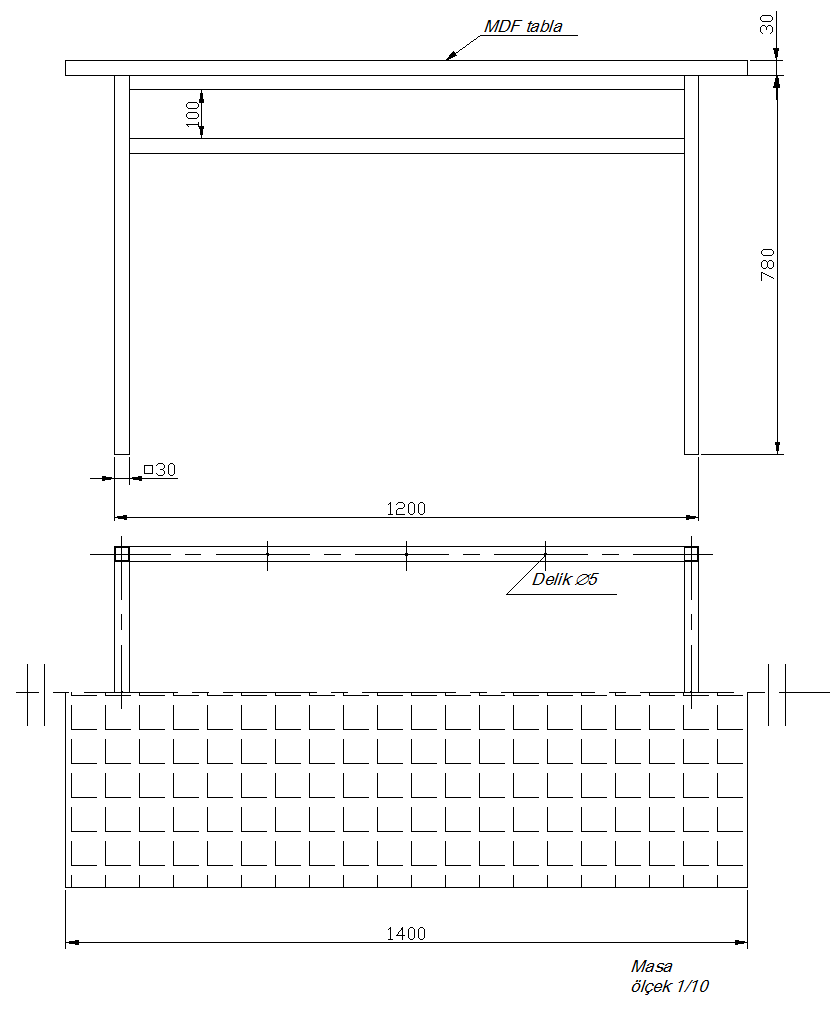
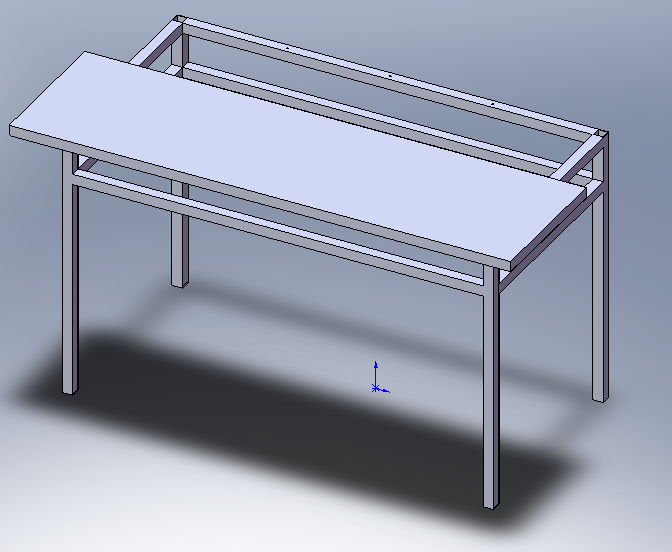
Dikdörtgen Masa-# rectangular table
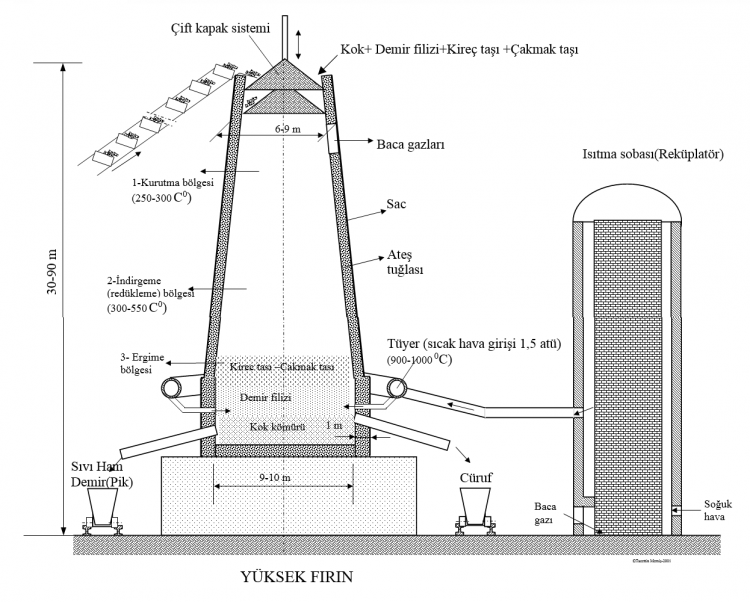
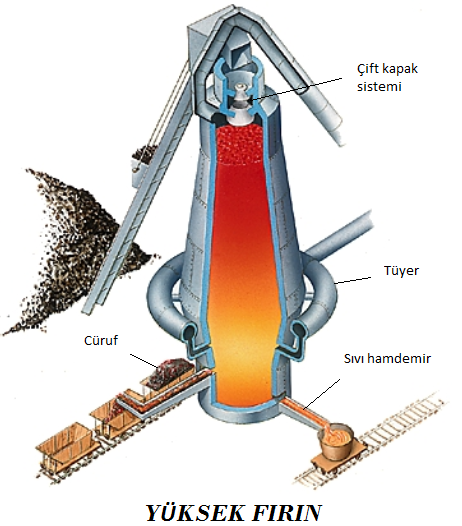
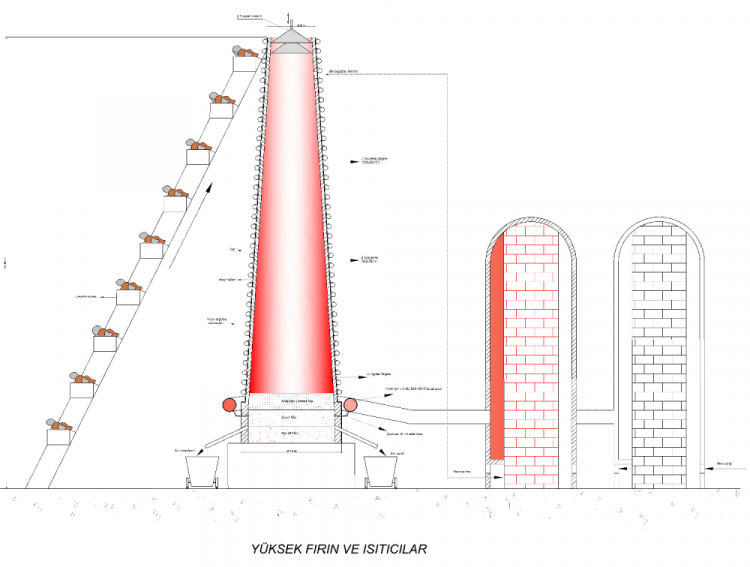
YÜKSEK FIRIN
Yüksek fırının yüksekliği 60-90 m;en dar yeri 5-6 m;en geniş yeri 8-10 m’dir. İçerisi 1m kalınlığındaki ateş tuğlası;dışı saclarla kaplıdır. Bazı yerlerde tuğla kalınlığı 1,5 metreyi bulur.
Yüksek fırına atılanlar(gönderilenler) :
1- Kok 2- Demir filizi 3- Kireç taşı (Çakmak taşı) 4- Hava
Şarj için %50 Fe içeren filiz (2 ton)+Kok kömürü( 1 ton+Kireç taşı çakmak taşı) (1 ton) + sıcak hava (3000 m3) gerekir.
Yüksek fırından alınanlar: 1- Hamdemir 2- Cüruf 3- Yüksek fırın gazı(ağız gazı)
Fırın şarj edildikten sonra bakım veya arızaya kadar durdurulmadan çalışır.
Yüksek fırında kömürün yakılması için bacadan atılan gazlarla ısıtılmış sıcak hava kullanılır.. Bir kat kok bir kat 30 mm boyutlarında demir filizi (Küçük boyuttakiler sinterleme 900-1350°C ile pişirilerek birbirine yapışmaları sağlanır.) Fırın içerisindeki olayı daha kolay anlamak için üç bölgeye ayırarak incelemek mümkündür.
1. Bölge: Bu bölgeye kurutma bölgesi adı verilir. Fırının en üst kısmıdır. Sıcaklık 300-350°C civarındadır. Atılan malzeme içindeki nem burada uzaklaştırılır.
2. Bölge Bu bölgeye indirgeme(Redükleme ) bölgesi adı verilir. 350-500 °C civarında oksijen yakılarak demiri süngerimsi hale getirir.
3. Bölge. 750-1150 °C sıcaklıkta demir filizi katkı maddelerinin etkisiyle yabancı maddeler cüruf haline geçer. Bu arada ergimiş hamdemir karbon alarak1600 °C sıcaklıkta alttaki haznede toplanır. Artık hamdemir alınmaya hazırdır. Hazne üstten önce cüruf sonra hamdemir alınmak üzere delinir. Hamdemir alındıktan sonra delik ateş tuğlası çamuru ile kapatılıp yükleme yeniden yapılır.
Buradan elde edilen hamdemirde %3-5.5 C, manganez,fosfor,silisyum ve kükürt de vardır. Bu şekliyle kullanılamaz. (Yüksek fırın çizimi yanda yer alıyor)
Yüksek fırının yüksekliği 60-90 m;en dar yeri 5-6 m;en geniş yeri 8-10 m’dir. İçerisi 1m kalınlığındaki ateş tuğlası;dışı saclarla kaplıdır. Bazı yerlerde tuğla kalınlığı 1,5 metreyi bulur.
Yüksek fırına atılanlar(gönderilenler) :
1- Kok 2- Demir filizi 3- Kireç taşı (Çakmak taşı) 4- Hava
Şarj için %50 Fe içeren filiz (2 ton)+Kok kömürü( 1 ton+Kireç taşı çakmak taşı) (1 ton) + sıcak hava (3000 m3) gerekir.
Yüksek fırından alınanlar: 1- Hamdemir 2- Cüruf 3- Yüksek fırın gazı(ağız gazı)
Fırın şarj edildikten sonra bakım veya arızaya kadar durdurulmadan çalışır.
Yüksek fırında kömürün yakılması için bacadan atılan gazlarla ısıtılmış sıcak hava kullanılır.. Bir kat kok bir kat 30 mm boyutlarında demir filizi (Küçük boyuttakiler sinterleme 900-1350°C ile pişirilerek birbirine yapışmaları sağlanır.) Fırın içerisindeki olayı daha kolay anlamak için üç bölgeye ayırarak incelemek mümkündür.
1. Bölge: Bu bölgeye kurutma bölgesi adı verilir. Fırının en üst kısmıdır. Sıcaklık 300-350°C civarındadır. Atılan malzeme içindeki nem burada uzaklaştırılır.
2. Bölge Bu bölgeye indirgeme(Redükleme ) bölgesi adı verilir. 350-500 °C civarında oksijen yakılarak demiri süngerimsi hale getirir.
3. Bölge. 750-1150 °C sıcaklıkta demir filizi katkı maddelerinin etkisiyle yabancı maddeler cüruf haline geçer. Bu arada ergimiş hamdemir karbon alarak1600 °C sıcaklıkta alttaki haznede toplanır. Artık hamdemir alınmaya hazırdır. Hazne üstten önce cüruf sonra hamdemir alınmak üzere delinir. Hamdemir alındıktan sonra delik ateş tuğlası çamuru ile kapatılıp yükleme yeniden yapılır.
Buradan elde edilen hamdemirde %3-5.5 C, manganez,fosfor,silisyum ve kükürt de vardır. Bu şekliyle kullanılamaz. (Yüksek fırın çizimi yanda yer alıyor)
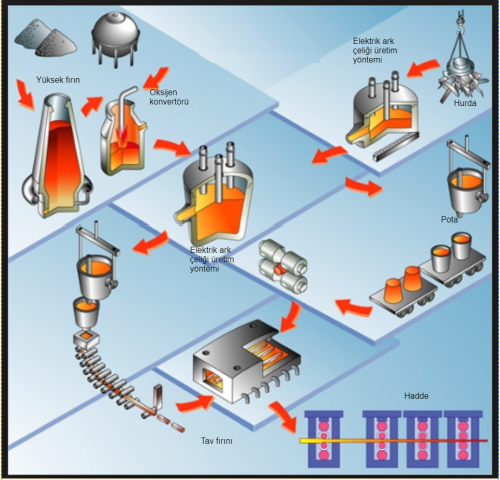
DEMİR NASIL ÜRETİLİR?
Demir yüksek fırın adı verilen dev fırınlarda demir filizinden üretilir.
Demir yüksek fırın adı verilen dev fırınlarda demir filizinden üretilir.
ÇELİĞE KATILAN KATIK ELEMANLARI
Katık (Alaşım) elemanı: Çeliğin özelliğini iyileştirmek için içersine isteyerek katılan maddelere katık elemanı denir.
A- Katık elemanlarının çeliğe verdiği özellikler.
1- Karbon : Çelikte en önemli elemandır. Demir içerisinde karbonun olması onun çelik olarak adlandırılmasını sağlar.
2- Silisyum: Çeliğin oksidini alır. Çeliklerin çekirdeğine kadar sertleşmelerini sağlar. %4 Si-%0,1 Cu içeren çelikler transformatör sacı olarak kullanılır. Yabancı maddeleri cüruf halinde yüzeyde toplar.
3- Manganez: % 1 den fazla içerisine manganez katılan çelikler katıklı çeklik olarak anılır. Kesmeye ve aşınmaya karşı büyük direnç gösterdiklerinden pulluk bıçakları, dozer-kepçe bıçakları , hapishane parmaklıkları ve para kasaları manganezli çeliklerden yapılır. Sıcak iş kalıbı yapımına da uygundur.
Özelliğini geliştirir, aşınmaya mukavemet sağlar.
4- Nikel: Elastikiyet artırır. Bakırla beraber katılırsa korozyon direncini yükseltir.
5- Volfram(Tungsten): Çelikte sertliği artırır. Kesme özelliğini geliştirir. Düşük sıcaklıkta dönüşümü sağlar. % 18 W +%4 Cr +% 1 V +% 0.70 C ‘ lu çeliklere Hava Çeliği adı verilir.
6- Molibden: Çelikte yalnız başına bulunmaz. Cr ve Ni ile birlikte bulunur. Özlülük sağlar. Böylece darbeli vuruntulu yerlerde çalışmaya uygun malzeme elde edilir.
7- Kobalt: Çeliğin Mağnetik özelliğini geliştirir. Sürekli mıknatıs yapılacak çeliklere katılır. Hava çeliklerine de kobalt katılır.
8- Alüminyum: Çeliğe silisyum gibi etki ederek oksidini giderir. Nitrirasyon çeliklerine de alüminyum katılır.
Katık (Alaşım) elemanı: Çeliğin özelliğini iyileştirmek için içersine isteyerek katılan maddelere katık elemanı denir.
A- Katık elemanlarının çeliğe verdiği özellikler.
1- Karbon : Çelikte en önemli elemandır. Demir içerisinde karbonun olması onun çelik olarak adlandırılmasını sağlar.
2- Silisyum: Çeliğin oksidini alır. Çeliklerin çekirdeğine kadar sertleşmelerini sağlar. %4 Si-%0,1 Cu içeren çelikler transformatör sacı olarak kullanılır. Yabancı maddeleri cüruf halinde yüzeyde toplar.
3- Manganez: % 1 den fazla içerisine manganez katılan çelikler katıklı çeklik olarak anılır. Kesmeye ve aşınmaya karşı büyük direnç gösterdiklerinden pulluk bıçakları, dozer-kepçe bıçakları , hapishane parmaklıkları ve para kasaları manganezli çeliklerden yapılır. Sıcak iş kalıbı yapımına da uygundur.
Özelliğini geliştirir, aşınmaya mukavemet sağlar.
4- Nikel: Elastikiyet artırır. Bakırla beraber katılırsa korozyon direncini yükseltir.
5- Volfram(Tungsten): Çelikte sertliği artırır. Kesme özelliğini geliştirir. Düşük sıcaklıkta dönüşümü sağlar. % 18 W +%4 Cr +% 1 V +% 0.70 C ‘ lu çeliklere Hava Çeliği adı verilir.
6- Molibden: Çelikte yalnız başına bulunmaz. Cr ve Ni ile birlikte bulunur. Özlülük sağlar. Böylece darbeli vuruntulu yerlerde çalışmaya uygun malzeme elde edilir.
7- Kobalt: Çeliğin Mağnetik özelliğini geliştirir. Sürekli mıknatıs yapılacak çeliklere katılır. Hava çeliklerine de kobalt katılır.
8- Alüminyum: Çeliğe silisyum gibi etki ederek oksidini giderir. Nitrirasyon çeliklerine de alüminyum katılır.
ALÜMİNYUM, TANIMI, ÖZELLİKLERİ, FİLİZLERİ, ÜRETİMİ VE KULLANMA ALANLARI
Simgesi Al , Ergime sıcaklığı 660 ° C, Özgül ağırlığı 2,7 kg/dm3 olan ısıyı çelikten üç kat iyi ileten gümüş beyazı renkli bir metaldir. Değişik özellikte alaşım yapması ve kolay işlenmesi kullanım alanını yaygınlaştırmıştır. Dünyanın %8 ‘i 10 km derinliğe kadar alüminyumdur.
Filizleri: Boksit( Beauxite) Kaolen ve kil’de alüminyum bileşiği olmasına rağmen al üretiminde kullanılmaz.
Üretimi: Al filizi(boksit) önce kırılır. Yıkanıp toz haline getirilir ve kurutulur.
Üretim üç aşamadır.
1- boksit toz hale getirilerek kostik soda (Na OH) ve basınçlı buhar gönderilerek boksit karıştırılır. Dinlenme tanklarında kostik soda boksitten alüminyum oksiti çözerek Sodyum alüminat haline getirir. Filtrelerden süzülen alüminat tanklarda yeniden bekletilip dibe alüminyum hidroksit halinde çökelmesi sağlanır.
2- Dibe çöken alüminyum hidroksit fırınlarda 1000 °C ta kurutulur. Oluşan ürünün adı alümina’dır
(Al2O3 ).
3- Bu aşamada elektroliz işlemi ile alüminadan alüminyum elde edilir. Fırının hem içi hem de elektrotları grafittir DC akım uygulanarak alüminyumun dipte ergiyik olarak toplanması sağlanır. Al’nin boksitten üretimi aşamasında 4 kg boksitten ,2 kg alümina ve sonuçta 1 kg al elde edilir
ALÜMİNYUMUN KULLANMA ALANLARI : İmalat sırasında çelik içerisinde oksidi almakta,mutfak eşyaları yapımında,elektrik endüstrisinde,uçak sanayiinde ,gıda sanayii,boya endüstrisinde, motor gövdesi yapımında, doğramada, dekorasyonda vb. yerlerde kullanılır.
Simgesi Al , Ergime sıcaklığı 660 ° C, Özgül ağırlığı 2,7 kg/dm3 olan ısıyı çelikten üç kat iyi ileten gümüş beyazı renkli bir metaldir. Değişik özellikte alaşım yapması ve kolay işlenmesi kullanım alanını yaygınlaştırmıştır. Dünyanın %8 ‘i 10 km derinliğe kadar alüminyumdur.
Filizleri: Boksit( Beauxite) Kaolen ve kil’de alüminyum bileşiği olmasına rağmen al üretiminde kullanılmaz.
Üretimi: Al filizi(boksit) önce kırılır. Yıkanıp toz haline getirilir ve kurutulur.
Üretim üç aşamadır.
1- boksit toz hale getirilerek kostik soda (Na OH) ve basınçlı buhar gönderilerek boksit karıştırılır. Dinlenme tanklarında kostik soda boksitten alüminyum oksiti çözerek Sodyum alüminat haline getirir. Filtrelerden süzülen alüminat tanklarda yeniden bekletilip dibe alüminyum hidroksit halinde çökelmesi sağlanır.
2- Dibe çöken alüminyum hidroksit fırınlarda 1000 °C ta kurutulur. Oluşan ürünün adı alümina’dır
(Al2O3 ).
3- Bu aşamada elektroliz işlemi ile alüminadan alüminyum elde edilir. Fırının hem içi hem de elektrotları grafittir DC akım uygulanarak alüminyumun dipte ergiyik olarak toplanması sağlanır. Al’nin boksitten üretimi aşamasında 4 kg boksitten ,2 kg alümina ve sonuçta 1 kg al elde edilir
ALÜMİNYUMUN KULLANMA ALANLARI : İmalat sırasında çelik içerisinde oksidi almakta,mutfak eşyaları yapımında,elektrik endüstrisinde,uçak sanayiinde ,gıda sanayii,boya endüstrisinde, motor gövdesi yapımında, doğramada, dekorasyonda vb. yerlerde kullanılır.
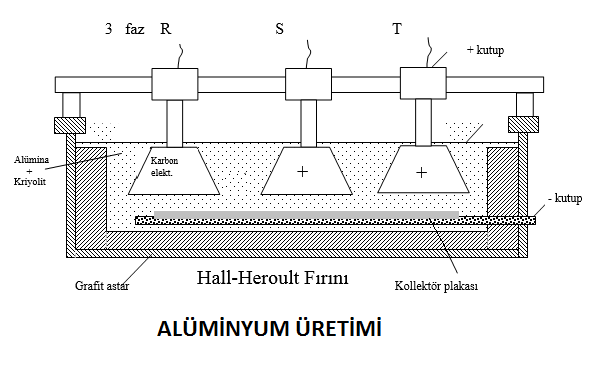
ALÜMİNYUM ÜRETİMİ aluminum production
Çelik ve Demir arasındaki fark nedir?
Demir ile çelik arasındaki bariz fark içlerindeki karbon oranlarıdır.
Çok karbon miktarı çeliği iyileştirirmi?
Tam tersine. %1.7 den fazla karbon çeliği kırılgan yapar. Zaten adı da dökmedemir olarak geçer.
Dökmedemirinde üst sınırı vardır.%3.5 oranından fazla karbon dökmedemiri kömür+demir yığınına döndürür.
Sonuç olarak çelik için alt sınır %0.25 üst sınır %1.7 C oranıdır. İdeal oran %0,85 C oranıdır.
%0.25-%1.7 C oranı demiri çelik olarak adlandırmamızı sağlar. Kesmede, delmede veya kesilememede (Hapishane parmaklığı- para kasaları) ,paslanmaya karşı başka özellikler beklenir. Bunu da çeliğe isteyerek katılan belirli oranlardaki katık elamanları sağlar (krom,nikel, vanadyum gibi).
Demir ile çelik arasındaki bariz fark içlerindeki karbon oranlarıdır.
Çok karbon miktarı çeliği iyileştirirmi?
Tam tersine. %1.7 den fazla karbon çeliği kırılgan yapar. Zaten adı da dökmedemir olarak geçer.
Dökmedemirinde üst sınırı vardır.%3.5 oranından fazla karbon dökmedemiri kömür+demir yığınına döndürür.
Sonuç olarak çelik için alt sınır %0.25 üst sınır %1.7 C oranıdır. İdeal oran %0,85 C oranıdır.
%0.25-%1.7 C oranı demiri çelik olarak adlandırmamızı sağlar. Kesmede, delmede veya kesilememede (Hapishane parmaklığı- para kasaları) ,paslanmaya karşı başka özellikler beklenir. Bunu da çeliğe isteyerek katılan belirli oranlardaki katık elamanları sağlar (krom,nikel, vanadyum gibi).
Çelikte sertleşmenin iç yüzü.
İçerisinde sertleşmesine yetecek kadar karbonu olan çelikler GSE çizgisinin üzerinde tavlanıp ani olarak soğutularak kristal kafes içerisinde karbon hapsedilmesiyle gerçekleşir.
Nitrirasyonu açıklayınız .
Çelik yüzeyine azot emdirilmesiyle yüzeyin kimyasal bileşimini değiştirerek yapılan işlemdir işlem 500-550 °C ’ta gerçekleşir. Su vermeye gerek kalmadan yüzey sertliği sağlanmış olur. Azot amonyaktan sağlanır.
Yüksek fırına atılan ve alınan maddeler nelerdir?.
Atılanlar:Kok+Kireç taşı+Demir filizi
Alınanlar: Ham demir+Baca gazı+Cüruf
Gerginlik giderme nedir?
Çeliklerin sertleşme sonrası fazla sertliğinin, gerginliğinin giderilmesi için 723 °C altında gerçekleştirilir.
İşlem iki türlü gerçekleştirilir. a) İçten meneviş b) Dıştan meneviş
İçerisinde sertleşmesine yetecek kadar karbonu olan çelikler GSE çizgisinin üzerinde tavlanıp ani olarak soğutularak kristal kafes içerisinde karbon hapsedilmesiyle gerçekleşir.
Nitrirasyonu açıklayınız .
Çelik yüzeyine azot emdirilmesiyle yüzeyin kimyasal bileşimini değiştirerek yapılan işlemdir işlem 500-550 °C ’ta gerçekleşir. Su vermeye gerek kalmadan yüzey sertliği sağlanmış olur. Azot amonyaktan sağlanır.
Yüksek fırına atılan ve alınan maddeler nelerdir?.
Atılanlar:Kok+Kireç taşı+Demir filizi
Alınanlar: Ham demir+Baca gazı+Cüruf
Gerginlik giderme nedir?
Çeliklerin sertleşme sonrası fazla sertliğinin, gerginliğinin giderilmesi için 723 °C altında gerçekleştirilir.
İşlem iki türlü gerçekleştirilir. a) İçten meneviş b) Dıştan meneviş
Demir filizinden demir;demirden çelik;çelikten mamül ürün üretimi şeması
Pig iron production in blast furnaces
KAYNAK IŞINLARINA KARŞI ALINACAK ÖNLEMLER
Kaynakçının zararlı radyasyonlardan korunması ve kaynak sırasında çıkan ışınların diğer çalışanlara yansıma yoluyla veya doğrudan ulaşmasının önlenmesi amacıyla kaynak bölgesinin etrafı ışın geçirmez pano veya perdelerle kapatılmalıdır. Panolar taşınabilir şekilde imal edilmeli, kalın kanvas(tablo) kumaşlar veya ultraviyole (UV) emici plastik malzemeler bu amaçla kullanılmalıdır. Plastik perde ve panolarda yansımanın ve göz kamaşmasının azaltılması için sarı, yeşil veya portakal renklerinin seçilmesi daha uygun olacaktır. Ancak plastik perdelerin veya panoların kullanılması durumunda perdeler ve panolar ateşten ve yangın tehlikesinden uzak tutulmalı, hava akımını engellememelidir.
Gözlerin Korunması :
Kaynak sırasında oluşan infra-red (IR)ve ultraviyole (UV) ışınlarına ek olarak kimyasallar, mekanik ve termal irritanlara karşı gözler korunmalıdır. Bu amaçla; uçan sıcak parçacıklara ve ışınlara karşı kenarları kapalı cam gözlükler, başlık tipi yüz ve göz siperliği kullanılır. Siperlikteki camların geçirgenliği oluşan ışın kalitesine bağlı olarak farklı farklıdır. Kaynak ve kesme işlemleri için kullanılacak camların cam numaraları aşağıdaki tabloda belirtilen özelliklere göre seçilmelidir.
Kaynak ışınlarının göz ve deri üzerinde çeşitli olumsuz hatta zararlı etkileri bulunmaktadır. Kaynakçıların işlerini yaparken en gereksinim duydukları organlar gözleridir ve kaynakçılar göz sağlıklarına en fazla önem vermek durumundadırlar.
Kaynak işlemi sırasında oluşan özellikle morötesi ve kızılötesi ışınları filtre eden özel camlı maskeler kullanılmalıdır. Söz konusu maskelerin camları ayrıca parlak ışınları da süzecek şekilde renklendirilmiş olmalıdır. Böylece bu özel cam gözleri korurken maskede yüz ve boyun gibi açıkta kalan deriyi zararlı morötesi ışınlardan korumaktadır. Bu konuda yapılan çalışmalar sonucu 1970'li yılların sonuna doğru ark ışığı karşısında kendiliğinden kararan özel kaynak camları geliştirilmiştir. Kendiliğinden kararan kaynak camları özellikle iki elinde kullanılması gereken kaynak işlemlerinde yoğun olarak kullanılmakta olup, kaynak ışınlarından korunmada ve ürün kalitesinin iyileştirilmesinde büyük yararlar sağlamaktadır.
Kaynaklı imalat atölyelerinde çalışanlar için bir diğer tehlike de kendileri kaynak yapmaz iken yanında çalışan kaynakçıdan gelen direkt veya endirekt (parlak bir yüzeyden yansıyan) kaynak ışınlarıdır. Bu ışınlar da aynı şekilde tehlikelidir ve perde veya bölmelerle ya da olası ise kaynak işlemleri işyerinin ayrı bir bölümünde yapılarak diğer çalışanların bu ışınlardan etkilenmesi önlenmelidir.
Yüzün Korunması :
Kaynaklı imalat atölyelerinde çalışanların yüzleri IR ve UV ışınlarının yakıcı etkisi ile, kaynak sonucunda oluşan sıcak çapak, radyant ısı, kimyasal ve fiziksel tehlikelere karşı korunmalıdır. Bu amaçla yüzü tamamen kaplayan, hafif ve görmeyi engellemeyen el veya baş siperlikleri kullanılır. Yüz ve gözleri aynı anda koruyabilmek üzere gözlük ve siperlik birlikte kullanılabilir. Siperlik malzemesi olarak plastik, fiber ve cam gibi malzemeler kullanılabilir.
Kapalı Alanlarda Yapılan Kaynak İşlemlerinde Alınacak Önlemler :
Kaynaklı imalat atölyelerinde sıklıkla karşılaşılan önemli kazalara ve sağlık sorunlarına neden olan bir diğer risk grubu ise kapalı, dar ve kazan, tank gibi iletken alanlarda yapılan kaynak çalışmalarıdır. Bu tür yerlerde yapılan kaynak işlemlerinde genel önlemlere ek olarak özel güvenlik önlemlerinin alınması büyük önem taşımaktadır.
Kapalı ve dar alanlarda çalışma yapılması için aşağıdaki güvenlik önlemleri alınmalı ve bunların sağlanmasından sonra çalışma onayı verilmelidir.
Bütün kapaklar açık tutulmalı ve kapanmaması için önlem alınmalıdır.
Kapalı alana sağlanan gaz, basınçlı hava, enerji ve benzeri sistemler anında kesilebilecek şekilde bulunmalıdır.
Ark ışımasına veya ısıya maruz kaldığında fiziksel olarak zarar verebilecek veya sağlık sorunlarına neden olabilecek malzemeler kaldırılmalı veya koruma altına alınmalıdır.
İçerdeki hava, oksijenin yetip yetmeyeceğini anlamak bakımından düzenli olarak test edilmelidir. İçerdeki hava zehirleyici, yanıcı veya tepkimeye girici olmamalıdır.
Tüm havalandırma deliklerinin tıkalı olmadığından ve vanaların sızdırma yapmadığından emin olunmalıdır.
Kaynak, kesme, ısıtma işlemleri sırasında ihtiyaç duyulmayan tüm sistemler durdurulmalıdır.
Herhangi bir ekipmanın hatalı çalışma riskine karşı acil durum planı hazırlanmalıdır. Örneğin içerde çalışan kaynakçı emniyet ipi ve emniyet kemeri takmalıdır. Bir ekipman hatası olduğunda bu kaynakçılar dışarıda çalışan arkadaşları tarafından hemen dışarı çıkarılabilmelidir.
Sürekli olarak havalandırma sağlanmalı, ortamdaki gaz ve duman seviyesi izlenerek kontrol edilmeli
İlgili kurullara ve yasalara uygun, onaylanmış maske ve solunum cihazları kullanılmalı
Mevcut ekipmanın çıkışı engellemesine ve muhtemel yardım girişlerini kapatmasına izin verilmemeli
Kullanılması gereken ekipman da mümkün olduğunca kapalı alan dışında tesis edilmeli
Yardım ve müdahale için yeterli donanıma sahip bir kişinin gözetimi olmaksızın kapalı ve dar alanlara girilmemelidir.
Kaynakçının zararlı radyasyonlardan korunması ve kaynak sırasında çıkan ışınların diğer çalışanlara yansıma yoluyla veya doğrudan ulaşmasının önlenmesi amacıyla kaynak bölgesinin etrafı ışın geçirmez pano veya perdelerle kapatılmalıdır. Panolar taşınabilir şekilde imal edilmeli, kalın kanvas(tablo) kumaşlar veya ultraviyole (UV) emici plastik malzemeler bu amaçla kullanılmalıdır. Plastik perde ve panolarda yansımanın ve göz kamaşmasının azaltılması için sarı, yeşil veya portakal renklerinin seçilmesi daha uygun olacaktır. Ancak plastik perdelerin veya panoların kullanılması durumunda perdeler ve panolar ateşten ve yangın tehlikesinden uzak tutulmalı, hava akımını engellememelidir.
Gözlerin Korunması :
Kaynak sırasında oluşan infra-red (IR)ve ultraviyole (UV) ışınlarına ek olarak kimyasallar, mekanik ve termal irritanlara karşı gözler korunmalıdır. Bu amaçla; uçan sıcak parçacıklara ve ışınlara karşı kenarları kapalı cam gözlükler, başlık tipi yüz ve göz siperliği kullanılır. Siperlikteki camların geçirgenliği oluşan ışın kalitesine bağlı olarak farklı farklıdır. Kaynak ve kesme işlemleri için kullanılacak camların cam numaraları aşağıdaki tabloda belirtilen özelliklere göre seçilmelidir.
Kaynak ışınlarının göz ve deri üzerinde çeşitli olumsuz hatta zararlı etkileri bulunmaktadır. Kaynakçıların işlerini yaparken en gereksinim duydukları organlar gözleridir ve kaynakçılar göz sağlıklarına en fazla önem vermek durumundadırlar.
Kaynak işlemi sırasında oluşan özellikle morötesi ve kızılötesi ışınları filtre eden özel camlı maskeler kullanılmalıdır. Söz konusu maskelerin camları ayrıca parlak ışınları da süzecek şekilde renklendirilmiş olmalıdır. Böylece bu özel cam gözleri korurken maskede yüz ve boyun gibi açıkta kalan deriyi zararlı morötesi ışınlardan korumaktadır. Bu konuda yapılan çalışmalar sonucu 1970'li yılların sonuna doğru ark ışığı karşısında kendiliğinden kararan özel kaynak camları geliştirilmiştir. Kendiliğinden kararan kaynak camları özellikle iki elinde kullanılması gereken kaynak işlemlerinde yoğun olarak kullanılmakta olup, kaynak ışınlarından korunmada ve ürün kalitesinin iyileştirilmesinde büyük yararlar sağlamaktadır.
Kaynaklı imalat atölyelerinde çalışanlar için bir diğer tehlike de kendileri kaynak yapmaz iken yanında çalışan kaynakçıdan gelen direkt veya endirekt (parlak bir yüzeyden yansıyan) kaynak ışınlarıdır. Bu ışınlar da aynı şekilde tehlikelidir ve perde veya bölmelerle ya da olası ise kaynak işlemleri işyerinin ayrı bir bölümünde yapılarak diğer çalışanların bu ışınlardan etkilenmesi önlenmelidir.
Yüzün Korunması :
Kaynaklı imalat atölyelerinde çalışanların yüzleri IR ve UV ışınlarının yakıcı etkisi ile, kaynak sonucunda oluşan sıcak çapak, radyant ısı, kimyasal ve fiziksel tehlikelere karşı korunmalıdır. Bu amaçla yüzü tamamen kaplayan, hafif ve görmeyi engellemeyen el veya baş siperlikleri kullanılır. Yüz ve gözleri aynı anda koruyabilmek üzere gözlük ve siperlik birlikte kullanılabilir. Siperlik malzemesi olarak plastik, fiber ve cam gibi malzemeler kullanılabilir.
Kapalı Alanlarda Yapılan Kaynak İşlemlerinde Alınacak Önlemler :
Kaynaklı imalat atölyelerinde sıklıkla karşılaşılan önemli kazalara ve sağlık sorunlarına neden olan bir diğer risk grubu ise kapalı, dar ve kazan, tank gibi iletken alanlarda yapılan kaynak çalışmalarıdır. Bu tür yerlerde yapılan kaynak işlemlerinde genel önlemlere ek olarak özel güvenlik önlemlerinin alınması büyük önem taşımaktadır.
Kapalı ve dar alanlarda çalışma yapılması için aşağıdaki güvenlik önlemleri alınmalı ve bunların sağlanmasından sonra çalışma onayı verilmelidir.
Bütün kapaklar açık tutulmalı ve kapanmaması için önlem alınmalıdır.
Kapalı alana sağlanan gaz, basınçlı hava, enerji ve benzeri sistemler anında kesilebilecek şekilde bulunmalıdır.
Ark ışımasına veya ısıya maruz kaldığında fiziksel olarak zarar verebilecek veya sağlık sorunlarına neden olabilecek malzemeler kaldırılmalı veya koruma altına alınmalıdır.
İçerdeki hava, oksijenin yetip yetmeyeceğini anlamak bakımından düzenli olarak test edilmelidir. İçerdeki hava zehirleyici, yanıcı veya tepkimeye girici olmamalıdır.
Tüm havalandırma deliklerinin tıkalı olmadığından ve vanaların sızdırma yapmadığından emin olunmalıdır.
Kaynak, kesme, ısıtma işlemleri sırasında ihtiyaç duyulmayan tüm sistemler durdurulmalıdır.
Herhangi bir ekipmanın hatalı çalışma riskine karşı acil durum planı hazırlanmalıdır. Örneğin içerde çalışan kaynakçı emniyet ipi ve emniyet kemeri takmalıdır. Bir ekipman hatası olduğunda bu kaynakçılar dışarıda çalışan arkadaşları tarafından hemen dışarı çıkarılabilmelidir.
Sürekli olarak havalandırma sağlanmalı, ortamdaki gaz ve duman seviyesi izlenerek kontrol edilmeli
İlgili kurullara ve yasalara uygun, onaylanmış maske ve solunum cihazları kullanılmalı
Mevcut ekipmanın çıkışı engellemesine ve muhtemel yardım girişlerini kapatmasına izin verilmemeli
Kullanılması gereken ekipman da mümkün olduğunca kapalı alan dışında tesis edilmeli
Yardım ve müdahale için yeterli donanıma sahip bir kişinin gözetimi olmaksızın kapalı ve dar alanlara girilmemelidir.
Plastiklerin sınıflandırılması
a) Termoplastikler
b) Termoset (Termosetting) plastikler
a) Termoplastikler
1) Akrilikler
2) Selülozikler
3) Selüloz asetat
4) Selüloz asetat buturat
5) Etil selüloz
6) Flora karbonlar
7) Teflon
8) Tabii reçineler
9) Naylon
10) Polietilenler
11) Polisitren
12) Poliviniller
13) Polivinil asetat
14) Polivinil klorid
15) Asetat klorid vinil kopolmer
16) Polivinil butural
17) Vinilidin klorid
18) Proteinler
b) Termoset (Termosetting) plastikl.
1- Alkidler
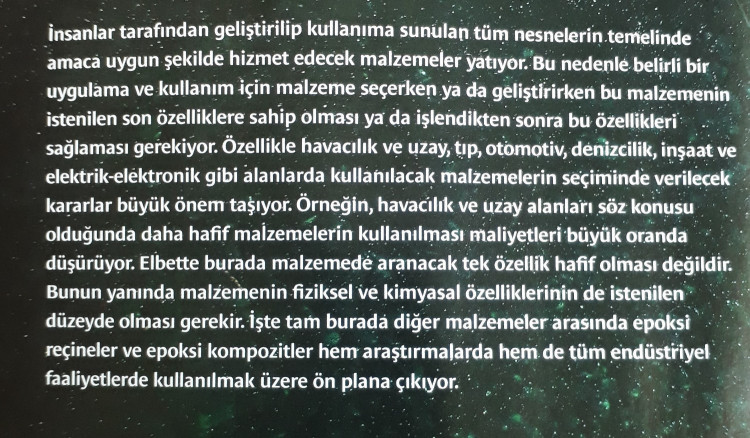
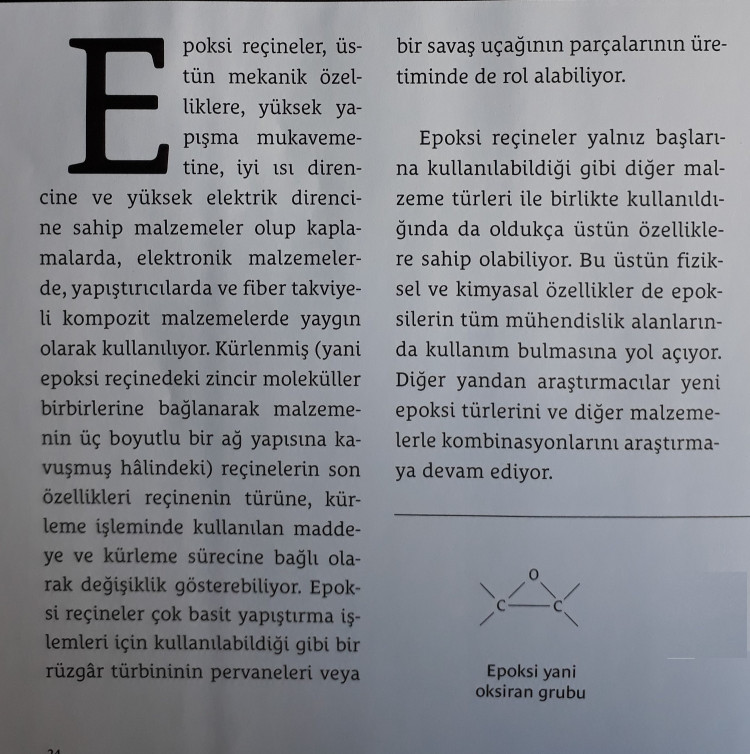
2- Epoksitler
3- Furan
4- İnorganik plastikler
5- Melamin
6- Fenolikler
7- Poliyesterler
8- Silikonlar
Kullanım alanları
Plastiklerin kullanım alanının sınırları günümüzde kumaştan endüstriye ve gıda maddelerine kadar her gün yaygınlaşmaktadır. Çevremize baktığımızda bunu kolayca görebiliriz.
a) Termoplastikler
b) Termoset (Termosetting) plastikler
a) Termoplastikler
1) Akrilikler
2) Selülozikler
3) Selüloz asetat
4) Selüloz asetat buturat
5) Etil selüloz
6) Flora karbonlar
7) Teflon
8) Tabii reçineler
9) Naylon
10) Polietilenler
11) Polisitren
12) Poliviniller
13) Polivinil asetat
14) Polivinil klorid
15) Asetat klorid vinil kopolmer
16) Polivinil butural
17) Vinilidin klorid
18) Proteinler
b) Termoset (Termosetting) plastikl.
1- Alkidler
2- Epoksitler
3- Furan
4- İnorganik plastikler
5- Melamin
6- Fenolikler
7- Poliyesterler
8- Silikonlar
Kullanım alanları
Plastiklerin kullanım alanının sınırları günümüzde kumaştan endüstriye ve gıda maddelerine kadar her gün yaygınlaşmaktadır. Çevremize baktığımızda bunu kolayca görebiliriz.
DEMİR-SEMENTİT DENGE DİYAGRAMI-
IRON-SEMENTITE BALANCE DIAGRAM
IRON-SEMENTITE BALANCE DIAGRAM
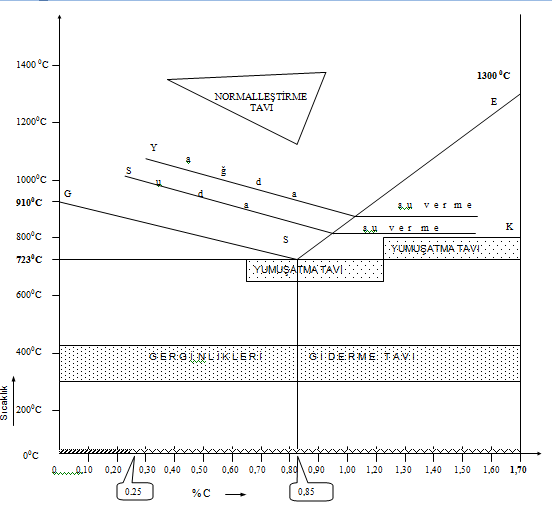
Demir-sementit denge diyagramı ne işe yarar?
Bu diyagramın bilinmesi çeliklerle ilgili işlemlerin ipuçlarının bilinmesi anlamı taşır.
Çeliklerin karbon oranına göre sıcaklıkla ilgili davranışlaının gösterildiği diyagramdır. Bu diyagramdan karbon oranı değiştikçe çeliğin hangi sıcaklıkta hangi ortamda sertleşebileceğinden;gerginlik gidermenin;yumuşatmanın doku tamiri dediğimiz işlemlerin hangi sıcaklık değerlerinde yapılabileceği bilgisini bize kısa yoldan verir. Yukarıda çok ayrıntılı olmasa da bu diyagram yer alıyor.
Bu diyagramın bilinmesi çeliklerle ilgili işlemlerin ipuçlarının bilinmesi anlamı taşır.
Çeliklerin karbon oranına göre sıcaklıkla ilgili davranışlaının gösterildiği diyagramdır. Bu diyagramdan karbon oranı değiştikçe çeliğin hangi sıcaklıkta hangi ortamda sertleşebileceğinden;gerginlik gidermenin;yumuşatmanın doku tamiri dediğimiz işlemlerin hangi sıcaklık değerlerinde yapılabileceği bilgisini bize kısa yoldan verir. Yukarıda çok ayrıntılı olmasa da bu diyagram yer alıyor.
ÇELİK ÇATI-#steel roof
ADDED ELEMENTS OF STAINLESS STEEL
ALUMINUM, DEFINITION, PROPERTIES, FILIALS, PRODUCTION AND USAGE AREAS
What is the difference between steel and iron?
The inner face of steel hardening.
MALZEME BİLGİSİ VE KAYNAK İLE İLGİLİ BİLGİLER SAYFANIN EN ALTINDA YER ALIYOR.

"Bilim ve Teknik" DERGİSİNİN NİSAN 2018 TARİH VE 605.SAYISINDA YER ALAN YAZI.
INFORMATION ON MATERIALS INFORMATION AND RESOURCE IS PLACED BELOW
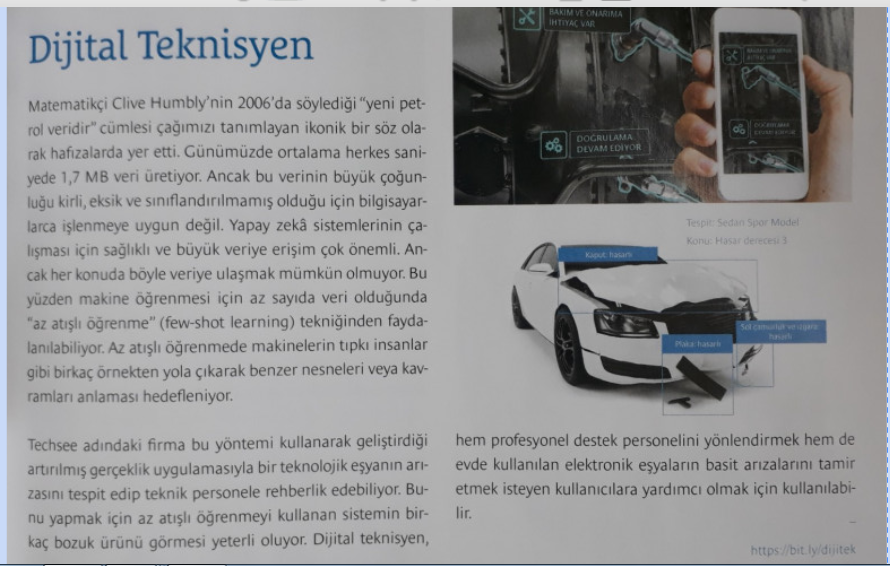
ARTIK 7075 ALÜMİNYUM ALAŞIMA KAYNAK YAPILABİLİYOR.
1940’larda geliştirilen AA7075 alüminyum alaşımı, çelik kadar güçlü olmasına rağmeng, ağırlık olarak çeliğin 1/3’ü kadar ağırlığa sahip. Fakat bu alaşıma güvenli olarak kaynak yapılamadığından kullanım alanı sınırlıydı. İşte geçtiğimiz günlerde titanyum karbit nano parçacıklar kullanılarak bu problem sonunda çözüldü. 7075 alaşımındaki şöyle bir problem vardı; metal ısındığında alüminyum, çinko, magnezyum ve bakır bileşimi homojen olmayan bir şekilde eriyordu. Bu fenomen faz ayrılması olarak biliniyor ve kaynakta boydan boya çatlak oluşmasına neden oluyor. “Nano parçacıklar sıvı metal içindeki elementlerin daha homojen durmasını sağlayarak faz ayrılmasını önlüyor. Normalde faz ayrılması soğuma aşamasında sıvı metalin akışını bloke ediyor, bu nedenle küçülmeler ve çatlaklar oluşarak kaynakta boşluk kalıyor. İşte bu nedenden dolayı nano parçacıklar ilavesiyle daha homojen bir kaynak sağlanıyor ve kaynak yapılırken sıvı metal daha iyi akıyor ve çatlak olmadığından ayrılma gerçekleşmiyor,” diyor Prof.Li. Kaynak birleşim yerlerinde dayanım kuvveti 392 megapaskal gelirken, 6061 alüminyum alaşımı için bu değer 186 megapaskaldır. Ayrıca kaynak sonrasında ısıl işlemler uygulanırsa, dayanımın 551 megapaskala ulaşabileceği belirtiliyor. Bu alaşım şimdiden uçak kanadı ve gövdesinde perçinlenerek kullanılıyor. Fakat bu yeni kaynak metoduyla uygulama alanı gelişebilir. Böylece bu çok dayanıklı alüminyum alaşımı arabalar, bisikletler vb. pek çok alanda kullanılabilir. Ayrıca hafif olduğundan enerji verimliliği de artacaktır. Li ve ekibi aslında 7075 gidon üretmeye çalışan bir bisiklet üreticisiyle çalışıyordu. Araştırma Nature Communications dergisinde yayınlandıhttps://www.gercekbilim.com/aa-7075-aluminyum-kaynak-mumkun/ .
1940’larda geliştirilen AA7075 alüminyum alaşımı, çelik kadar güçlü olmasına rağmeng, ağırlık olarak çeliğin 1/3’ü kadar ağırlığa sahip. Fakat bu alaşıma güvenli olarak kaynak yapılamadığından kullanım alanı sınırlıydı. İşte geçtiğimiz günlerde titanyum karbit nano parçacıklar kullanılarak bu problem sonunda çözüldü. 7075 alaşımındaki şöyle bir problem vardı; metal ısındığında alüminyum, çinko, magnezyum ve bakır bileşimi homojen olmayan bir şekilde eriyordu. Bu fenomen faz ayrılması olarak biliniyor ve kaynakta boydan boya çatlak oluşmasına neden oluyor. “Nano parçacıklar sıvı metal içindeki elementlerin daha homojen durmasını sağlayarak faz ayrılmasını önlüyor. Normalde faz ayrılması soğuma aşamasında sıvı metalin akışını bloke ediyor, bu nedenle küçülmeler ve çatlaklar oluşarak kaynakta boşluk kalıyor. İşte bu nedenden dolayı nano parçacıklar ilavesiyle daha homojen bir kaynak sağlanıyor ve kaynak yapılırken sıvı metal daha iyi akıyor ve çatlak olmadığından ayrılma gerçekleşmiyor,” diyor Prof.Li. Kaynak birleşim yerlerinde dayanım kuvveti 392 megapaskal gelirken, 6061 alüminyum alaşımı için bu değer 186 megapaskaldır. Ayrıca kaynak sonrasında ısıl işlemler uygulanırsa, dayanımın 551 megapaskala ulaşabileceği belirtiliyor. Bu alaşım şimdiden uçak kanadı ve gövdesinde perçinlenerek kullanılıyor. Fakat bu yeni kaynak metoduyla uygulama alanı gelişebilir. Böylece bu çok dayanıklı alüminyum alaşımı arabalar, bisikletler vb. pek çok alanda kullanılabilir. Ayrıca hafif olduğundan enerji verimliliği de artacaktır. Li ve ekibi aslında 7075 gidon üretmeye çalışan bir bisiklet üreticisiyle çalışıyordu. Araştırma Nature Communications dergisinde yayınlandıhttps://www.gercekbilim.com/aa-7075-aluminyum-kaynak-mumkun/ .

 Dünyanın cıvatasını sıkıyor
Dünyanın cıvatasını sıkıyorElif Ergu Hürriyet Gazetesi
Norm Holding son 10 yılda üretimini 4 kat arttırarak Türkiye’nin en hızlı üretim artışı ve büyümeyi sağlayan ilk 10 şirketi arasına girdi. Porsche’dan Tesla’ya dünyanın önde gelen otomotiv şirketlerine üretim yapan Norm Holding, Avrupa ülkeleri ve Çin dahil olmak üzere 50 ülkeye ihracat yapıyor.
Nedim Uysal tarafından kurulan, ilk cıvatasını 1973 yılında üreten Norm Civata, ailenin ikinci kuşak temsilcisi Fatih Uysal’la dünyaya açıldı. 2013 yılından bu yana şirketin yönetiminde olan Fatih Uysal, 9 üretim tesisi ve 5 pazarlama şirketini çatısı altında bulunduran Norm Holding’i Türkiye’nin en hızlı büyüyen şirketlerinden biri yaptı. Dünyanın önde gelen otomotiv şirketlerine üretim yaparak Türkiye’nin gururu şirketlerden olan Norm Holding, 50 ülkeye ihracat yapan bir dev. Bu başarı öyküsünü çok nadir paylaşan bir yapıya sahip Uysal ailesi. 2023 yılına daha büyük hedeflerle yürüyen Norm Holding’i Fatih Uysal ile konuştuk.
GAZOZ SATARDIM
- Babam Nedim Uysal’ın açtığı yolda ilerledim. İşleri büyütürken çocukluğumdan bu yana pazarlamanın içinde olmamın katkısı büyük oldu. İşimizi geliştirirken neye ihtiyaç var onu gördük ve biz tam entegre bir yapı kurduk. Hammaddenin girişinden ısıl işlemlere ve ilave uygulamalara kadar her şeyi kendi bünyemizde yapıyoruz. Rakiplerimiz de yurtdışında. 2004’te Ford’ın Q1 belgesini aldık. İşi almak istedik Türkiye Ford’tan ama alamadık. İspanya Ford’a gittik, oradan iş aldık. Biz önce şirketlerden iş almak için onların Avrupa’daki merkezlerine gittik.
İlk iş deneyimini ne zaman, kaç yaşında yaşadınız?
- İlkokul yıllarında başladım çalışmaya. O zamanlar babamın Salihli’de kiremit-tuğla fabrikası vardı. Okullar tatile girer girmez soluğu babamın yanında alırdım. Ortaokula gittiğim senelerde fabrika içinde çalışanlara gazoz, bisküvi, çikolata satmama fırsat tanıyan bir kafe bile işlettim. Bu tamamen benim ticarete alışmam içindi. Bundan önce de ilkokul hayatımda inşaat malzemesi dükkanı vardı. Orada da yazları sabah erkenden işe giderdim. Çay- kahve siparişi, dükkan temizliği, kül tablalarının temizliği benim görevimdi. Babam o yaşlardan itibaren beni iş hayatına ısındırdı. Siz üniversiteyi bitirir bitirmez aile şirketinize mi girdiniz?
Şirket kuruluşu 1973 yılından bu yana nereden nereye geldi?
- Norm Cıvata, 1973 yılında, İzmir Bornova’da çift vuruşlu bir set makine ile cıvata üretimine başladı. 1994 yılında, şu an faaliyette olan İzmir Atatürk Organize Sanayi Bölgesi’ndeki yeni ve modern tesis kuruldu. Civata üretimiyle başlayan bu yolculuk pek çok şirketin katılmasıyla devam ederek, zaman içinde büyük bir gruba 2017 yılında da Holding’e dönüştü.
- İhracat sürecinin başlangıcı bizim için milattır. Orijinal ekipman üreticilerinin tedarikçisi olmak konusu da bizi oldukça geliştirdi. Otomotiv sanayiinde üreticiler ile çalışabilmek için bazı İSO belgeleri almak zorundasınız, bunları hep bizleri geliştirecek fırsatlar olarak gördük. Ünlü otomotiv firmaları referansımız oldu. Artık Norm dünyanın önde gelen elektrikli otomotiv üreticisinin tedarikçisi konumunda.
CIVATADA LİDER
- 1994 yılında Almanya’ya yaptık. Otomotiv ihracatımızı 1996 yılında Tofaş’a yaptık. O günden bugüne hedeflerle yönetim ve üretim ile dünyanın önde gelen firmaları ile çalışıyoruz. Norm Holding, Ford, Volkswagen Group, AUDI, Porsche, Jaguar, Land Rover, Fiat, Renault, Mercedes Benz Türk, Daimler Kamyon, MAN, Toyota, BMC, Türk Traktör, İsveç’ de Volvo ve Scania, PSA ve Tesla ile çalışıyor.Almanya, Fransa, İngiltere, Belçika, Hollanda, Polonya, İtalya, Brezilya, Meksika, Rusya ve Çin başta olmak üzere 50 ülkeye ürünlerimizi ihraç ediyoruz.
Fatih Aksoy kimdir?
Manisa Salihli’de 1962’de doğan Fatih Aksoy, İzmir Özel Türk Koleji’nden mezun oldu. 9 Eylül Üniversitesi İşletme Bölümü’nde okuyan Aksoy, aile şirketlerinde çalışmaya başladı. Norm Holding Yönetim Kurulu Başkanı olan Aksoy, TÜSİAD, TAYSAD; EGİAD ve BESİAD üyesi.
Norm Holding son 10 yılda üretimini 4 kat arttırarak Türkiye’nin en hızlı üretim artışı ve büyümeyi sağlayan ilk 10 şirketi arasına girdi. Porsche’dan Tesla’ya dünyanın önde gelen otomotiv şirketlerine üretim yapan Norm Holding, Avrupa ülkeleri ve Çin dahil olmak üzere 50 ülkeye ihracat yapıyor.
Nedim Uysal tarafından kurulan, ilk cıvatasını 1973 yılında üreten Norm Civata, ailenin ikinci kuşak temsilcisi Fatih Uysal’la dünyaya açıldı. 2013 yılından bu yana şirketin yönetiminde olan Fatih Uysal, 9 üretim tesisi ve 5 pazarlama şirketini çatısı altında bulunduran Norm Holding’i Türkiye’nin en hızlı büyüyen şirketlerinden biri yaptı. Dünyanın önde gelen otomotiv şirketlerine üretim yaparak Türkiye’nin gururu şirketlerden olan Norm Holding, 50 ülkeye ihracat yapan bir dev. Bu başarı öyküsünü çok nadir paylaşan bir yapıya sahip Uysal ailesi. 2023 yılına daha büyük hedeflerle yürüyen Norm Holding’i Fatih Uysal ile konuştuk.
GAZOZ SATARDIM
- Babam Nedim Uysal’ın açtığı yolda ilerledim. İşleri büyütürken çocukluğumdan bu yana pazarlamanın içinde olmamın katkısı büyük oldu. İşimizi geliştirirken neye ihtiyaç var onu gördük ve biz tam entegre bir yapı kurduk. Hammaddenin girişinden ısıl işlemlere ve ilave uygulamalara kadar her şeyi kendi bünyemizde yapıyoruz. Rakiplerimiz de yurtdışında. 2004’te Ford’ın Q1 belgesini aldık. İşi almak istedik Türkiye Ford’tan ama alamadık. İspanya Ford’a gittik, oradan iş aldık. Biz önce şirketlerden iş almak için onların Avrupa’daki merkezlerine gittik.
İlk iş deneyimini ne zaman, kaç yaşında yaşadınız?
- İlkokul yıllarında başladım çalışmaya. O zamanlar babamın Salihli’de kiremit-tuğla fabrikası vardı. Okullar tatile girer girmez soluğu babamın yanında alırdım. Ortaokula gittiğim senelerde fabrika içinde çalışanlara gazoz, bisküvi, çikolata satmama fırsat tanıyan bir kafe bile işlettim. Bu tamamen benim ticarete alışmam içindi. Bundan önce de ilkokul hayatımda inşaat malzemesi dükkanı vardı. Orada da yazları sabah erkenden işe giderdim. Çay- kahve siparişi, dükkan temizliği, kül tablalarının temizliği benim görevimdi. Babam o yaşlardan itibaren beni iş hayatına ısındırdı. Siz üniversiteyi bitirir bitirmez aile şirketinize mi girdiniz?
Şirket kuruluşu 1973 yılından bu yana nereden nereye geldi?
- Norm Cıvata, 1973 yılında, İzmir Bornova’da çift vuruşlu bir set makine ile cıvata üretimine başladı. 1994 yılında, şu an faaliyette olan İzmir Atatürk Organize Sanayi Bölgesi’ndeki yeni ve modern tesis kuruldu. Civata üretimiyle başlayan bu yolculuk pek çok şirketin katılmasıyla devam ederek, zaman içinde büyük bir gruba 2017 yılında da Holding’e dönüştü.
- İhracat sürecinin başlangıcı bizim için milattır. Orijinal ekipman üreticilerinin tedarikçisi olmak konusu da bizi oldukça geliştirdi. Otomotiv sanayiinde üreticiler ile çalışabilmek için bazı İSO belgeleri almak zorundasınız, bunları hep bizleri geliştirecek fırsatlar olarak gördük. Ünlü otomotiv firmaları referansımız oldu. Artık Norm dünyanın önde gelen elektrikli otomotiv üreticisinin tedarikçisi konumunda.
CIVATADA LİDER
- 1994 yılında Almanya’ya yaptık. Otomotiv ihracatımızı 1996 yılında Tofaş’a yaptık. O günden bugüne hedeflerle yönetim ve üretim ile dünyanın önde gelen firmaları ile çalışıyoruz. Norm Holding, Ford, Volkswagen Group, AUDI, Porsche, Jaguar, Land Rover, Fiat, Renault, Mercedes Benz Türk, Daimler Kamyon, MAN, Toyota, BMC, Türk Traktör, İsveç’ de Volvo ve Scania, PSA ve Tesla ile çalışıyor.Almanya, Fransa, İngiltere, Belçika, Hollanda, Polonya, İtalya, Brezilya, Meksika, Rusya ve Çin başta olmak üzere 50 ülkeye ürünlerimizi ihraç ediyoruz.
Fatih Aksoy kimdir?
Manisa Salihli’de 1962’de doğan Fatih Aksoy, İzmir Özel Türk Koleji’nden mezun oldu. 9 Eylül Üniversitesi İşletme Bölümü’nde okuyan Aksoy, aile şirketlerinde çalışmaya başladı. Norm Holding Yönetim Kurulu Başkanı olan Aksoy, TÜSİAD, TAYSAD; EGİAD ve BESİAD üyesi.

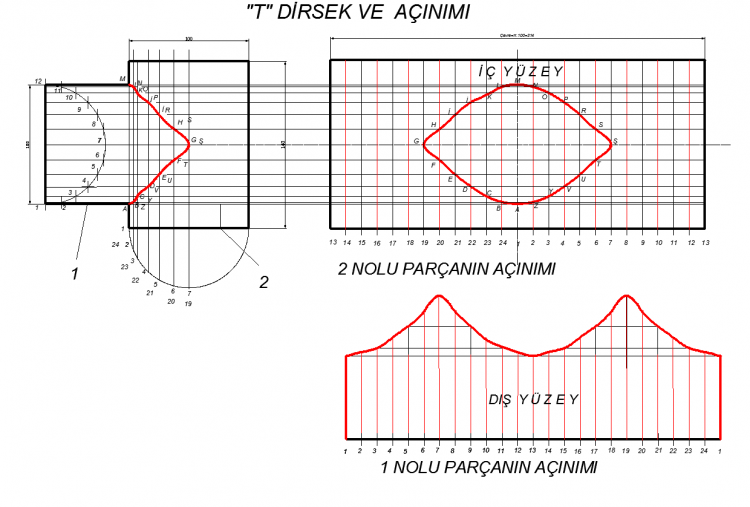
t elbow and unfolding
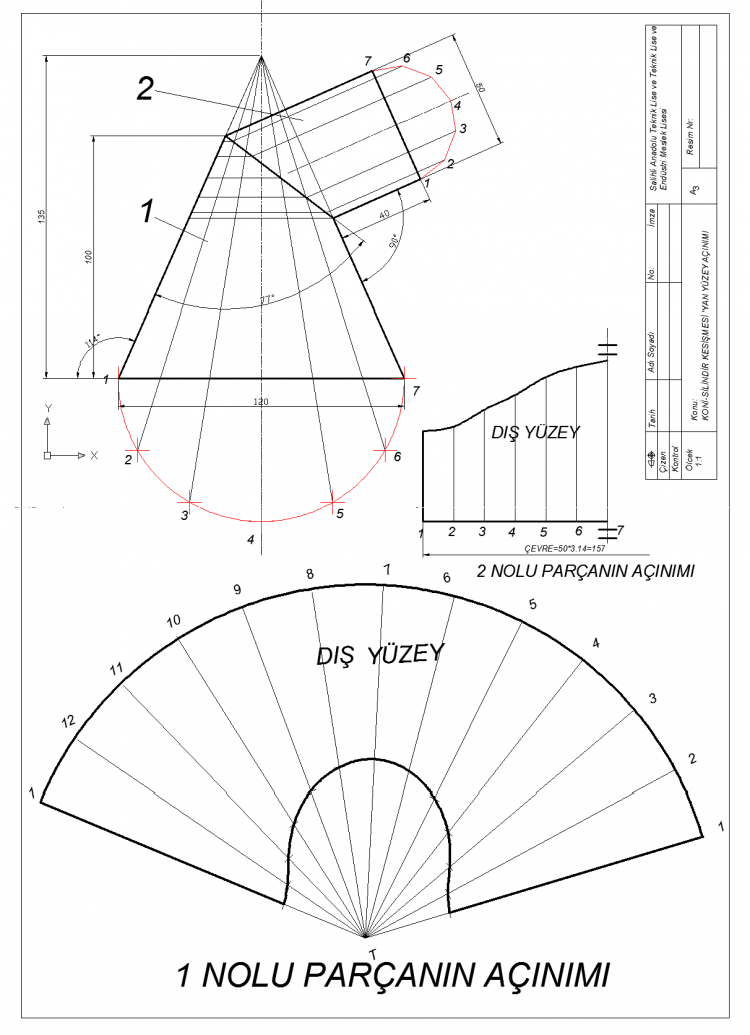
cone cylinder combination

INFORMATION ABOUT MATERIAL INFORMATION AND SOURCE IS AT THE LOWER OF THE PAGE.
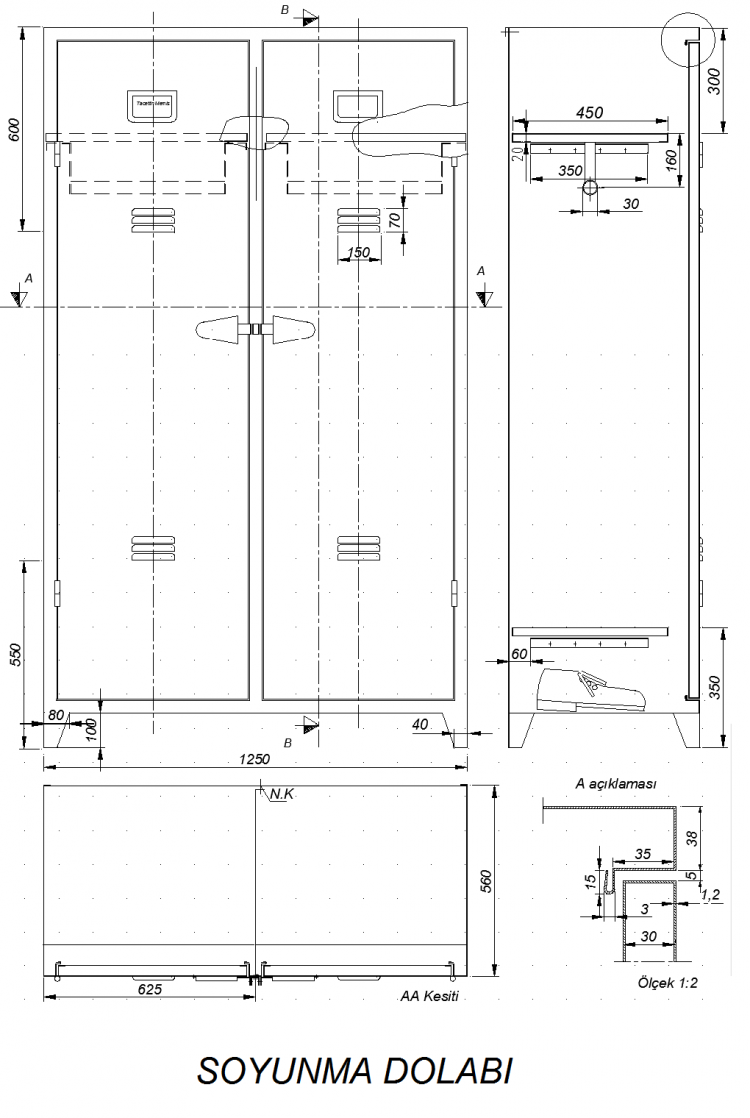
SOYUNMA DOLABI
locker cabinet
A
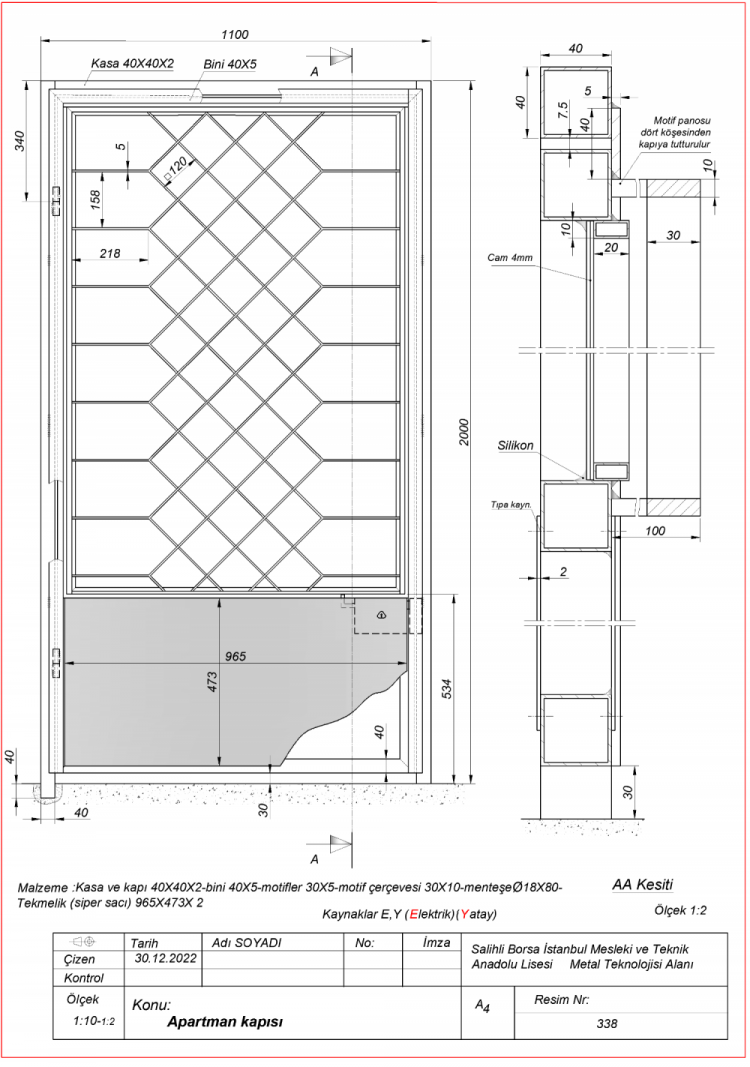
apartment door
apartment door
workplace locker
two-pane single casement window
Balcony railing
T elbow and unfolding
Meslek teknolojisi,malzeme konuları ve meslek resim için;sağdaki linki tıklayınız.
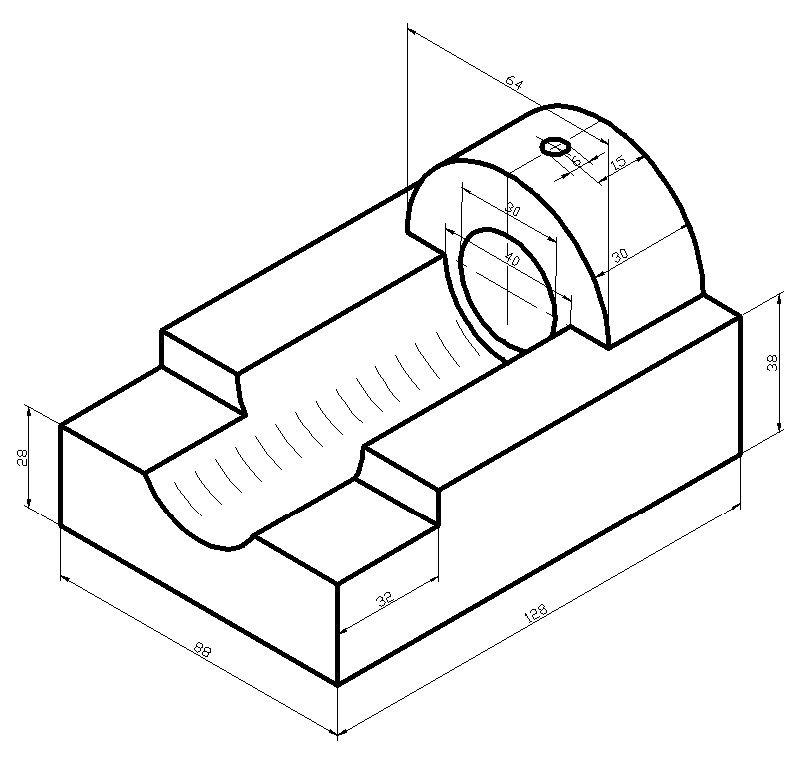
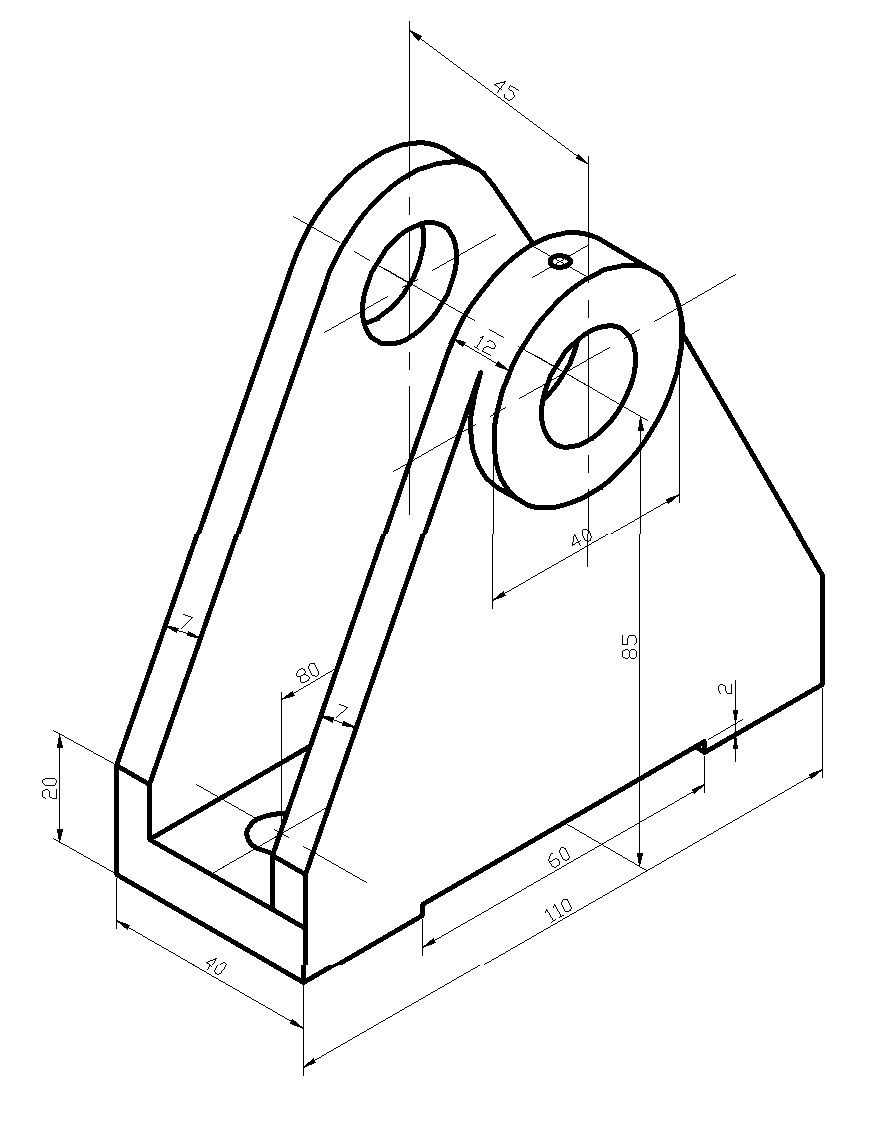
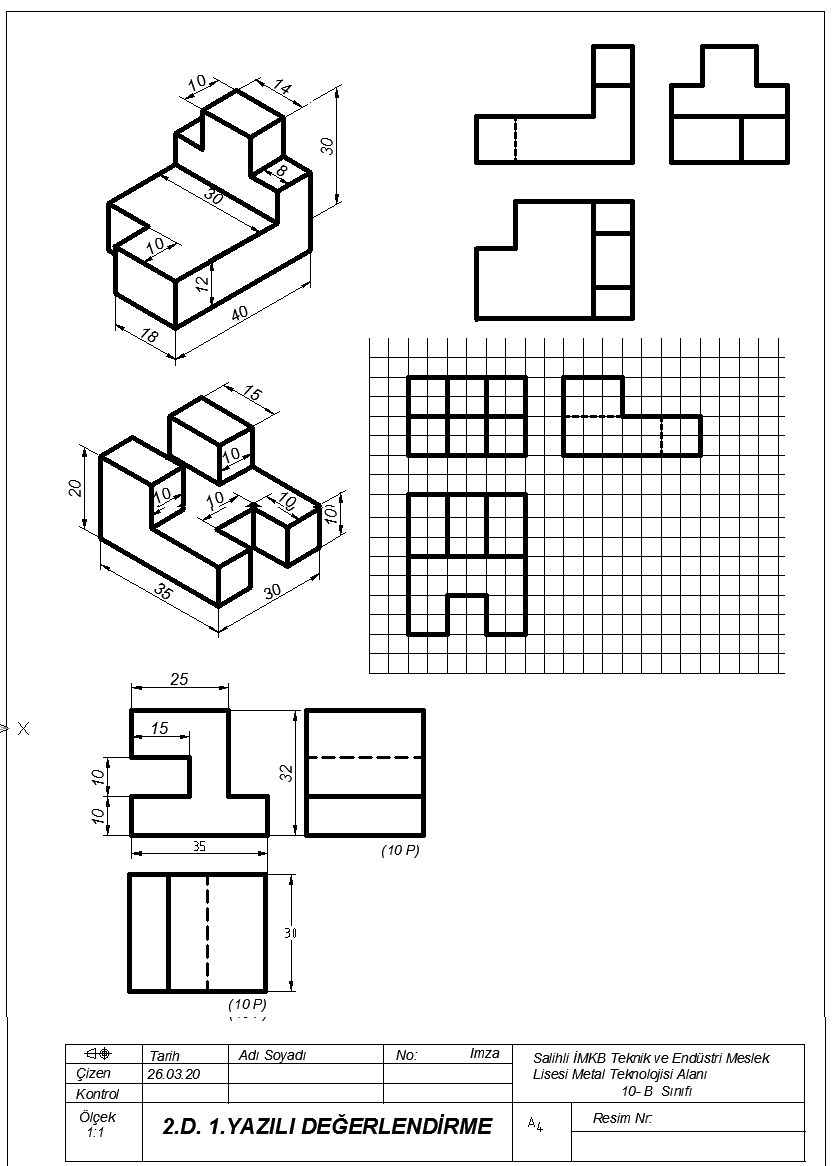
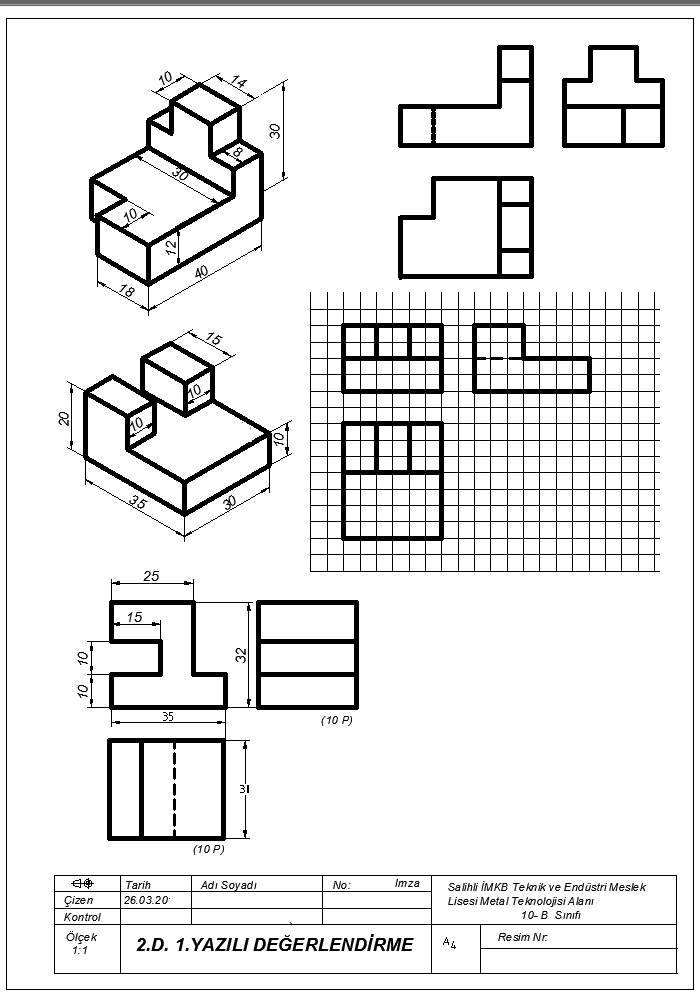
TEKNİK RESİM ÇİZİMLERİ SAYFANIN ORTALARINDA YER ALIYOR.

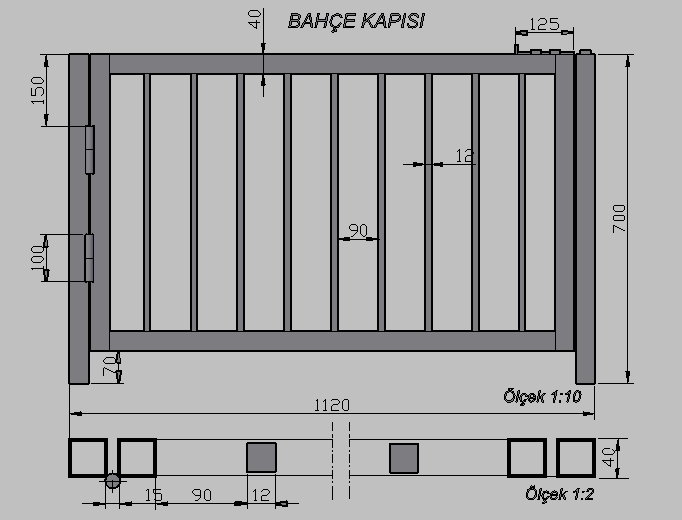
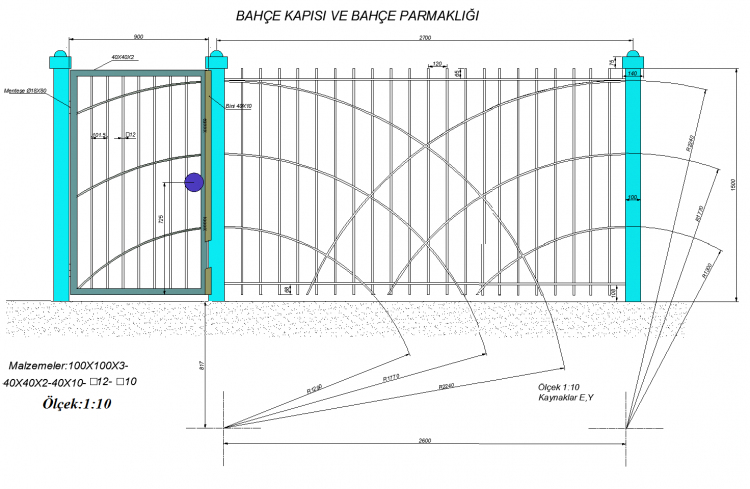
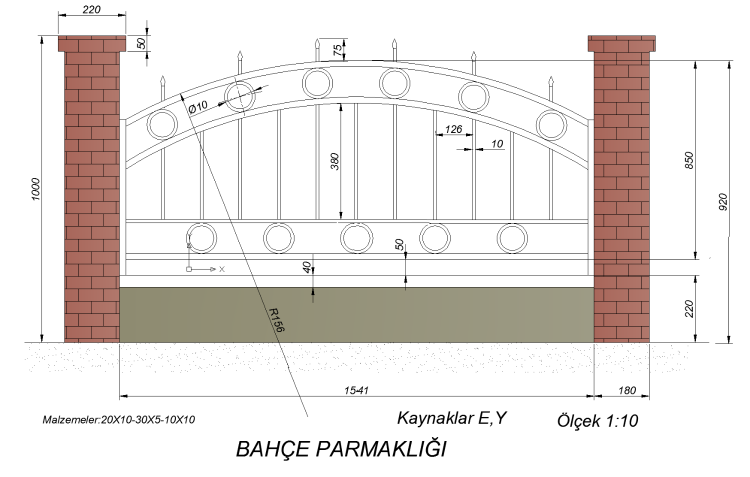
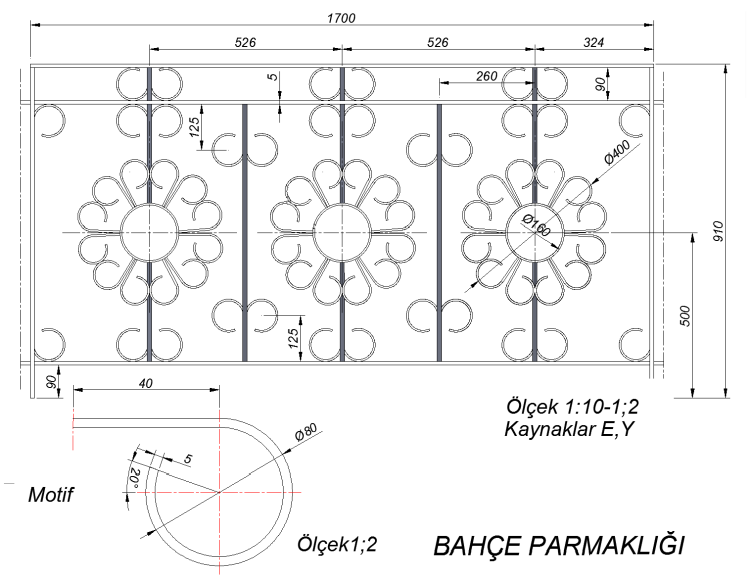
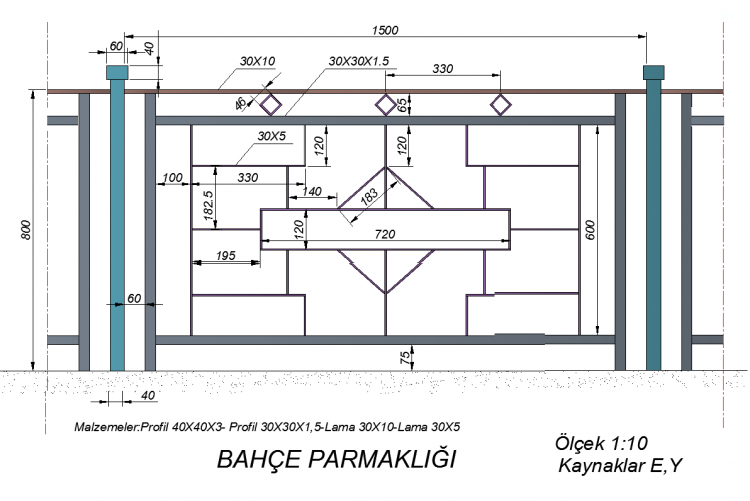
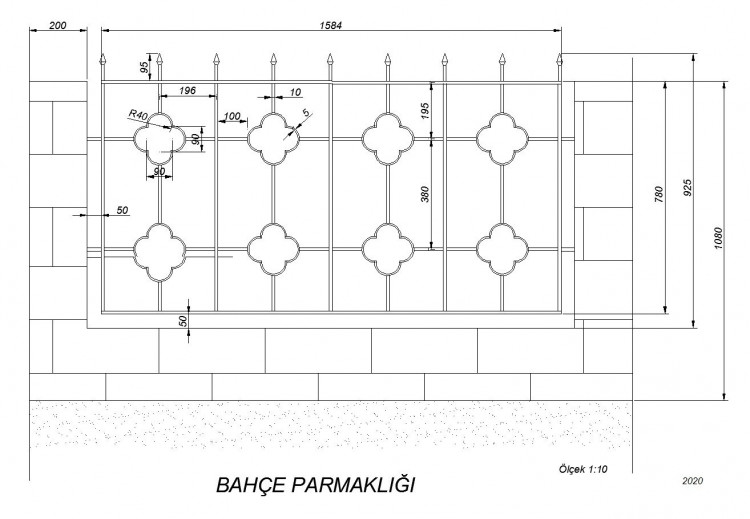
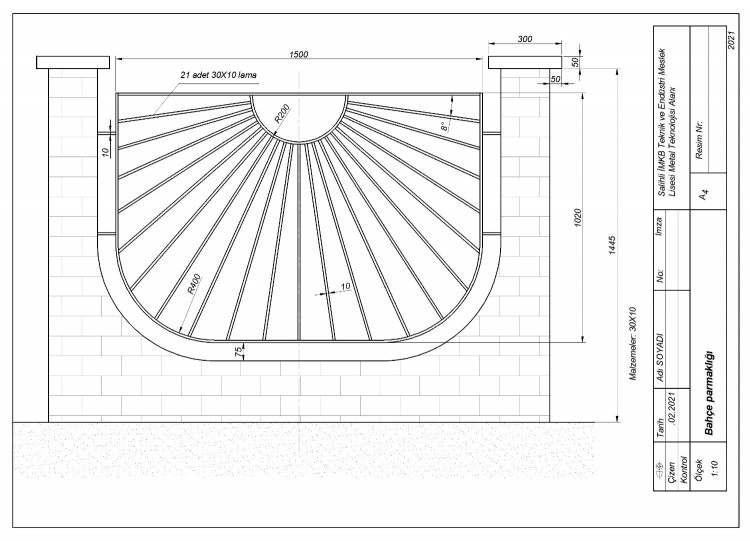
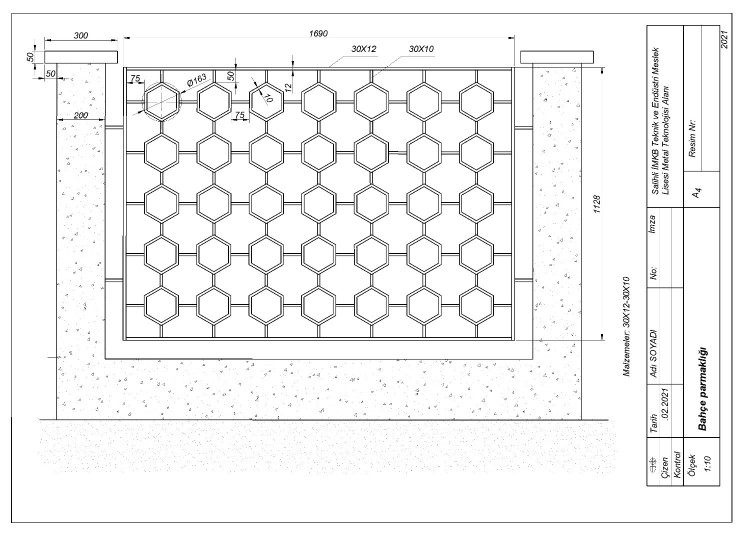
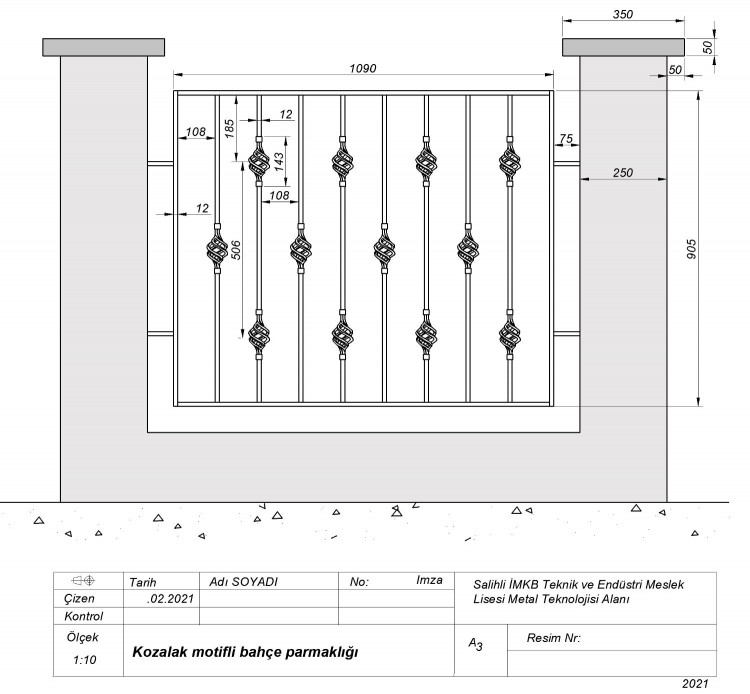
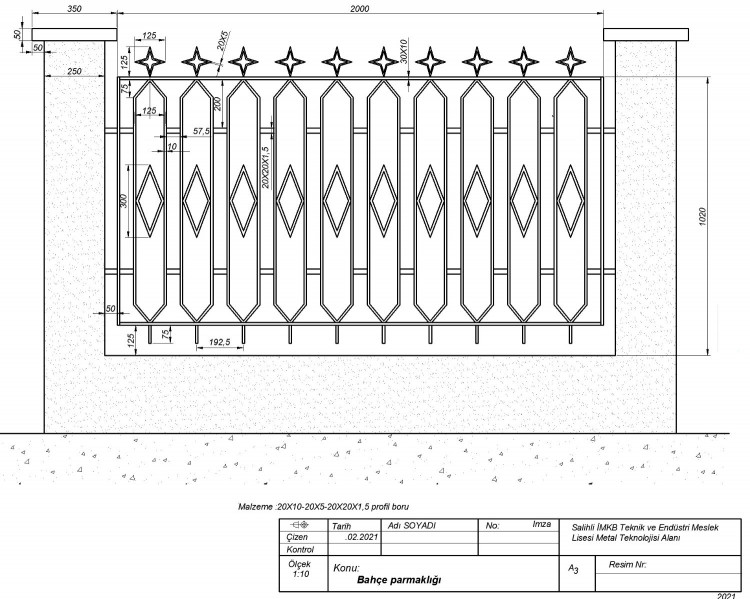
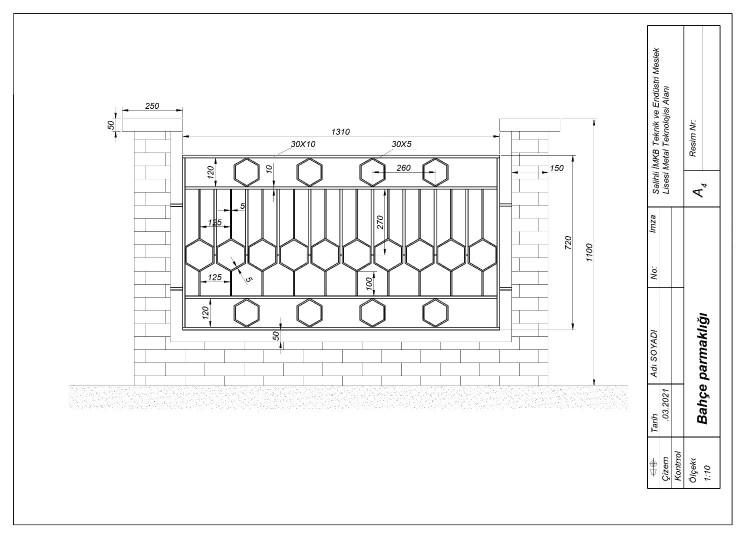
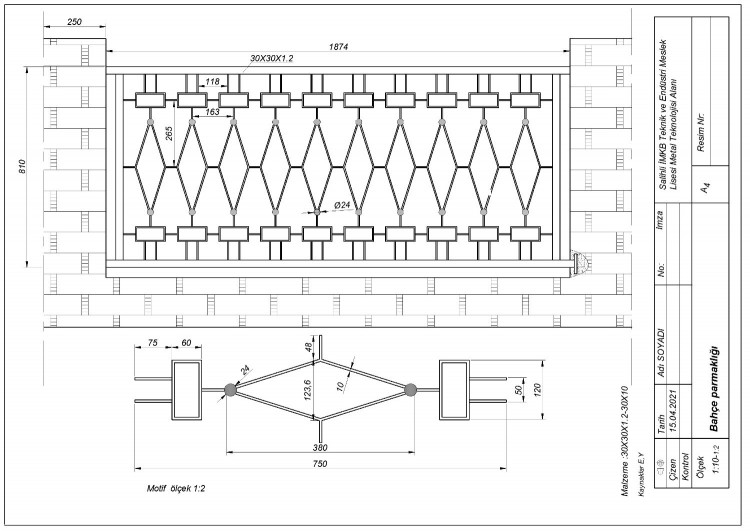
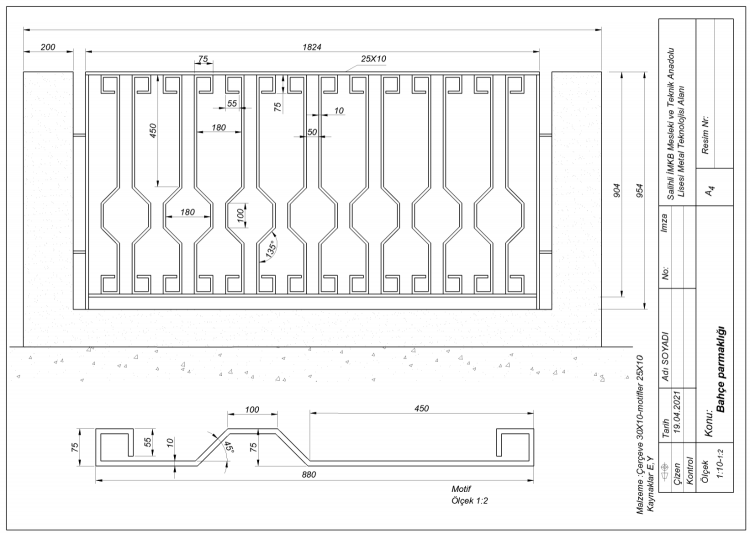
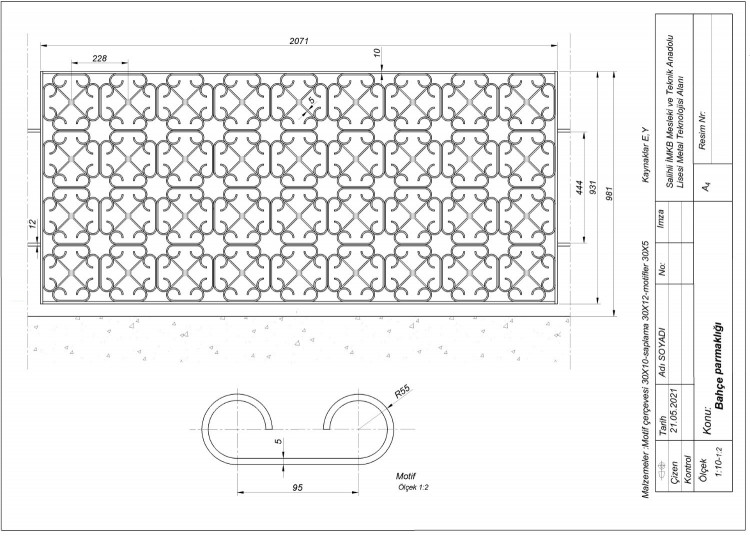
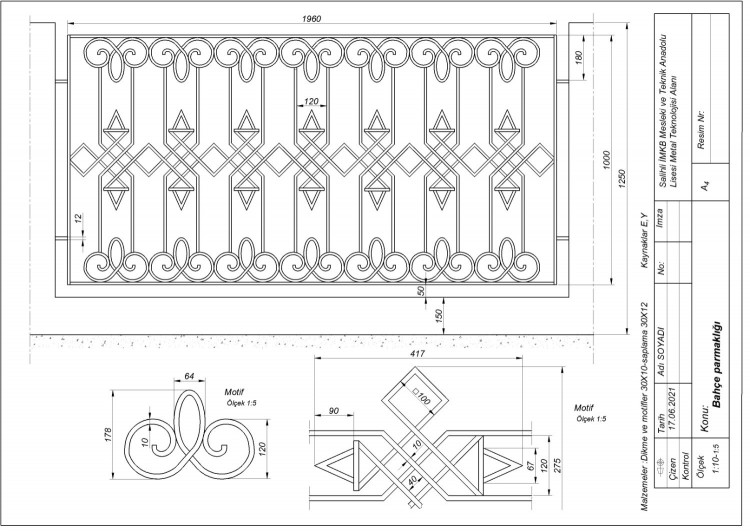
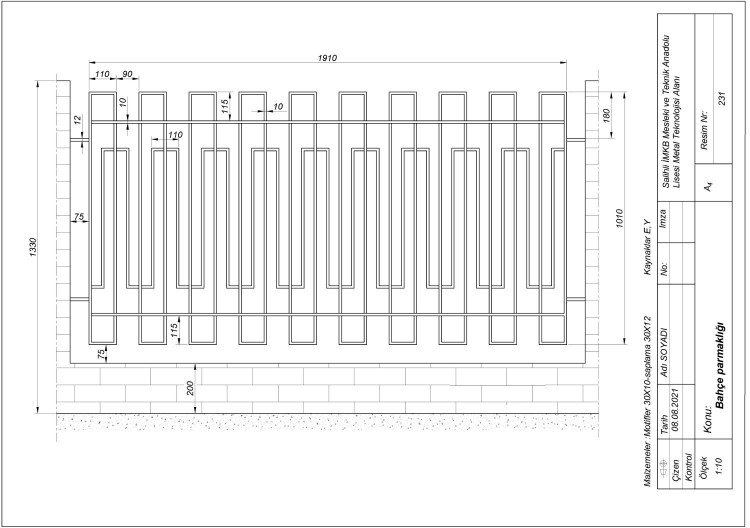
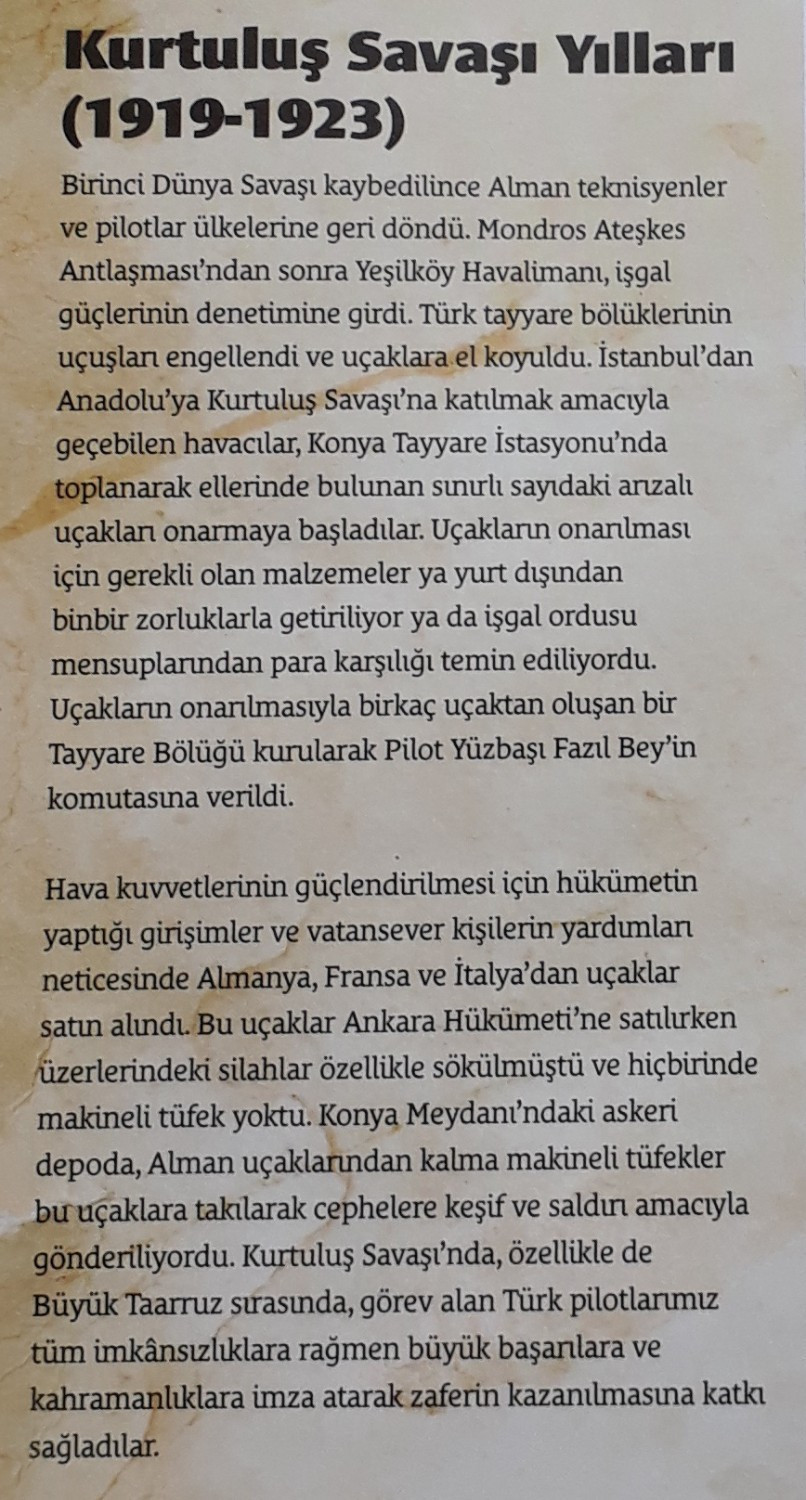
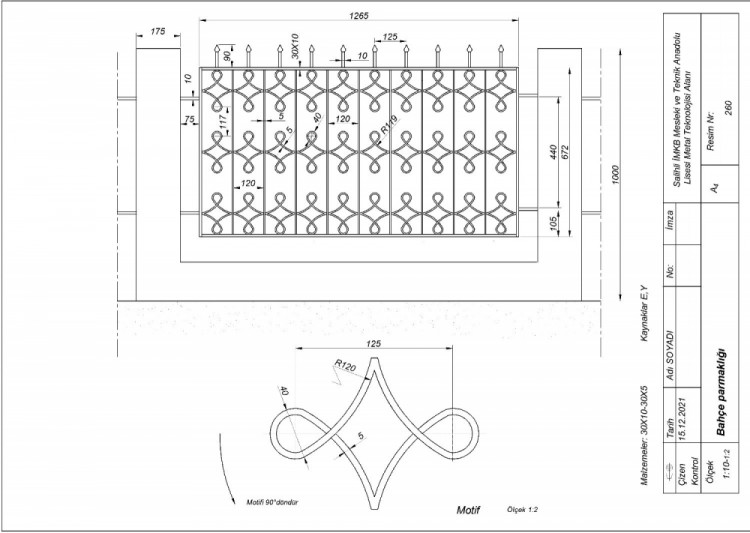
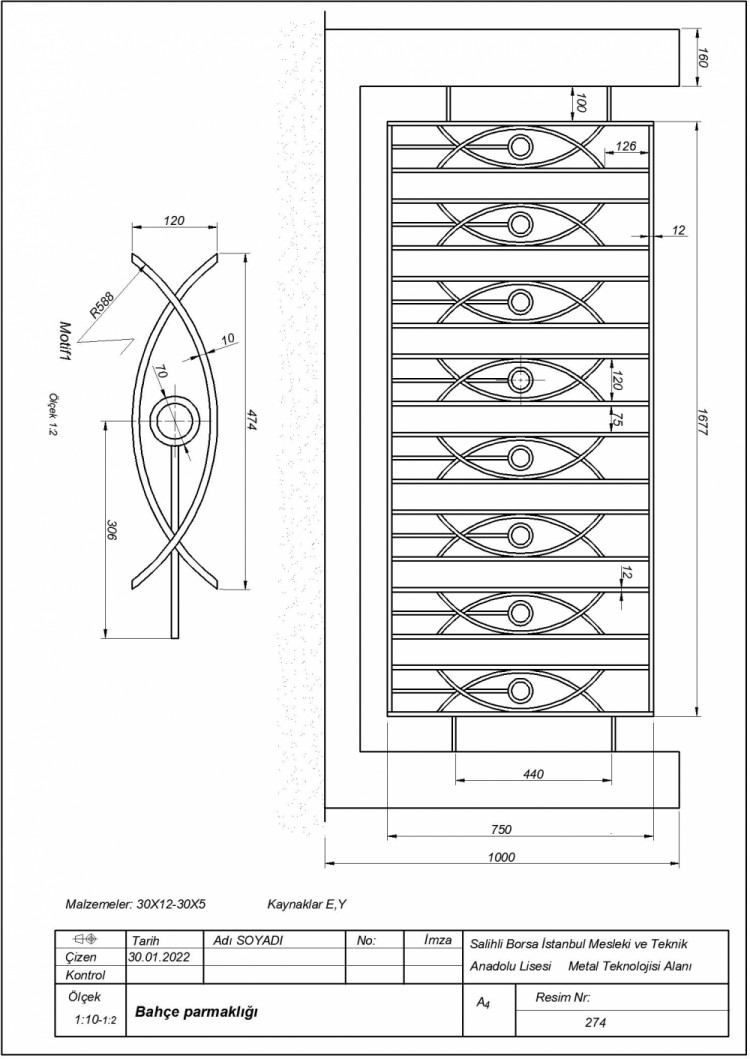
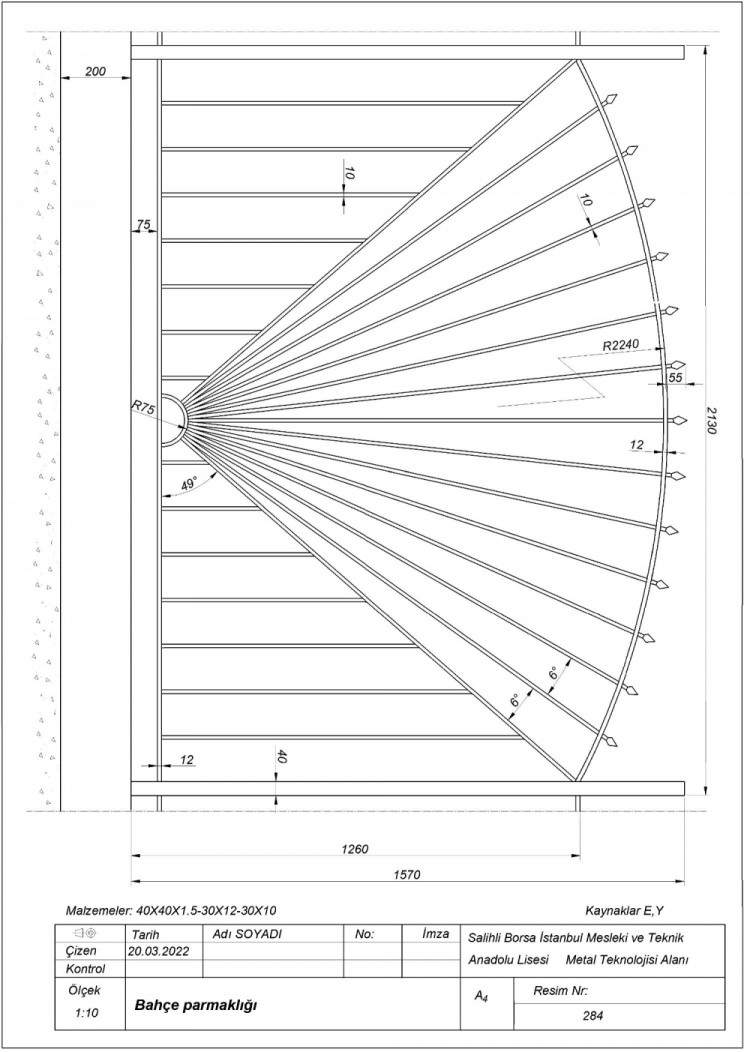
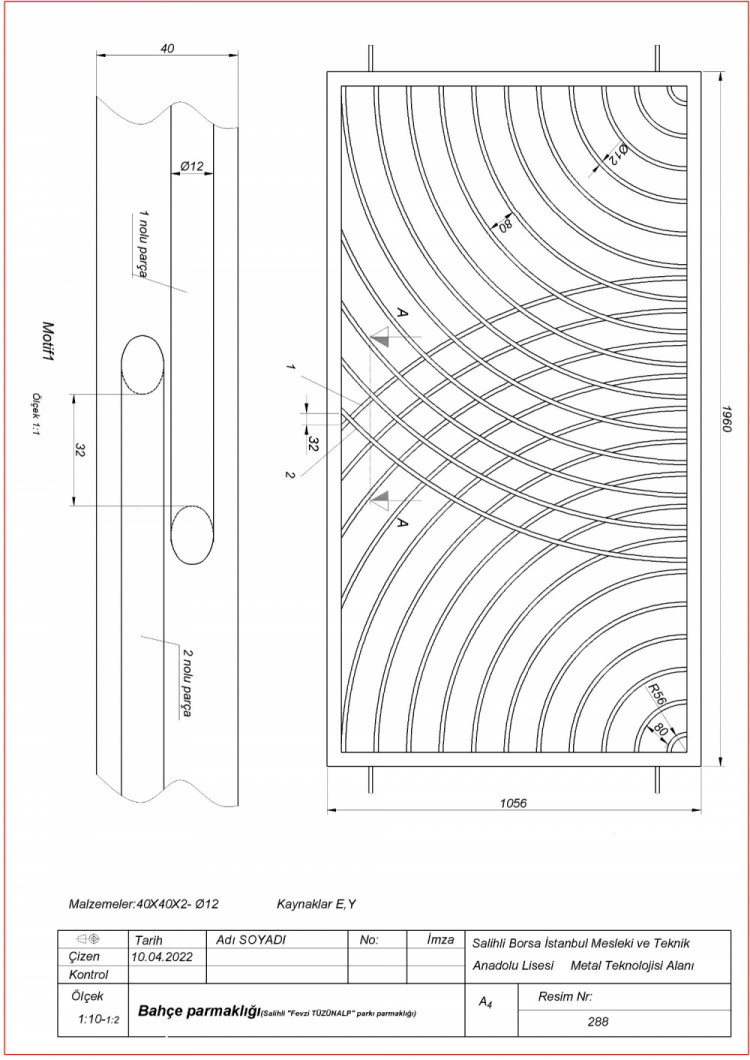
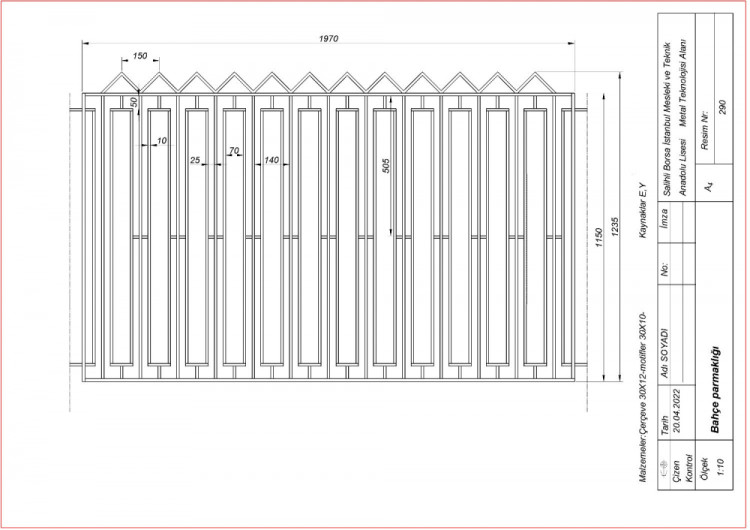
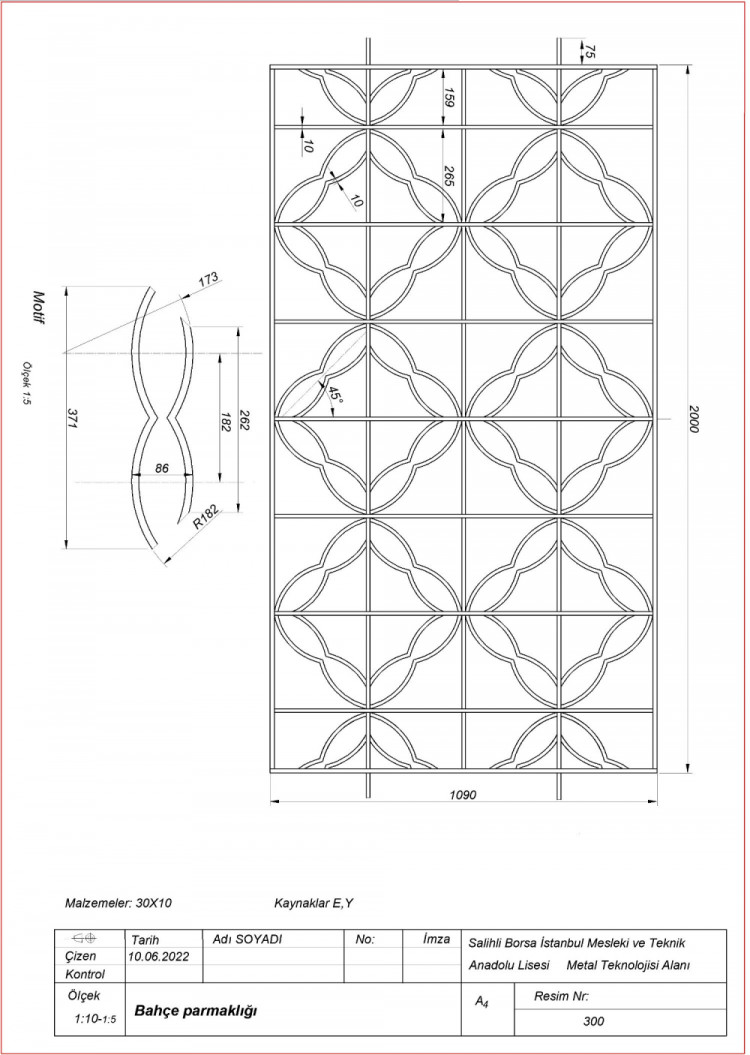
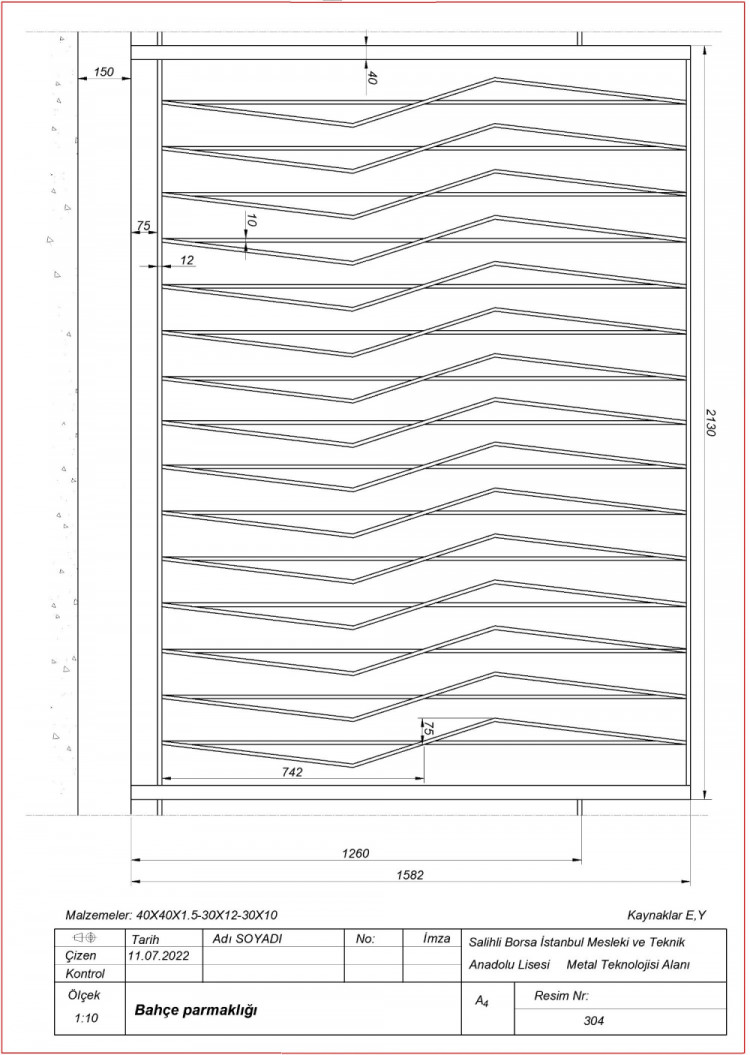
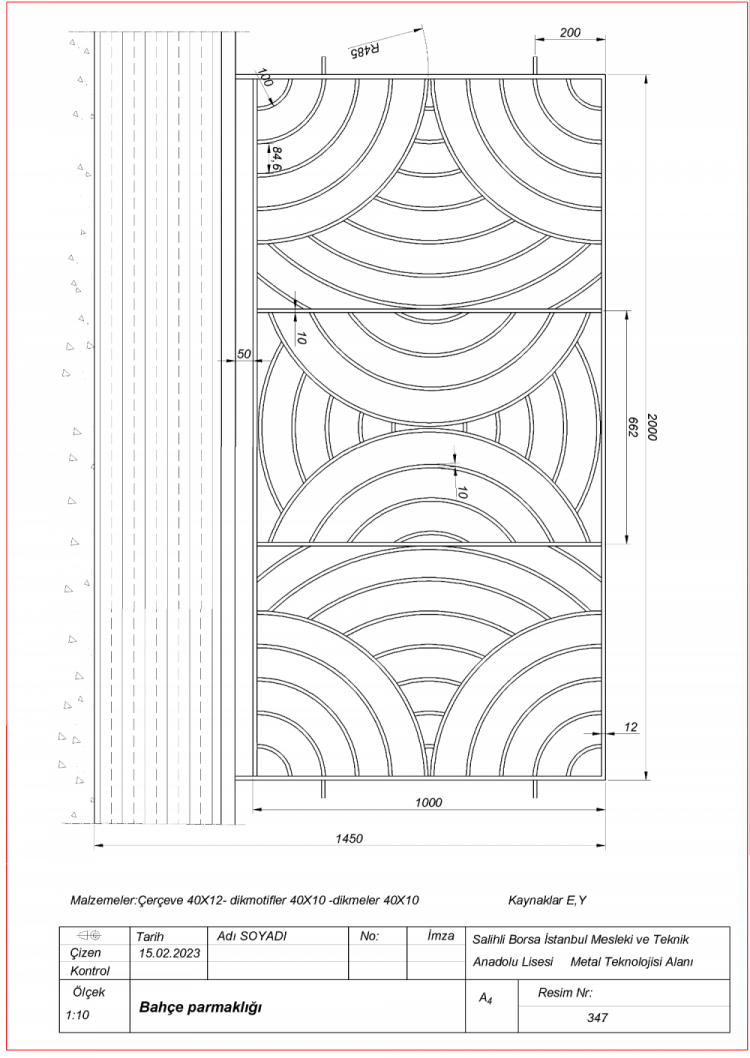
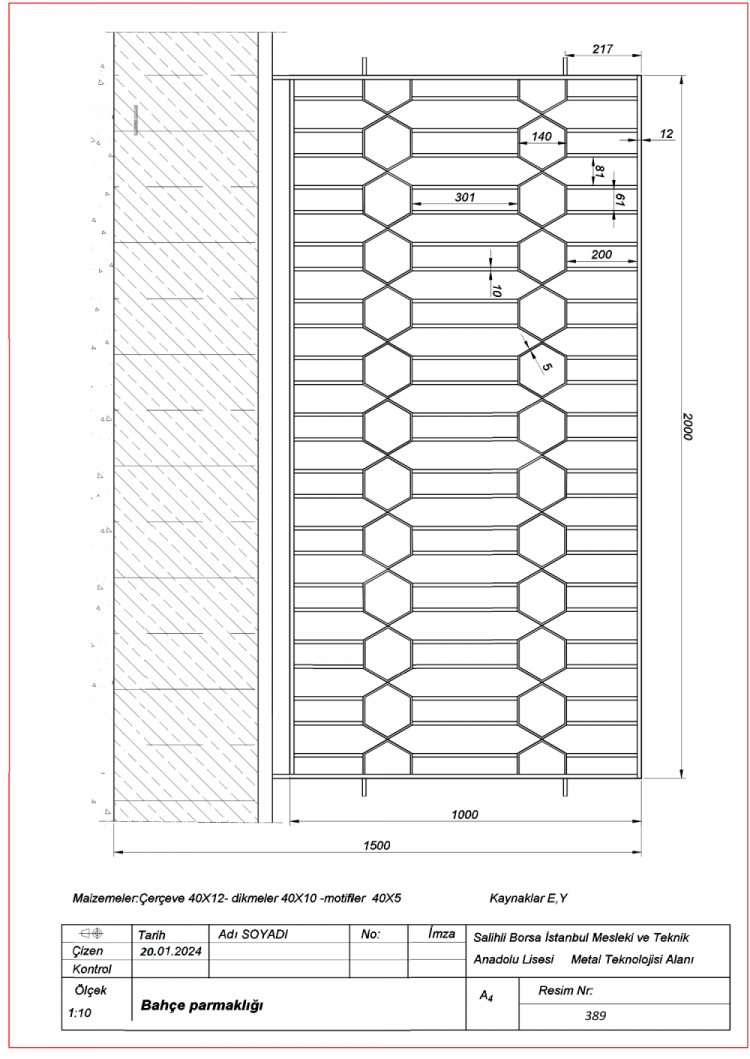
BAHÇE PARMAKLIĞI
garden fence
garden fence

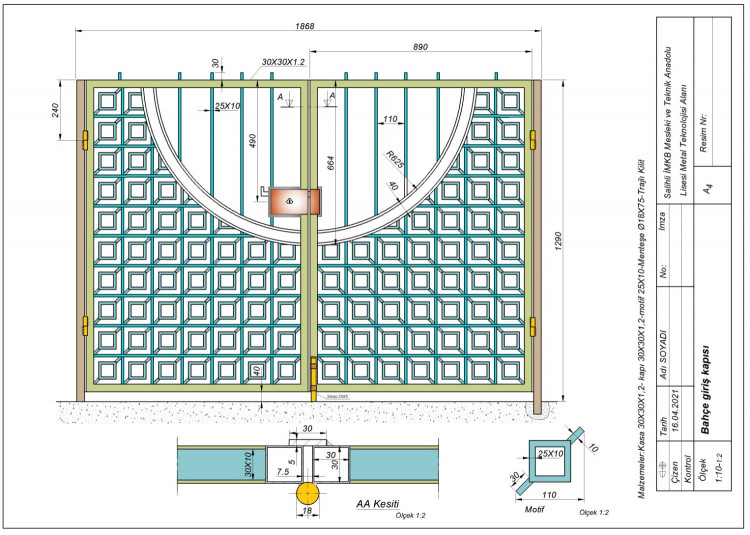
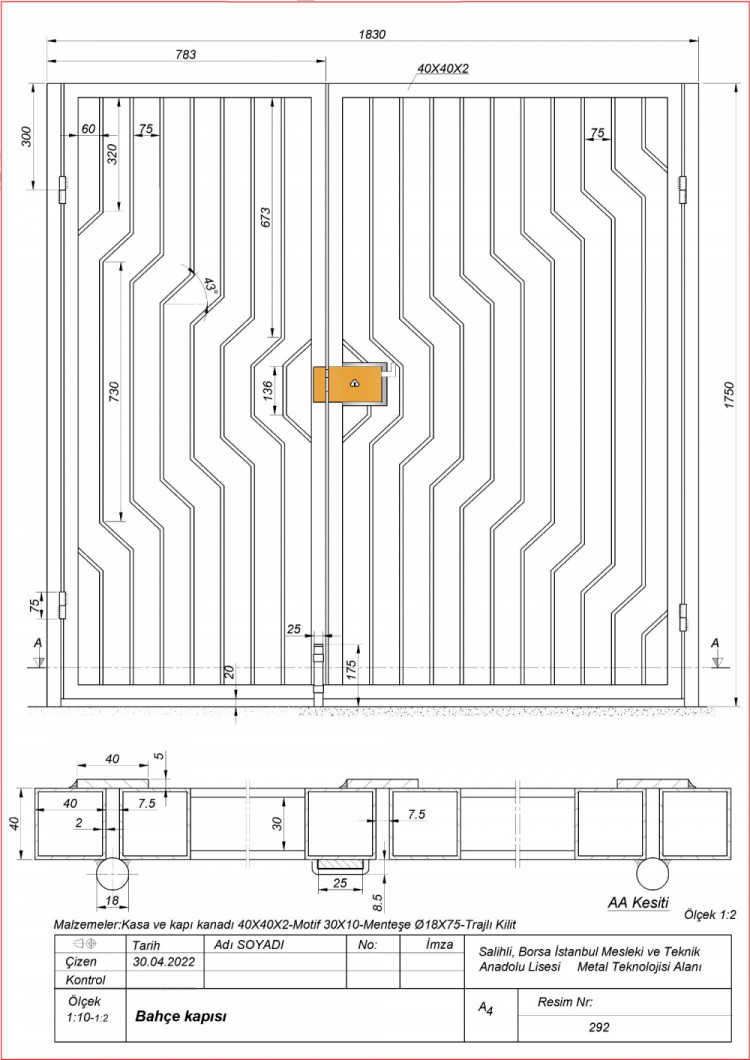
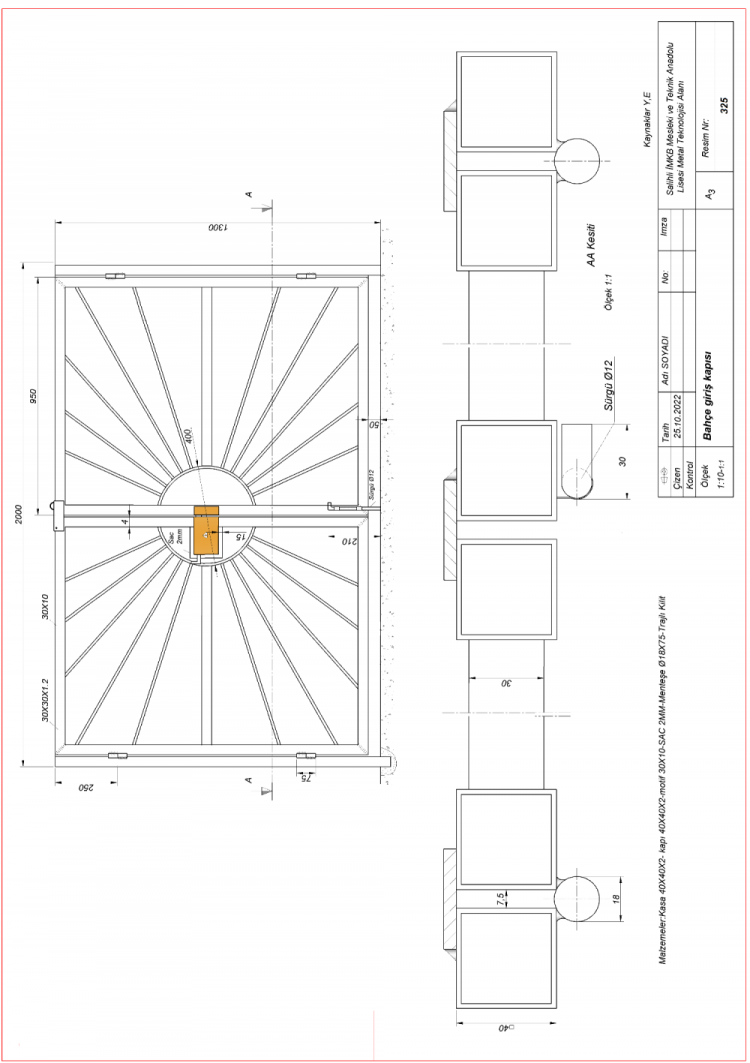
two-winged garden entrance door

İzlemek için adrese tıklayın veya telefonunuzu alttaki QR koduna tutunuz..
BİSİKLETE BİNEN ROBOT
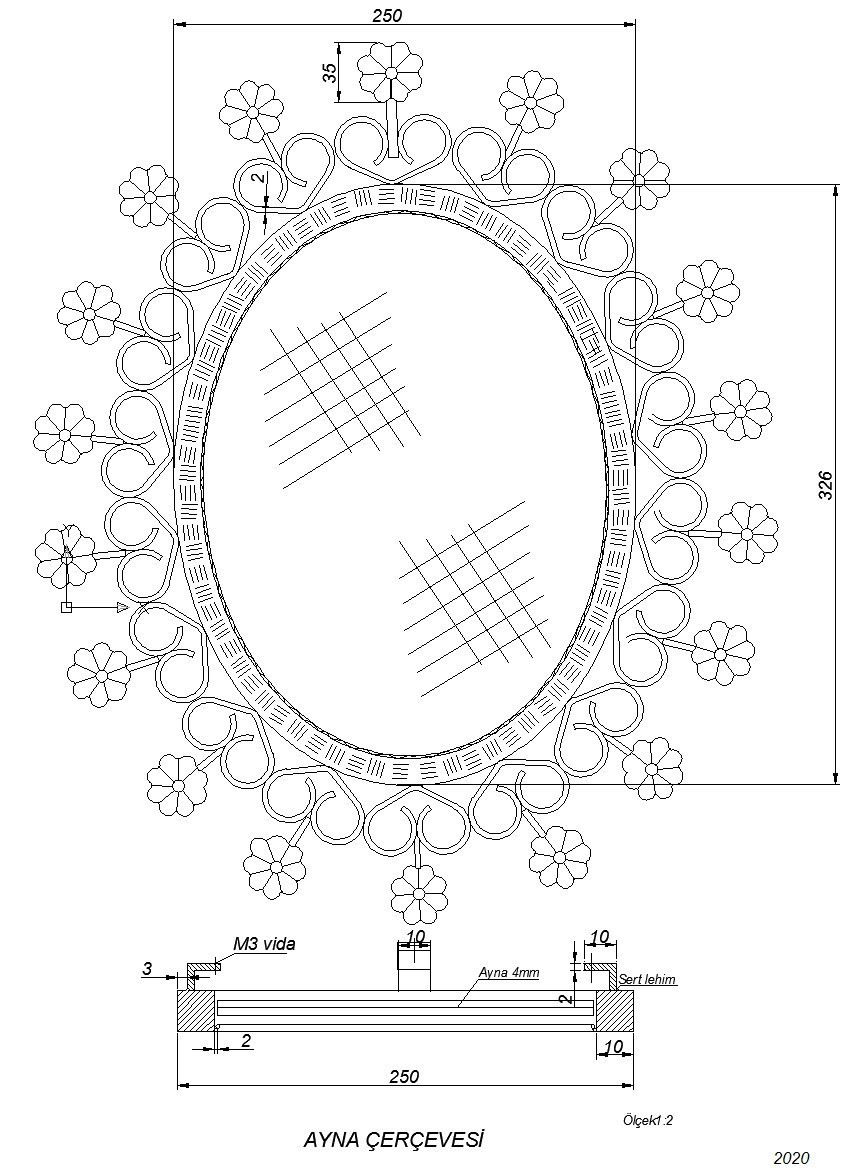
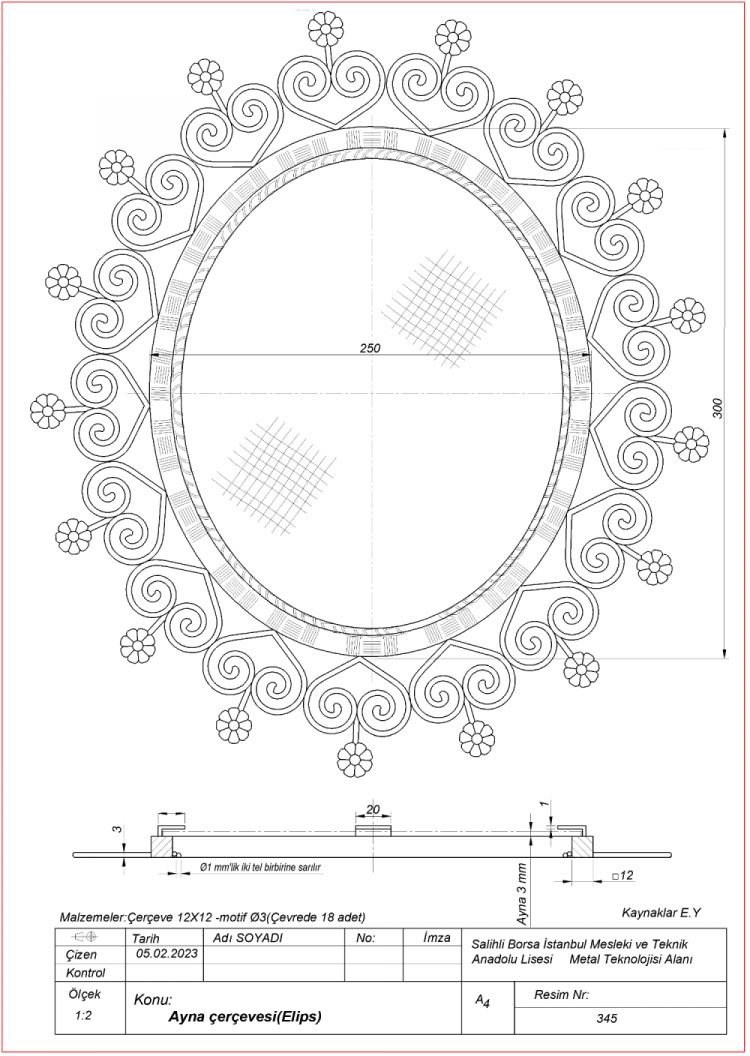
MIRROR FRAME


tacettin memiş
Bilim ve Teknik 2020 Aralık sayısı
#balcony fence # clôture de balcon
clôture de balcon garden door
window fence (protector) clôture de fenêtre (protecteur)




Değerli öğretmen arkadaşlarımız. Öğrencilerimize faydalı olabilmek amacıyla çizilen resimlerde gözden kaçan hatalar var ise lütfen düzeltmemiz için bildiriniz. İletişim(metalteknolojisi45@gmail.com)



drawings information





salihli eml salihlieml

3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
47
48
49
50
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
Bilim ve Teknik 2021 Haziran 643.sayı

225
225
226
227








Not:Sevgili öğrencilerimiz;Teknik resim ve Meslek resimde renklendirme kullanılmaz. Konunun daha iyi kavranabilmesi için bazen renklendirme kullanıyoruz. Siz dosyanıza resimleri çizerken renklendirmeyiniz.
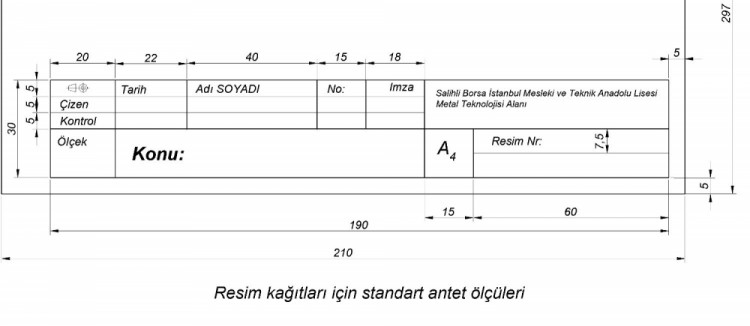
Ölçek
# metal doğrama # demir doğrama # demir parmaklık # bahçe kapısı # kapı # pencere # staj dosyası # motifler # orjinal kapılar # saksılık # meslek resim # teknik resim # metal iş görselleri # metaliş görselleri # iş resimleri # demirden yapılan işler

#metal staj dosyası,staş dosyası,metal çizimleri,demir doğrama çizimleri,kaynakçılık işleri
#demir kapı, #железная дверь,#باب الحديد. #eiserne Tür, #желязна врата, #鐵門, #درب آهنی, #Porte en fer, #लोहे का दरवाजा, #puerta de Hierro, #porta di ferro, #鉄の扉, #темір есік, #철문, #pintu besi, #temir eshik, #porta de ferro, #залізні двері,#cửa sắt, #σιδερένια πόρτα, #järndörr
An der Wand befestigtes Geländer aus Metall
#Gartentür aus Metall, Wohnungstür
#Balkongeländer aus Metall, Eisen
ÇİZİMLER-BİLGİLER
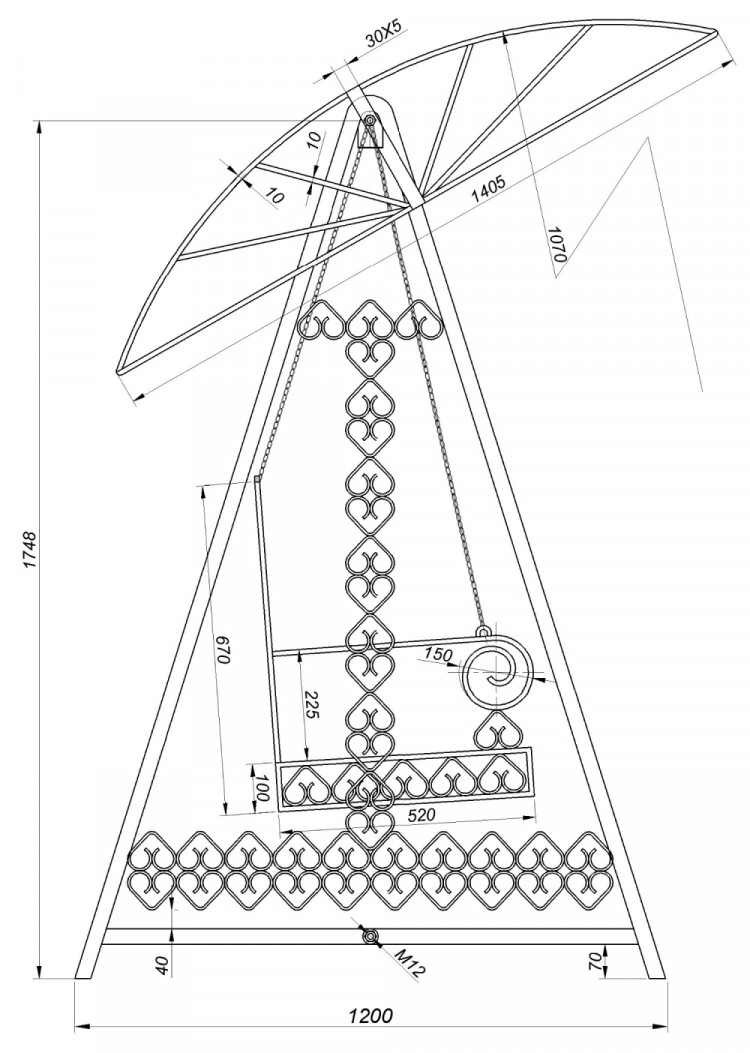
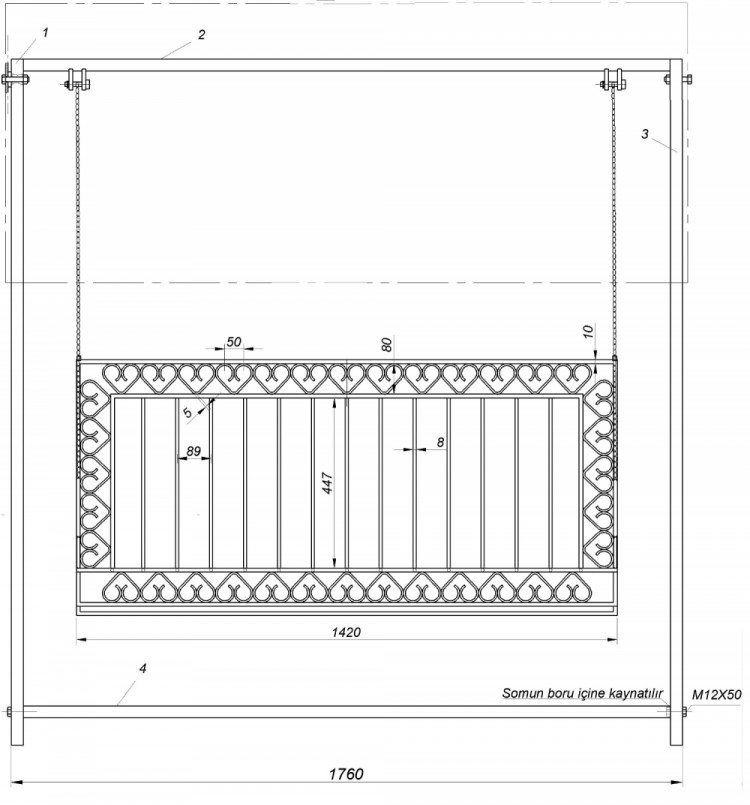
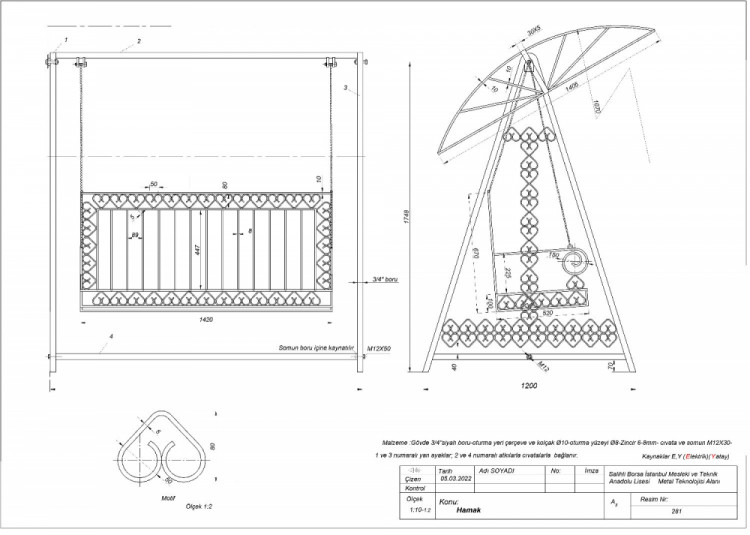
Üstteki "Hamak" resminin daha net görünmesi için eklenmiştir.
Üstteki "Hamak" resminin daha net görünmesi için eklenmiştir.








metalishs

Manisa/Salihli Borsa İstanbul Mesleki ve Teknik Anadolu Lisesi Metal Teknolojisi Alanı

11967
SAYFA SONU (END)
#铁门 #鐵門 #陽台欄杆 #花園圍欄 #公寓門 桌椅
#テーブルチェア #マンションの玄関ドア
バルコニーの手すり
#बालकनी की रेलिंग अपार्टमेंट प्रवेश द्वार
बगीचे की बाड़
ਬਾਗ ਦੀ ਵਾੜ د باغ دیوال # садовый забор
Yángtái lángān
#чертеж садового забора
bini 40X5-
bini 40X5-
-bini 40X5-
-bini 40X5-
-bini 40X5-
-bini 40X5-
-bini 40X5-
bini 40X5-
bini 40X5-
-bini 40X5-
bini 40X5-
-bini 40X5-
bini 40X5-
bini 40X5-
-bini 40X5-
bini 40X5-
-bini 40X5-
bini 40X5-
-bini 40X5-
-bini 30X5-
-bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
bini 40X5-
-bini 40X5-
bini 40X5-
bini 40X5-
Medya için alıntılarınızda, emeğe saygı için lütfen kaynak belirtiniz.
Her ayın 10--20-ve 30'unda yeni çizimler yükleniyor.

İlk çizim







New drawings are uploaded on the 10th, 20th and 30th of every month.


чертежи дверей, окон, квартирных дверей, садовых перил, садовых ворот, лестниц


20.



BİRAZ İZİN RİCA EDİYORUZ.. WE ASK FOR SOME PERMISSION..
Bilim ve Teknik 2024 Ocak674.sayı
Bilim ve Teknik 2024 Ocak 674.sayı
NOT:ÇİZİMLER ÖĞRENİM AMAÇLIDIR